 コンテンツへスキップ
コンテンツへスキップ 

射出成形金型傾斜ピンの大きな傾斜角度Aの利点は、短い射出成形金型開閉ストロークで大きなコア抜き距離を生み出せることです。
射出成形の最も一般的なタイプは、コア抜き射出成形として知られている。
この記事では、コア撤退の概要について説明する。 射出成形 の仕組みとその利点の一部をご紹介します。射出成形関連の記事では、この製造工程の特定の側面をより詳しく掘り下げていきますので、ご期待ください。
コア抜き射出成形とは何か、また、コア抜き射出成形の利点は何か。 従来の射出成形技術?
コア抜き射出成形は、金型にキャビティを形成するためにコアを使用する射出成形技術である。
Core injection molding has several advantages over traditional injection molding techniques, including the ability to create complex shapes, the ability to produce a large number of parts, and the ability to use a variety of materials.
また、コア射出成形は従来の射出成形よりも精密で、より小さく正確な部品を作ることができる。
In addition, core injection molding is faster than traditional injection molding and can be used to produce parts in a shorter time frame.
コア射出成形は、さまざまな部品の製造に使用できる汎用性の高い技術であり、精度とスピードが求められる用途に最適です。
そのプロセスはどのようなもので、どのようなステップを踏むのですか?
コア抜き射出成形は、中空のプラスチック部品を作るために使用される製造プロセスです。一般的には、チューブや容器など、深さと幅の比率が大きい部品に使用されます。
芯抜き工程は、加熱されたプラスチック材料(通常は熱可塑性または熱硬化性)を金型キャビティに注入することから始まる。プラスチックはキャビティの形状に固化する。プラスチック部品が固化した後、金型が開き、部品が排出される。
金型キャビティは、プラスチック材料が金属コアの周囲を流れるように構成され、完成部品の内壁を形成する。
プラスチック材料が冷えて固まると、金属コアに接着される。その後、金属コアは金型キャビティから引き抜かれ、中空部品が残る。
Core pulling injection molding offers several advantages over traditional injection molding, including higher productivity and lower labor costs.
さらに、他の方法では製造が困難な複雑な形状の部品の製造にも使用できる。
コア射出成形は、医療、自動車、家庭用電化製品業界で多くの用途がある基本的な製造工程である。

コア成形の工程は以下の通りである。
→ 低融点金属からの中子鋳造
→ 射出成形用の金型に入れる
→ コアのある部分を取り除く
→ コアの熱溶解
→ 部品の洗浄
→ 完成品
At present, the core extraction injection molding technology has accumulated only partial experience in PA66.
予備的な実験研究によると、PA6、PBT、PET、PPOなどが抜き出し可能なコア射出成形に適している。
Sn-BiやSn-Pbのような低融点合金は、しばしば中子抽出材料として使用される。溶融コアは一般に油と誘導コイルで加熱される。

コア抜き射出成形の利点
1.複雑な形状、中空、機械加工に適さない複合材料の製造に特に適している。
2.中空プラスチック部品は、正確な内寸と滑らかな表面を持つ。これは通常の方法では達成できない。
3. Compared with blow molding and gas-assisted injection molding, although additional equipment for casting fusible cores and melting cores is required, the existing injection molding machines can be fully utilized, and the freedom of molding is greater.
射出成形機を使えば、たった1日で何千ものプラスチック部品を生産することができ、しかもそれらはすべて同じような品質になる。
コア射出成形工程に関する注意事項
1.プラスチック部品を射出する際、芯が溶けてはならない。
2.コアとして使用される金属融液と融液の媒体は、プラスチックを腐食させない。
3.溶融炉心の温度では、部品は変形しない。
コア射出成形の工程はどのように行われ、どのような設備が必要ですか?
コア抜き射出成形は、プラスチック射出成形の特殊なタイプで、中空のプラスチック成形品を作るのに使われる。
その工程は、希望する形状を作り出すように設計された金属型から始まる。
金型に熱可塑性樹脂を充填し、その中心部に少量の水を注入する。
これにより、樹脂の中心に空洞ができ、これが完成品の中空コアとなる。
その後、金型は冷却され、対象物は金型から排出される。
Core extraction injection molding requires special equipment that is capable of injecting water into the center of the molten resin without damaging the mold. This type of equipment is usually found only in large-scale production facilities.
コア抜き射出成形は、熱可塑性樹脂から中空物体を作る効果的な方法で、玩具から医療機器までさまざまな物体を作ることができる。

