 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: De deellijn is de lijn waar de matrijs opengaat om het product te verwijderen. Het kiezen van de deellijn is ook de eerste stap in het matrijsontwerp. Het wordt beïnvloed door veel factoren zoals de vorm, het uiterlijk, de wanddikte, de maatnauwkeurigheid en het aantal matrijsholtes van het product.
Voor algemene producten denk ik dat iedereen geen probleem heeft met het bepalen van de deellijn. Maar voor veel zijkerntrekwerk, of als het gaat om kussenpositie, botsing en inbrengen.

Deze zijn controversieel. De keuze is soms niet eenvoudig. Daarom zal Zetar Mold het hebben over hoe de deellijn te kiezen en hoe de deellijn te bepalen.
De betekenis van het scheidingsvlak
De zogenaamde parting is het verdelen van de matrijskern van het spuitgietgedeelte van het kunststofdeel in verschillende modules. Het contactoppervlak tussen de modules wordt het scheidingsoppervlak genoemd, ook wel parting surface.parting line injectionmolding verwijst naar de zichtbare lijnen op het schimmel scheidingsoppervlak gevormd tijdens de spuitgietproces .
Bij spuitgieten bepaalt de plaats van de deellijn de scheiding van de matrijs en het uiterlijk van het spuitgietproduct. De deellijn bevindt zich op de rand van het spuitgietproduct, tussen de kern en het holteoppervlak. De scheidingslijn omvat verticale scheidingslijn, schimmel scheidingslijn, rechte scheidingslijn, enz.

Bij het spuitgieten bepaalt de deellijn de openings- en sluitingspositie van de matrijshelften. De positie van de deellijn is nauw verbonden met de pasvorm van de kern en de holte en heeft een directe invloed op het uiterlijk van het spuitgietproduct. Tijdens het spuitgietproces vormt de deellijn een getuigelijn op het oppervlak van het eindproduct, die de nauwkeurigheid van het matrijsontwerp weergeeft.
Soorten scheidingsoppervlakken
Vlakke deeloppervlakken
Deelvlakken op een mal zijn vrij gewoon en eenvoudig. Het zijn gewoon vlakken die loodrecht staan op de richting waarin de mal opengaat.

Trapsgewijs afgeschuinde oppervlakken
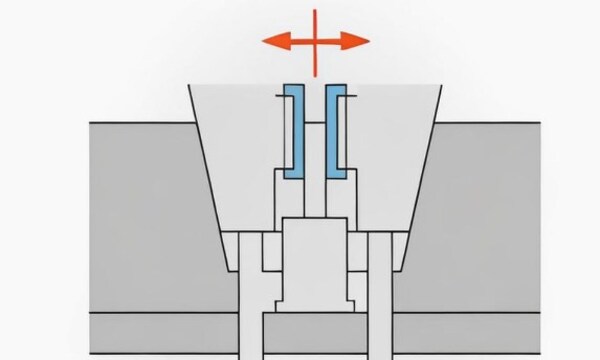
Op basis van de specifieke vereisten van sommige kunststofonderdelen worden de deellijnen trapsgewijs ontworpen. Voor de getrapte deellijnen worden, omdat er een grote kracht aan één kant van de holte is, injectie-excentrische krachten gegenereerd aan beide kanten van de holte, wat resulteert in een relatieve glijneiging tussen de vaste halve mal en de beweegbare halve mal.
De schuifrichting wordt weergegeven in de onderstaande figuur. Daarom moet het deelfreesvlak met een ondiep tredevlak (de kant met een groter verticaal projectievlak) het eerst worden geselecteerd.

