 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

플라스틱은 4대 공학 재료(철강, 목재, 시멘트, 플라스틱) 중 하나로 고분자 합성수지를 주성분으로 하며 산업, 농업, 국방 및 기타 산업에서 널리 사용됩니다.
그러나 플라스틱은 다른 소재에 비해 몇 가지 고유한 특성을 가지고 있으며, 이러한 특성으로 인해 사용 용도, 가공 방법, 생산 공정 등이 결정됩니다.
This blog mainly shares the key points of the structural design of plastic injection molded parts from several elements: wall thickness, mold pulling angle, reinforcement, hole, strut, snap, interference connection, tolerance, etc.

벽 두께
플라스틱 부품의 벽 두께를 합리적으로 결정하는 것은 매우 중요하며, 보강재 및 둥근 모서리와 같은 다른 모양과 크기가 벽 두께에 대한 참조로 사용됩니다.
플라스틱 제품의 벽 두께는 주로 플라스틱 요구 사항, 즉 다른 부품의 지지대, 플라스틱 재료 특성, 무게, 전기적 특성, 치수 정확도 및 안정성, 조립 및 기타 요구 사항의 선택 여부에 따라 제품이 외력을 견뎌야 하는지에 따라 결정됩니다.
일반적인 열가소성 플라스틱 벽 두께는 1~6mm 범위로 설계됩니다. 가장 일반적으로 사용되는 두께는 2 ~ 3mm이며, 대형 부품은 6mm 이상도 사용할 수 있습니다.
A. 고르지 않은 벽 두께
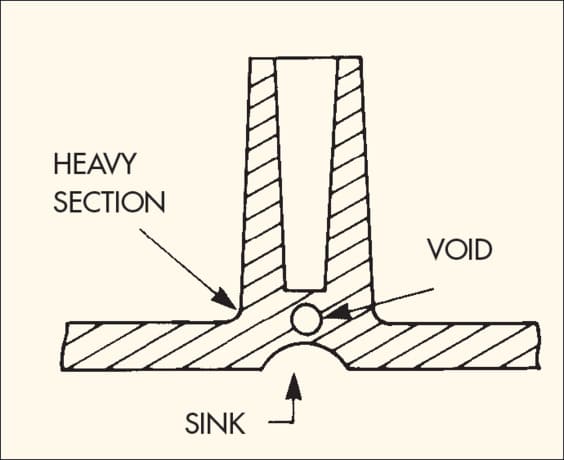
균일한 벽 두께는 플라스틱 부품 설계의 주요 원칙입니다. 공칭 벽 두께가 균일하지 않으면 플라스틱 용융 충전 속도와 냉각 수축이 균일하지 않아 함몰, 진공 기포, 휨, 심지어 균열이 발생하거나 수축 자국, 열 응력, 휨 부분 왜곡, 다른 색상 또는 다른 투명도를 유발할 수 있습니다.
벽 두께가 얇으면 사용 및 조립 시 제품의 강도와 강성이 떨어집니다. 경제적 관점에서 볼 때 너무 두꺼운 제품은 재료비를 증가시킬 뿐만 아니라 생산 주기를 연장시킵니다. 두꺼운 접착제 영역은 다음 얇은 접착제 영역보다 느리게 냉각되어 수축 자국이 생깁니다.
B. 벽 두께 전환
대부분의 두꺼운 접착제는 보강재로 설계하여 전체 벽 두께를 변경할 수 있습니다. 재료 및 생산 비용을 절약할 수 있을 뿐만 아니라 벽에 거의 비례하는 냉각 시간도 절약할 수 있습니다.
또한 벽 두께의 설계는 흐름, 즉 용융물이 게이트에서 캐비티의 각 부분까지 이동하는 거리도 고려합니다.
유량 대 벽 두께의 비율이 너무 크면 게이트에서 멀리 떨어진 곳은 재료가 부족하여 종종 가득 차 있지 않다고합니다. 따라서 필요한 경우 벽 두께를 늘려야 합니다.

C. 날카로운 모서리
날카로운 모서리는 일반적으로 부품 결함 및 응력 집중을 초래합니다. 날카로운 모서리는 도금 및 도장과 같은 후처리 공정 후에 원치 않는 재료가 쌓이는 원인이 되기도 합니다.
응력이 집중된 부분은 하중이나 충격이 가해지면 파손될 수 있으므로 설계 시 날카로운 모서리는 피해야 합니다.
