 Overslaan naar inhoud
Overslaan naar inhoud 

SpuitgietmatrijsHet voordeel van een grote hellingshoek A van de schuine pen is dat het een grote kernuitschuifafstand kan produceren in een korte inspuitgietmatrijsopening.
Het meest voorkomende type spuitgieten staat bekend als core pulling injection molding, waarbij onderdelen rond een kern worden gegoten die later uit het afgewerkte onderdeel wordt verwijderd.
Dit artikel geeft een overzicht van hoe kernontwenning spuitgieten en enkele van de voordelen. Blijf kijken voor artikelen over spuitgieten waarin specifieke aspecten van dit productieproces verder worden uitgediept.
Wat is spuitgieten met teruggetrokken kern en wat zijn de voordelen ten opzichte van traditionele spuitgiettechnieken?
Kernextractie spuitgieten is een spuitgiettechniek waarbij een kern gebruikt wordt om een holte in een matrijs te maken.
Core injection molding has several advantages over traditional injection molding techniques, including the ability to create complex shapes, the ability to produce a large number of parts, and the ability to use a variety of materials.
Kernspuitgieten is ook preciezer dan traditioneel spuitgieten en kan gebruikt worden om kleinere, nauwkeurigere onderdelen te maken.
In addition, core injection molding is faster than traditional injection molding and can be used to produce parts in a shorter time frame.
Kernspuitgieten is een veelzijdige technologie die kan worden gebruikt om een grote verscheidenheid aan onderdelen te maken, waardoor het de beste keuze is voor toepassingen waar precisie en snelheid vereist zijn.
Hoe werkt het proces en welke stappen zijn erbij betrokken?
Kernextractie spuitgieten is een productieproces om holle kunststof onderdelen te maken. Het wordt meestal gebruikt voor onderdelen die een grote diepte-breedteverhouding vereisen, zoals buizen of containers.
Het kerntrekproces begint wanneer verwarmd kunststofmateriaal, meestal thermoplastisch of thermohardend, in een vormholte wordt geïnjecteerd. De kunststof stolt in de vorm van de holte. Nadat het kunststofdeel gestold is, gaat de matrijs open en wordt het deel uitgeworpen.
De vormholte is zo geconfigureerd dat het kunststofmateriaal rond de metalen kern vloeit en zo de binnenwand van het afgewerkte onderdeel vormt.
Als het kunststof materiaal afkoelt en stolt, wordt het aan de metalen kern gehecht. De metalen kern wordt dan teruggetrokken uit de vormholte, waardoor een hol onderdeel overblijft.
Core pulling injection molding offers several advantages over traditional injection molding, including higher productivity and lower labor costs.
Bovendien kan het gebruikt worden om onderdelen te maken met complexe geometrieën die met andere methoden moeilijk te maken zouden zijn.
Kernspuitgieten is een fundamenteel productieproces met veel toepassingen in de medische, auto- en consumentenelektronica-industrie.

Het kernvormproces verloopt als volgt
→ Een kern gieten van een metaal met een laag smeltpunt
→ plaatsen in een mal voor spuitgieten
→ het deel met de kern verwijderen
→ De kern smelten
→ het onderdeel reinigen
→ eindproduct
At present, the core extraction injection molding technology has accumulated only partial experience in PA66.
Voorlopig experimenteel onderzoek toont aan dat PA6, PBT, PET, PPO enz. geschikt zijn voor spuitgieten met extraheerbare kern.
Legeringen met een laag smeltpunt zoals Sn-Bi en Sn-Pb worden vaak gebruikt als kernextractiemateriaal. Smeltkernen worden meestal verhit met olie en inductiespoelen.