Zorg er bij het opzetten van de mal voor dat de twee holtes symmetrisch zijn. Als het stapverschil van het getrapte deellichaam te groot is, overweeg dan om een kussenpositie te ontwerpen en plaatselijk een getrapte deellichaam te maken.
Sommige onderdelen hebben veel stappen. Als het zwelvlak ontworpen wordt volgens de getrapte vorm, wordt het zwelvlak ingewikkeld. Om het zwelvlak te vereenvoudigen, kan het zwelvlak vlak gemaakt worden. Het nadeel is dat er een opspanlijn op het uiterlijk van het werkstuk komt. Daarom wordt deze methode meestal gebruikt voor interne onderdelen.
Afgeschuind deellichaam
Het snijvlak van het spuitgietproduct wordt afgeschuind en langs de afschuining wordt een afdichtingsvlak gemaakt (om matrijs te sparen) en vervolgens afgevlakt (om het positioneren en verzamelen van gegevens te vergemakkelijken).
Basisprincipes voor het kiezen van afwerkvlakken
Het bepalen van het scheidingsoppervlak is een complexe zaak. Het gietoppervlak wordt beïnvloed door de vormpositie van het kunststofdeel in de spuitgietmatrijs, het ontwerp van het gietsysteem, de structurele verwerkbaarheid en precisie van het kunststofdeel, de positie en vorm van het inzetstuk en de uitwerpmethode, spuitgieten De fabricage van de mal, de uitlaat, het bewerkingsproces en andere factoren hebben invloed op de keuze van het glijoppervlak.
Daarom moet bij de keuze van het bewerkingsoppervlak een uitgebreide analyse en vergelijking worden gemaakt. Over het algemeen moeten de volgende basisprincipes worden gevolgd bij de keuze van het bewerkingsoppervlak:

Het moet voldoen aan de ontvormvereisten
Meestal wil je dat het kunststofdeel zoveel mogelijk aan de bewegende kant van de mal blijft wanneer deze opent. Dit helpt het uitwerpmechanisme in de bewegende kant van de mal om te werken. Anders, als het onderdeel aan de vaste kant van de mal blijft nadat het gekrompen is, moet je een uitwerpmechanisme in de vaste kant van de mal plaatsen, wat de mal ingewikkelder maakt.
Na het openen van de matrijs blijft het onderdeel op de bewegende helft van de matrijs liggen en kan het kunststof onderdeel worden uitgeworpen door het uitwerpsysteem van de injectiemachine en het uitwerpmechanisme van de injectiematrijs.
Soms, zelfs als je een deellijn kiest die de kunststofdelen aan de zijkant van de bewegende matrijs houdt, zullen verschillende posities nog steeds de complexiteit van de structuur van de spuitgietvorm beïnvloeden en de moeilijkheid om de kunststofdelen te stapelen.Zelfs als de kunststofdelen na de deellijn op de bewegende matrijs blijven, is het moeilijk om een effectief uitwerpmechanisme op te zetten als de afstand tussen de gaten klein is.
Zelfs als je het kunt instellen, is de vereiste uitwerpkracht groot, waardoor de structuur van de spuitgietmatrijs complexer wordt en er gemakkelijk slechte gevolgen kunnen optreden, zoals kromtrekken en opengaan van de kunststof onderdelen.Het is redelijker om alleen een eenvoudige uitwerpplaat op de bewegende matrijs te plaatsen als uitwerpmechanisme.
Vereenvoudigde matrijsstructuur moet worden overwogen
Als de structurele nauwkeurigheidseisen voor de zijdelingse elementen niet hoog zijn, probeer dan het gebruik van een trekmechanisme voor de zijkern (slider) te vermijden, vereenvoudig de matrijsstructuur, verklein de matrijsgrootte en verlaag de matrijskosten tot op zekere hoogte. Als u het gebruik van een trekmechanisme voor de zijkern (slider) niet kunt vermijden, kies dan een deellijn die de kortst mogelijke trekafstand voor de zijkern mogelijk maakt en de grootte van de matrijs verkleint.