금형 이형 방향 및 금형 당김 기울기
Each injection molded product should first determine its mold opening direction and parting line at the beginning of design to ensure that the core extraction mechanism is reduced as much as possible and to eliminate the impact of the parting line on appearance.
금형 개방 방향이 결정된 후 제품의 보강 바, 클립, 범프 및 기타 구조는 가능한 한 금형 개방 방향과 일치하도록 설계하여 코어 추출을 방지하고 파팅 라인을 줄이며 금형 수명을 연장해야합니다. 금형 개방 방향이 결정된 후 적절한 파팅 라인을 선택하여 외관과 성능을 개선할 수 있습니다.
사출 부품이 성형 금형 이동에서 해제되면 해제력 및 개방력이 극복됩니다. 금형 개방은 금형 캐비티에서 성형 부품 형상이 방출되는 것을 말합니다. 성형 부품은 냉각 과정에서 수축하고 구멍 벽 부품은 코어에 클램핑 력을 가합니다.
Friction between the molded part and the core during mold opening, vacuum adsorption on the bottom of the hole seal during mold opening, and many reasons why the release force is much larger than the injection mold opening force.
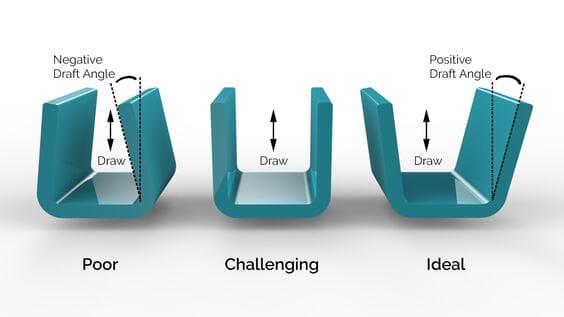
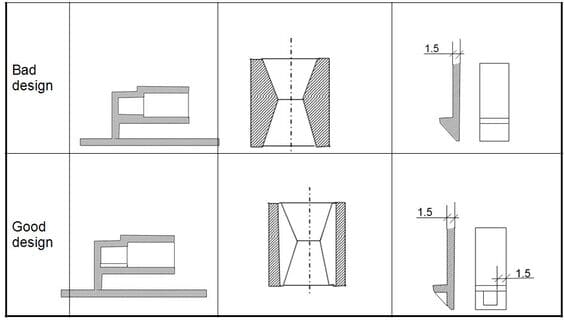
과도한 이형력은 부품의 변형, 백화, 주름 및 표면 마모를 유발할 수 있습니다. 몰드 이형의 경사는 이형력의 크기를 결정하는 주요 요인입니다.
제품 벽 두께를 균일하게 만들고 금형을 개봉한 후 제품이 더 뜨거운 오목한 금형에 부착되는 것을 방지하려면 오목한 금형과 볼록한 금형 모두에서 이형 각도가 동일해야 합니다.
단, 특수한 경우 제품을 개봉 후 오목 다이에 부착해야 하는 경우 인접한 오목 다이의 출구 각도를 적절히 줄이거나 오목 다이에 적절한 양의 백래시를 의도적으로 추가할 수 있습니다.
다이 당김 각도의 명확한 크기는 없지만 일반적으로 경험적 값에 따라 결정됩니다. 일반적으로 고광택 외벽은 1/8° 또는 1/4°의 출구 각도를 사용할 수 있지만, 깊거나 직조된 패턴이 있는 제품은 출구 각도가 그에 상응하는 만큼 증가해야 합니다.
또한 이형 경사를 고려할 때 원칙적으로 경사가 클수록 이형에 더 좋지만 플라스틱 부품의 치수 정확도를 보장하기 위해주의를 기울여야하며 이형 경사로 인한 크기 오류는 치수 정확도 범위 내에서 제어되어야합니다. 플라스틱 부품의 수축과 복잡한 모양은 더 큰 이형 각도를 고려해야 합니다.

보강
플라스틱 부품의 강도는 벽 두께에 따라 완전히 증가하지 않습니다. 반대로 수축 및 내부 응력으로 인한 벽 두께의 증가로 인해 강도가 감소합니다. 플라스틱 부품의 강도는 주 벽이 더 얇은 스타일 조합 구조의 강성에 따라 해당 부품에 보강재를 설치하여 단면 관성 모멘트를 향상시킵니다.