Voordelen van spuitgieten met trekkende kern
1. Bijzonder geschikt voor de productie van composietmaterialen met complexe vormen, hol en ongeschikt voor machinale bewerking.
2. Holle kunststof onderdelen hebben nauwkeurige binnenmaten en gladde oppervlakken. Dit kan niet worden bereikt met gewone methoden.
3. Compared with blow molding and gas-assisted injection molding, although additional equipment for casting fusible cores and melting cores is required, the existing injection molding machines can be fully utilized, and the freedom of molding is greater.
Met een spuitgietmachine kun je in één dag duizenden kunststof onderdelen maken die allemaal van dezelfde kwaliteit zijn.
Opmerkingen over het kernspuitgietproces
1. De kern mag niet smelten wanneer het plastic onderdeel wordt geïnjecteerd.
2. De metaalsmelter die als kern wordt gebruikt en het medium van de smelt zullen de kunststof niet aantasten.
3. Het onderdeel wordt niet vervormd bij de temperatuur van de gesmolten kern.
Hoe werkt het kernspuitgietproces en welke apparatuur is daarvoor nodig?
Kernextractie spuitgieten is een gespecialiseerde vorm van kunststof spuitgieten die gebruikt wordt om holle voorwerpen van kunststof te maken.
Het proces begint met een metalen mal die ontworpen is om de gewenste vorm te creëren.
De mal wordt gevuld met thermoplastische hars en vervolgens wordt een kleine hoeveelheid water in het midden van de mal geïnjecteerd.
Dit creëert een holte in het midden van de hars, die de holle kern van het afgewerkte object wordt.
De mal wordt dan afgekoeld en het object wordt uit de mal geworpen.
Core extraction injection molding requires special equipment that is capable of injecting water into the center of the molten resin without damaging the mold. This type of equipment is usually found only in large-scale production facilities.
Spuitgieten met kernextractie is een effectieve methode om holle voorwerpen te maken van thermoplastische harsen, en het kan worden gebruikt om allerlei voorwerpen te maken, van speelgoed tot medische apparaten.

Welke factoren beïnvloeden de kosten van een kernspuitgietproject?
Core injection molding is a special form of plastic injection molding used to make hollow parts with internal cavities.
Kernspuitgietprojecten kunnen complex en duur zijn, dus is het belangrijk om alle factoren die de kosten beïnvloeden in overweging te nemen voor je aan de slag gaat.
De grootte, vorm en complexiteit van het onderdeel spelen allemaal een rol in de kosten om het te maken. Daarnaast hebben ook het aantal holtes in de mal en de gebruikte materialen invloed op de prijs.
Door met al deze factoren rekening te houden, kun je ervoor zorgen dat je kernspuitgietproject binnen het budget blijft.
Welke soorten materialen kunnen worden gebruikt in kernspuitgietprocessen?
Kernextractie spuitgieten is een gespecialiseerde vorm van spuitgieten die complexe geometrieën kan creëren die niet mogelijk zijn met traditionele spuitgietprocessen.
Bij spuitgieten met getrokken kern wordt een interne doorn, of kern, gebruikt om de vorm van het gewenste onderdeel te maken. De kern wordt dan omgeven door gesmolten kunststof, die uithardt om het afgewerkte onderdeel te vormen.
Kerntrekspuitgieten kan worden gebruikt voor een groot aantal materialen, waaronder metalen, glas en composieten.
This flexibility makes core injection molding ideal for applications where traditional manufacturing methods are not possible or practical.
Kernspuitgieten is ook in staat om onderdelen met extreem kleine toleranties te maken, waardoor het de beste keuze is voor precisietoepassingen.
Voordelen van het kernspuitgietproces voor onderdelen en producten
Kernspuitgieten is een vorm van spuitgieten waarbij een kern wordt gebruikt om een holte in een matrijs te maken.
Het voordeel van kernspuitgieten is dat je er complexe vormen mee kunt maken, inclusief vormen die niet mogelijk zijn met andere soorten spuitgieten.
Met kernspuitgieten kunnen ook dunnere wanden en nauwere toleranties worden gemaakt dan met andere soorten spuitgieten.
In addition, core injection molding is less costly than other types of injection molding.
Kernspuitgieten is een veelzijdig en rendabel productieproces dat moet worden overwogen voor elke toepassing die complexe vormen of strenge toleranties vereist.
Kernspuitgieten is een vorm van kunststof spuitgieten waarbij kunststof in een metalen kern wordt gespoten.
Vergeleken met andere vormen van kunststof spuitgieten heeft Core injection molding veel voordelen, zoals:
1. Kernspuitgieten is sneller en efficiënter dan andere vormen van kunststof spuitgieten.
2. Kernspuitgieten produceert nauwkeurigere onderdelen met een hogere oppervlaktekwaliteit.
3. Kernspuitgieten is minder duur dan andere soorten kunststof spuitgieten.
4. Kernspuitgieten is een ideale oplossing voor veel toepassingen waarbij snelheid, nauwkeurigheid en kosten belangrijke factoren zijn.
Enkele veelvoorkomende toepassingen voor onderdelen en producten die gemaakt zijn door middel van kernspuitgieten
Kernspuitgieten is een type spuitgietcyclus waarmee onderdelen met complexe geometrieën gemaakt kunnen worden.
Bij het kerntrekken wordt een bewegende plaat gebruikt die helpt om het gesmolten plastic vorm te geven terwijl het in de mal wordt geïnjecteerd.
Dit type spuitgieten wordt meestal gebruikt om producten met complexe ontwerpen te maken, zoals medische apparaten of elektronische onderdelen.
Core pulling injection molding can also be used to make thin-walled parts that would be difficult to produce using other methods.
Daardoor biedt dit type spuitgieten een veelzijdige oplossing voor veel productietoepassingen.