Zorg er ook voor dat de grote kern in de richting van de malopening zit, want de klemkracht is groot. Als hij aan de zijkant van de mal zit met het zijmechanisme, is hij niet gemakkelijk te ontvormen.
Zorg voor de nauwkeurigheidseisen van kunststof onderdelen
Als de hoogtemaat in de richting loodrecht op het deellijnoppervlak hoge precisievereisten heeft, of als de vorm of het binnengat hoge coaxialiteitvereisten heeft, moet deze zoveel mogelijk in dezelfde halve vormholte worden geplaatst om de precisie te garanderen.

Als het matrijsoppervlak dat een hoge nauwkeurigheid vereist voor het kunststofdeel wordt gedeeld door het deeltjesoppervlak, kan dit afwijkingen in vorm en grootte veroorzaken die niet kunnen worden toegestaan door de invloed van de klemkracht van de matrijs, en kan het kunststofdeel worden verwijderd omdat het niet aan de vereiste nauwkeurigheidseisen kan voldoen.
Voldoe aan de uiterlijke kwaliteitseisen van kunststof onderdelen
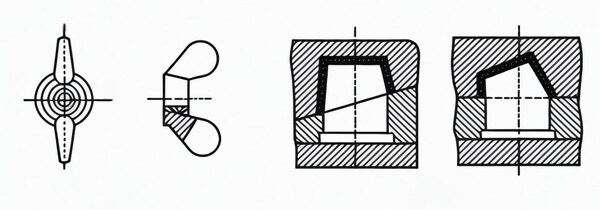
Bij het kiezen van de deellijn moet worden vermeden dat de uiterlijke kwaliteit van het kunststofdeel wordt aangetast. Tegelijkertijd is het noodzakelijk om te overwegen of de uitvloeiing die ontstaat bij de deellijn gemakkelijk te trimmen is.
Vermijd indien mogelijk flash op de scheidingslijn. Uitvloeiing bij de afgeronde hoek is moeilijk en beïnvloedt het uiterlijk van het kunststofdeel: Flash bij de afgeronde hoek is gemakkelijk en heeft geen invloed op het uiterlijk van het kunststofdeel.
Gemakkelijk te verwerken en vervaardigen spuitgietmatrijzen
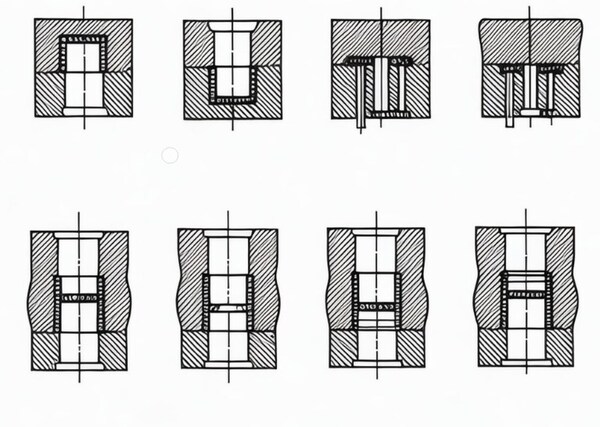
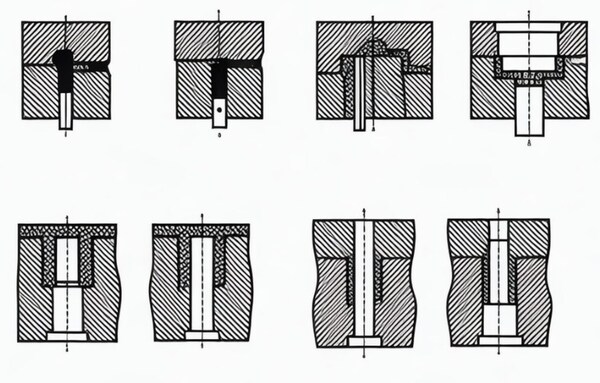
Om het verwerken en vervaardigen van spuitgietmatrijzen te vergemakkelijken, moet je proberen een recht deellijnoppervlak te kiezen of een deellijnoppervlak dat gemakkelijk te bewerken is. Als je een recht deelvlak gebruikt, wordt de vorm van de onderkant van het kunststofdeel gemaakt op de duwstang.
Deze duwstang is moeilijk te verwerken en tijdens de assemblage moeten anti-rotatiemaatregelen worden genomen. Als je een getrapt bewerkingsvlak gebruikt, is het gemakkelijk te bewerken, maar de kern en het matrijsamine zijn moeilijk te bewerken. Als je een hellend deukvlak gebruikt, is het gemakkelijker te verwerken.
Het projectiegebied van het kunststofdeel op het afdekoppervlak van de mal verkleinen
Bij het ontwerp van het snijvlak van een spuitgietmatrijs specificeert de spuitgietmachine meestal het vormoppervlak en de nominale klemkracht die is toegestaan voor de betreffende spuitgietmatrijs. spuitgietprocesAls het geprojecteerde oppervlak van het kunststofdeel op het scheidingsoppervlak van de matrijs groter is dan het toegestane vormoppervlak, zal de matrijs uitzetten en overlopen.