그러나 보강재를 추가하면 보강재와 주벽 사이의 연결이 확실히 두꺼워지며이 두께는 일반적으로 내부 절단의 최대 원, 즉 힘줄의 두께와 모서리 뿌리의 반경에 따라 달라집니다.

보강 수축 부품
보강재의 두께는 최소화해야 하지만 이 또한 제한적입니다. 힘줄의 두께가 너무 얇으면 강성을 높이기 위해 힘줄의 높이를 높여야 합니다.
힘줄을 눌렀을 때 힘줄이 너무 얇고 힘줄이 쉽게 변형되고 성형시 재료를 채우기가 쉽지 않으며 끈적 끈적한 곰팡이 및 기타 문제가 있습니다. 물론 힘줄의 하단 모서리 반경이 너무 작을 수 없으며 그렇지 않으면 응력 집중을 줄이는 데 역할을하지 않습니다.
일반적으로 바 루트의 모서리 반경은 바 두께의 40% 이상이어야 하며, 바 두께는 기본 재료의 적절한 벽 두께의 50%에서 75% 사이여야 하며, 높은 비율은 재료 흐름의 작은 수축으로 제한됩니다.
바의 높이는 기본 재료 두께의 5배 미만이어야 합니다. 바는 이형 각도가 있어야 하며 이형 방향 또는 이동식 몰드 어셈블리 방향으로 배치해야 합니다. 바 사이의 간격은 기본 재료 두께의 두 배 이상이어야 합니다.
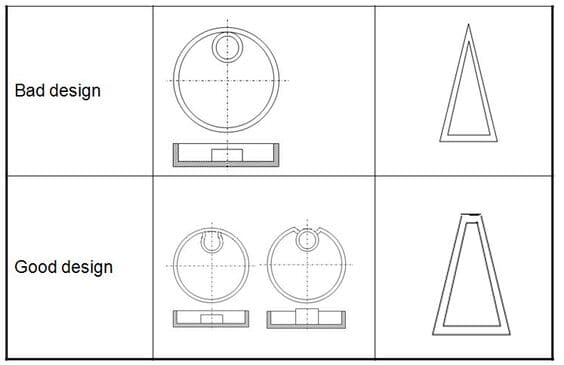
또한 일반적으로 부품이 모든 방향에서 동일하게 강성을 갖기를 원하며, 이 결과를 얻는 가장 쉬운 방법은 부품에 가로 및 세로 방향의 막대를 추가하고 수직으로 교차하도록 하는 것입니다.
그러나 교차점에서 벽 두께가 증가하여 수축 가능성이 높아지는 문제도 있습니다. 일반적으로 이 경우 교차점에 원형 구멍을 추가하여 벽 두께를 균일하게 만들 수 있습니다.
구멍
구멍의 플라스틱 부품에서 구멍과 다른 부품을 결합하거나 제품 기능의 조합을 높이는 것이 일반적인 방법이며, 구멍의 크기와 위치는 제품의 강도에 영향을 미치거나 생산의 복잡성을 증가시키지 않도록 노력해야하며, 다음은 구멍을 설계 할 때 고려해야 할 몇 가지 요소입니다.
1. 연결된 구멍 사이의 거리 또는 구멍과 인접한 제품의 직선 모서리 사이의 거리는 구멍의 직경보다 작아서는 안되며, 특히 가장자리의 값은 가능한 한 커야하며 그렇지 않으면 천공 위치가 파손되기 쉽습니다.
구멍에 나사가 부착된 경우 나사 구멍과 제품 가장자리 사이의 거리는 일반적으로 구멍 지름의 3배 이상입니다.
2. 구멍의 유형은 일반적으로 스루 홀, 블라인드 홀 및 그레이딩 홀입니다. 조립의 관점에서 볼 때 스루 홀은 블라인드 홀보다 더 많이 사용되며 블라인드 홀보다 생산하기 쉽습니다.
금형 설계 관점에서 볼 때 관통 구멍의 설계는 이동 금형과 고정 금형에 고정 된 두 코어의 조합으로 형성되거나 이동 금형 또는 고정 금형에 고정 된 하나의 코어로만 형성 될 수있는 구조가 더 편리합니다.
전자는 유체 플라스틱의 작용으로 두 개의 캔틸레버 빔을 형성하지만 포스 암이 짧고 변형이 크지 않습니다. 후자는 움직이는 몰드와 고정 몰드가 모두 있는 랩 조인트가 있으며 일반적으로 변형이 거의 없는 단순한 지지 빔을 형성합니다.