コア射出成形プロジェクトのコストに影響を与える要因は何ですか?
Core injection molding is a special form of plastic injection molding used to make hollow parts with internal cavities.
コア射出成形のプロジェクトは複雑でコストがかかることがあるため、作業を開始する前にコストに影響するすべての要因を考慮することが重要です。
パーツのサイズ、形状、複雑さはすべて、その製造コストに影響します。さらに、金型の空洞の数や使用する材料も価格に影響します。
これらの要素をすべて考慮することで、コア射出成形プロジェクトが予算内に収まるようにすることができます。
コア射出成形工程ではどのような材料を使用できますか?
コア抜き射出成形は、従来の射出成形では不可能な複雑な形状を作り出すことができる特殊な射出成形である。
コア・ドロー射出成形は、内部のマンドレル(コア)を利用して目的の部品の形状を形成する。その後、コアは溶融プラスチックで囲まれ、硬化して完成部品が形成される。
コア抜き射出成形は、金属、ガラス、複合材など、さまざまな材料に使用できます。
This flexibility makes core injection molding ideal for applications where traditional manufacturing methods are not possible or practical.
コア射出成形はまた、非常に厳しい公差の部品を製造することができるため、精密な用途に最適です。
コア射出成形プロセスを部品や製品に使用する利点
コア射出成形は射出成形の一種で、金型にキャビティを作るためにコアを使用する。
コア射出成形の利点は、他の射出成形では不可能な特徴を含む複雑な形状を作り出すことができることである。
コア射出成形はまた、他の射出成形よりも薄肉でより厳しい公差を作り出すことができる。
In addition, core injection molding is less costly than other types of injection molding.
コア射出成形は、複雑な形状や厳しい公差を必要とするあらゆる用途に検討されるべき、多用途で費用対効果の高い製造プロセスです。
コア射出成形はプラスチック成形の一種で、金属製のコアにプラスチックを射出する。
他のプラスチック成形に比べて、コア射出成形には以下のような多くの利点がある:
1.コア射出成形は、他のタイプのプラスチック成形よりも高速で効率的です。
2.コア射出成形は、より高品質の表面仕上げで、より正確な部品を生産する。
3.コア射出成形は、他の種類のプラスチック成形よりも安価である。
4.コア射出成形は、スピード、精度、コストが重要な要素となる多くの用途にとって理想的なソリューションです。
このコア射出成形で作られる部品や製品の一般的な用途には次のようなものがある。
コア射出成形は、複雑な形状の部品の製造を容易にする射出成形サイクルの一種である。
コア抜きは、金型に注入される溶融プラスチックの形状を整えるのに役立つ可動プレートを使用する。
この種の成形は通常、医療機器や電子部品など、複雑なデザインの製品を作るのに使われる。
Core pulling injection molding can also be used to make thin-walled parts that would be difficult to produce using other methods.
その結果、このタイプの成形は、多くの製造用途に汎用性の高いソリューションを提供する。

射出成形コア引き抜き構造
キャビティコアの抜き取りや二次脱型用の金型には、一般的にプラスチックフックのような定ピッチのテンション機構が使用される。
これらの機構は金型の両側に設計されているため、その動作は同期していなければならない。つまり、クラスプが取り付けられている間は金型が閉じられ、フックが引っ張られている間は金型が一定の位置まで開かれる。
Once the synchronization is lost, it will cause damage to the template of the injection mold by scratching or skewing, and the parts of these mold design structures require high stiffness and wear resistance, and the adjustment is also very difficult.
スプリングアシストエジェクター方式の場合、コア抜き動作が比較的小さく、コア抜き動作が大きいため、動的金型の後方コアスライドを使用する必要があります。
まず、コアの抽出動作を完了し、その後、金型の構造は、大規模な金型では、油圧シリンダのコアの抽出を使用することができます。
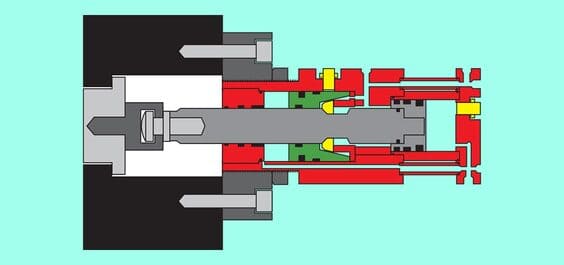
傾斜ピンスライダー式コア抜き機構の破損。この機構は、主に次の2つの問題で、処理上の場所と材料と小さすぎる障害がより頻繁にあります。
The advantage of a large inclination angle A of the slanted pin is that it can produce a large core extraction distance in a short injection mold opening stroke.
しかし、抜去力Fがある値のときに傾斜角度Aが大きすぎると、コア抜去の過程で曲げ力P=F/COSAが大きくなり、ピンが変形しやすくなり、穴が摩耗する。
同時に、スライダーの斜めピンも上向きの推力N = FTGAを生成するために大きく、この力は、ガイド溝ガイド面射出圧力増加、したがって、スライダーの摺動摩擦抵抗を増加させるスライダーになります。
スライドがスムーズでなく、ガイド溝の摩耗を引き起こしやすい。経験によると、傾斜角度Aは2以上であってはならない。
金型によってはテンプレートの面積が制限されたり、ガイド溝の長さが小さすぎたり、コアアクションのスライダーがガイド溝の外側を見せるように完成してしまったりする、
ステージと金型リセットの初期段階の後にコアがスライダーの傾きを引き起こしやすいように、特に金型では、スライダーのリセットがスムーズではありません、したがって、スライダーの損傷、さらには曲げ損傷。
経験によれば、スライド溝内のスライダーの長さは、コア抜き動作完了後のガイド溝の全長の2/3以下であってはならない。

結論
コア抽出射出成形は、さまざまな部品の製造に使用できる汎用性の高い技術であり、高い精度と速度を必要とする用途に最適です。
信頼性が高く、正確で、迅速な部品製造方法が必要な場合、コアは、そのようなニーズにお応えします。 射出成形 は、あなたが探していたソリューションです。
コア射出成形材料に関連するプロジェクトがある場合は、私たちの助けを求めてください。 ゼターモールド のチームは、射出成形金型と射出成形品製造の中核となる射出成形工程ですでに豊富な経験を積んでいる。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