Op dat moment zal de klemkracht die nodig is voor het spuitgieten ook de nominale klemkracht overschrijden. Om de matrijs betrouwbaar vast te klemmen en uitzetting en overlopen van de matrijs te voorkomen, moet het geprojecteerde oppervlak van het kunststofdeel op het deellichaam zo klein mogelijk zijn bij het kiezen van het deellichaam.
Als het geprojecteerde oppervlak van het kunststofdeel op het deukoppervlak van de matrijs groot is, is de klembetrouwbaarheid van de matrijs slecht; als het deukoppervlak wordt gebruikt, is het geprojecteerde oppervlak van het kunststofdeel op het deukoppervlak van de matrijs klein, wat de klembetrouwbaarheid van de matrijs garandeert.
Het is bevorderlijk voor het verbeteren van het uitlaateffect
Het scheidingsvlak moet zo dicht mogelijk bij het binnenwandoppervlak van de holte liggen, waar het einde van de smeltstroom zich bevindt als de holte gevuld is. Het uitlaateffect is slecht: de structuur is gunstig voor de uitlaat tijdens het injectieproces, dus de scheiding is redelijk.

Maak de holte zo ondiep mogelijk.
De diepte van de matrijsholte heeft drie effecten op de matrijsstructuur en de productie: Op dit moment maken we de matrijsholte meestal met behulp van EDM. Hoe dieper de matrijsholte, hoe langer het duurt om deze te maken, wat het proces van matrijzen maken vertraagt en meer geld kost.De diepte van de matrijsholte beïnvloedt de dikte van de matrijs. Hoe dieper de holte, hoe dikker de beweegbare en vaste mallen.
Aan de ene kant is de verwerking moeilijker, aan de andere kant hebben verschillende injectiemachines bepaalde beperkingen op de maximale dikte van de mal, dus de holte mag niet te groot zijn. Hoe dieper de holte, hoe meer het werkelijke verschil in grootte tussen de bovenste en onderste uiteinden van dezelfde grootte bij dezelfde trek.

Als de gespecificeerde maattolerantie gecontroleerd moet worden, moet de trekkracht gereduceerd worden, wat het uitwerpen van het kunststofdeel bemoeilijkt. Daarom moet de holte zo ondiep mogelijk zijn bij het kiezen van het scheidingsoppervlak.
Stel het laterale kerntrekmechanisme in aan de kant van de beweegbare mal
Bij het ontwerp van het deellijnoppervlak van de spuitgietvormAls het kunststofdeel vanaf de zijkant moet worden getrokken, moet bij het kiezen van het scheidingsvlak het ondiepste scheidingsvlak worden gekozen om ervoor te zorgen dat de zijdelingse kern gemakkelijk kan worden geplaatst en het trekmechanisme soepel werkt.