두 개의 코어를 사용하는 경우 두 개의 코어의 직경이 약간 달라야 두 측면 페그의 축이 약간 어긋나 제품이 휘어지지 않으며 조인트의 양쪽 끝을 평평하게 연마해야 합니다.
블라인드 홀 코어는 완전히 캔틸레버 빔으로, 유동성 플라스틱의 충격에 의해 쉽게 구부러지며 형성된 구멍은 모양의 구멍이 됩니다. 블라인드 홀의 직경이 1.5mm 이하인 경우 블라인드 홀의 깊이가 직경 크기보다 크지 않아야 합니다. 그리고 막힌 구멍의 바닥 벽 두께는 구멍 직경의 6분의 1 이상이어야 하며, 그렇지 않으면 수축이 발생합니다.
3. 측면 구멍은 종종 측면 코어 방식으로 형성되어 금형 비용이 증가하고 측면 코어가 너무 길면 파손되기 쉬우므로 금형 유지 관리 비용이 증가합니다.

기둥
기둥은 고무의 균일한 벽 두께에서 돌출되어 제품을 조립하고 물체를 분리하며 다른 부품을 지지하는 데 사용됩니다. 속이 빈 기둥은 부품을 끼우거나 나사를 조이는 데 사용할 수 있습니다.
이러한 용도는 부러지지 않고 압력을 지탱할 수 있는 충분한 강도를 가져야 합니다. 기둥은 일반적으로 성형하기 쉽고 기계적 특성이 좋기 때문에 원통형으로 만들어집니다.
일반적으로 기둥은 별도의 원통으로 설계하지 않고 외벽과 연결하거나 가급적 보강재를 사용하여 기둥을 강화하고 접착제의 흐름을 원활하게 해야 하며, 외벽과의 연결은 수축을 방지하기 위해 얇은 벽으로 연결해야 합니다.

기둥의 벽 두께는 기본 재료 두께의 0.5 ~ 0.75 사이여야 하며, 기둥의 상단 구멍은 나사 가이드를 쉽게 설치할 수 있도록 모따기해야 합니다.
기둥의 상단 구멍을 모따기하여 나사 가이드를 쉽게 설치할 수 있도록 해야 합니다. 기둥에는 금형을 당기는 경사가 있어야 합니다. 이러한 점은 철근의 설계 요구 사항과 유사하므로 기둥은 철근의 변형이라고도 할 수 있습니다.
Snap
스냅 조립은 버클 위치의 양면 조합이 서로 스냅 할 수있는 한 나사와 같은 다른 잠금 액세서리없이 조립, 성형, 조립시 완제품 생산에서 스냅 부품의 조합이 편리하기 때문에 조립, 비용 절감, 녹색 연결입니다.
스냅의 원리는 장애물을 통과할 때 탄성 변형을 촉진하는 과정에서 투영의 일부를 장애물의 다른 부분을 통해 촉진하여 둘의 원래 상태를 함께 복원하는 것입니다.
간섭 연결
구멍과 샤프트는 토크 및 기타 기능을 전달하기 위해 간섭 맞춤으로 연결되며 간섭 연결이 더 편리하고 간단합니다. 설계 프로세스의 주요 고려 사항은 간섭의 양이며, 간섭의 양이 너무 적 으면 연결이 안정적이지 않고 간섭이 너무 크면 조립이 어렵지만 파손되기 쉽습니다.
설계 과정에서 온도가 간섭의 크기에 직접적인 영향을 미치기 때문에 구멍과 샤프트의 공차 및 작동 온도를 고려해야 합니다.
대부분의 경우 샤프트는 일반적으로 금속 샤프트이며, 연결의 안정성을 보장하기 위해 일반적으로 설계 시 결합 샤프트에 널링 홈을 추가합니다. 일반적인 간섭의 양은 다음 공식으로 계산할 수 있습니다.
Y=Sd((K+v 슬리브)/E 슬리브)/K
여기서 S는 설계 응력, v는 푸아송 비율, E는 탄성 계수, K는 기하학적 계수이며, K는 다음 공식으로 계산할 수 있습니다.
K = (1+(d/D)2)/(1 - (d/D)2)
결합력은 다음 공식으로 계산할 수 있습니다: W = Sdlπμ/K
μ는 마찰 계수이고 l은 결합 길이입니다.