Spuitgegoten kerntrekstructuren
Een spanmechanisme met vaste steek, zoals een kunststof haak, wordt meestal gebruikt in matrijzen voor het extraheren van holle ruimten of voor secundair ontvouwen.
Omdat deze mechanismen aan beide zijden van de mal zijn ontworpen, moeten hun acties gesynchroniseerd zijn, d.w.z. de mal wordt gesloten terwijl de gesp wordt vastgemaakt en de mal wordt geopend naar een bepaalde positie terwijl de haak wordt getrokken.
Once the synchronization is lost, it will cause damage to the template of the injection mold by scratching or skewing, and the parts of these mold design structures require high stiffness and wear resistance, and the adjustment is also very difficult.
Kern extractie actie is relatief klein in het geval van de lente-ondersteunde ejector methode, kern extractie actie groot is, moet u de dynamische mal achterwaartse kern glijden te gebruiken.
Eerst de kern extractie actie te voltooien, en dan de structuur van de mal, in grote mallen kunnen hydraulische cilinder kern extractie te gebruiken.
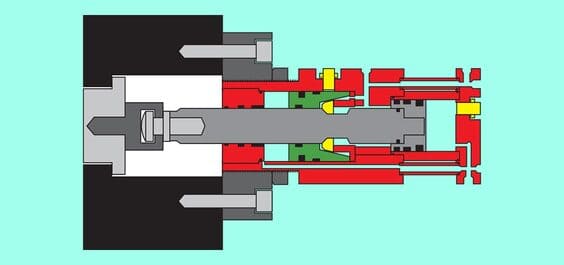
Schuine schuifpen type kern extractie mechanisme schade. Dit mechanisme is vaker de fout niet op zijn plaats op de verwerking en te klein met het materiaal, voornamelijk de volgende twee problemen.
The advantage of a large inclination angle A of the slanted pin is that it can produce a large core extraction distance in a short injection mold opening stroke.
Als de hellingshoek A echter te groot is wanneer de extractiekracht F een bepaalde waarde heeft, zal de buigkracht P=F/COSA tijdens het extraheren van de kern groter zijn en zal de pen gemakkelijk vervormen en het gat verslijten.
Tegelijkertijd is de schuine pen op de schuifregelaar om opwaartse stuwkracht N = FTGA te produceren ook groter, deze kracht maakt de schuifregelaar op de injectiedruk van het oppervlak van de geleidegroef, waardoor de schuifregelaar glijdende wrijvingsweerstand toeneemt.
Het is gemakkelijk om het glijden te veroorzaken is niet glad, slijtage van de geleidegroef. Uit ervaring blijkt dat de hellingshoek A niet groter dan 2 mag zijn.
Sommige mallen zijn beperkt door de oppervlakte van de mal, de lengte van de geleidingsgleuf is te klein en de schuif in de kernactie is voltooid om de buitenkant van de geleidingsgleuf te onthullen,
zodat de kern na de fase en de eerste fase van de mal reset zijn gemakkelijk om de schuif kantelen veroorzaken, vooral in de mal, de schuif reset is niet glad, dus de schuif schade, en zelfs buigschade.
De ervaring leert dat de lengte van de glijder in de glijgroef niet minder mag zijn dan 2/3 van de volledige lengte van de geleidingsgroef na voltooiing van de kernextractie.

Conclusie
Kernextractie spuitgieten is een veelzijdige technologie die kan worden gebruikt om een grote verscheidenheid aan onderdelen te maken en is de beste keuze voor toepassingen die een hoge nauwkeurigheid en snelheid vereisen.
Als je een betrouwbare, nauwkeurige en snelle manier nodig hebt om onderdelen te produceren, dan is core spuitgieten is de oplossing waar je naar op zoek was.
Als je een kernproject met betrekking tot spuitgietmateriaal moet doen, vraag dan de hulp van onze ZetarMold team, dat al uitgebreide ervaring heeft in de belangrijkste spuitgietprocessen voor spuitgietmatrijzen en de productie van spuitgegoten producten.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