Gebruik dan het gat of de korte laterale bolling als trekrichting voor de kern. Plaats het diepere gat of de hogere convex in de richting van het openen en sluiten van de mal. Probeer het laterale kerntrekmechanisme aan de kant van de beweegbare mal te plaatsen.
Methoden om het deukoppervlak te bepalen
Simulatie assemblagemethode
De methode voor het simuleren van assemblage is het simuleren van de assemblage volgens de modulestructuur en de structuur van het kunststofdeel om het scheidingsoppervlak van de mal te bepalen. De specifieke stappen zijn als volgt: Zet eerst de modulestructuur en de structuur van het kunststofdeel en vergrendel ze om de algemene structuur van de mal te krijgen.
Verdeel de onderdelen in de structuur van het kunststofdeel volgens de vereisten van het scheidingsoppervlak (zoals de vormvolgorde en de richting van ontvormen) en markeer de overeenkomstige onderdelen in de modulestructuur.

Door extruderen, roteren en kantelen van elk onderdeel worden de positie en richting van het deellijnoppervlak bepaald en wordt uiteindelijk het deellijnoppervlak van de mal verkregen.
Kopieermethode
De kopieermethode bestaat uit het kopiëren van elke component van de structuur van het kunststofdeel met een acrylplaat en ze dan in een bepaald patroon te rangschikken volgens de vormvolgorde om de volledige matrijsstructuur te verkrijgen en dan het oppervlak van de matrijsafscheiding te bepalen door vergelijking. De specifieke stappen zijn als volgt:

Kopieer elk onderdeel van de structuur van het kunststofdeel met een acrylplaat, rangschik ze in een vormvolgorde en markeer de volgorde en richting op elk onderdeel. Rangschik de kopieën in een bepaald patroon om de assemblage in een vormstructuur te simuleren. Bepaal de positie en richting van het deellijnoppervlak door vergelijking.
Schematische diagrammethode
De manier om de schematische diagrammethode te gebruiken is om de doorsnede van het kunststofdeel te vergelijken met het vlakke aanzicht van de mal om het deellijnoppervlak te bepalen. De specifieke stappen zijn als volgt:

Maak een tekening die laat zien hoe het plastic onderdeel eruitziet als je het doormidden snijdt. Label de verschillende onderdelen en laat zien hoe ze zijn gemaakt.Kijk naar het bovenaanzicht van de mal en zoek het aanzicht dat overeenkomt met de tekening.Teken op dat aanzicht de vorm en locatie van de malonderdelen en bepaal waar de mal wordt gesplitst.
Computerondersteund ontwerp
CAD is het scheiden van elk onderdeel door middel van computersimulatie op basis van virtueel gieten en vervolgens het scheidingsoppervlak bepalen. De specifieke stappen zijn als volgt: gebruik de computer om de structuur van het kunststofdeel en de modulestructuur te tekenen, simuleer de assemblage en scheid de delen volgens de spuitgietvolgorde.
Door computersimulatie van de extrusie, rotatie en kanteling van elk onderdeel, worden de positie en richting van het deellijnoppervlak bepaald en wordt uiteindelijk het deellijnoppervlak verkregen.

Samenvatting
Beslissen waar de mal moet worden gesplitst, is een belangrijke zaak. Het beïnvloedt hoe de mal werkt, hoeveel hij kost en hoe goed de onderdelen zijn. Het delingsoppervlak kan worden onderverdeeld in vlakken, getrapte oppervlakken, hellende oppervlakken en gebogen oppervlakken.
Wanneer je een splitlijn kiest, moet je nadenken over hoe het onderdeel eruitziet, hoe het uit de mal komt, hoe moeilijk de mal te maken is en hoe gemakkelijk het te bewerken is. Als je de juiste splitlijn kiest, kun je de matrijs beter maken, onderdelen sneller maken en betere onderdelen maken.