또한 플라스틱 부품 간의 연결 방법은 핫 리벳팅, 용접, 초음파 용접 등이 있습니다.
허용 오차의 영향
대부분의 플라스틱 제품은 치수 공차로 높은 정밀도를 달성할 수 있지만, 일부 수축이 심하고 부드러운 소재는 제어하기가 더 어렵습니다.
따라서 제품 설계 프로세스에서는 제품 환경, 플라스틱 소재, 제품 모양 등을 고려하여 공차를 엄격하게 설정해야 합니다.
고객의 요구 사항이 점점 더 높아지고 있기 때문에 기존의 핏 개념은 서서히 수정되어야 합니다. 핏, 정확성, 심미성을 동시에 만족시키는 제품을 만들어야 합니다.
허용 오차가 높을수록 제품의 품질이 높아지지만 요구 사항을 충족하는 데 더 많은 비용과 시간이 소요됩니다. 사출 성형 프로세스는 일반적으로 세 가지 품질 수준으로 나뉩니다. 사출 성형, medium precision molding, and precision injection molding.
General-purpose injection molding process requires a low level of quality control and is characterized by low return rates and fast production cycles. Medium-precision injection molding can be more expensive because it requires higher demands on the mold and production manufacturing process, requiring frequent quality checks.
The third type, precision thin wall injection molding cycle, requires precise molds, optimal production conditions, and 100% continuous production monitoring. This affects the production cycle time and increases the unit production cost and quality control cost.
물론 제품 품질 측면에서는 정확도가 높을수록 좋지만, 경제적 생산 비용 측면에서는 낮을수록 저렴합니다. 이때 디자이너는 둘 중 하나를 선택해야 합니다.
일반적으로 성능 및 외관 요구 사항을 충족하기 위해 중요하지 않은 크기 허용 오차의 적절한 완화를 전제로 요구 사항을 충족합니다.

소재 선택
일반적으로 나쁜 소재는 없으며 특정 영역에 잘못된 소재가 사용될 뿐입니다. 따라서 설계자는 사용 가능한 다양한 재료의 성능을 철저히 이해하고 이러한 재료를 신중하게 테스트하여 다양한 요소로 성형 및 가공된 제품의 성능에 미치는 영향을 연구해야 합니다.
The most commonly used in plastic injection molding manufacturing material is thermoplastic. It can be further divided into amorphous and semi-crystalline plastics. These two types of materials differ significantly in their molecular structure and properties affected by crystallization.
일반적으로 반결정성 열가소성 플라스틱은 기계적으로 강한 부품에 주로 사용되며, 비정질 열가소성 플라스틱은 쉽게 휘어지지 않기 때문에 하우징에 많이 사용됩니다.
열가소성 플라스틱은 비강화, 유리 섬유 강화, 광물 및 유리질 충진 종류로 제공됩니다.
유리 섬유는 주로 강도, 강성 및 적용 온도를 높이기 위해 사용되며, 미네랄과 유리 섬유는 보강 효과가 낮고 뒤틀림을 줄이기 위해 주로 사용됩니다. 보강재 추가에 따른 플라스틱 물성의 정확한 변화량은 재료 공급업체에 문의하거나 실험을 통해 확인해야 합니다.
일부 열가소성 소재, 특히 PA6와 PA66은 흡습성이 높습니다. 이는 기계적 특성과 치수 안정성에 상당한 영향을 미칠 수 있습니다.
일부 요구 사항은 처리 고려 사항 및 조립과 관련이 있습니다. 또한 한 부품에 여러 가지 기능이 집중되어 있어 고가의 조립 비용을 절감할 수 있는지도 조사하는 것이 중요합니다.
이 가이드 라인은 생산 비용을 계산하는 데 매우 유용합니다. 가격 계산에서 원자재 가격뿐만 아니라 고성능(강성, 인성)을 가진 재료는 벽 두께가 얇아져 생산 주기가 짧아질 수 있다는 점도 고려해야 한다는 것을 알 수 있습니다. 따라서 모든 기준을 나열하고 체계적으로 평가하는 것이 중요합니다.
둥근 모서리
날카로운 모서리는 일반적으로 결함과 응력이 집중된 부품으로 이어지며, 하중이나 충격을 받으면 응력이 집중되어 부품이 파손될 수 있습니다.
더 큰 둥근 모서리는 이러한 단점을 해결하여 응력 집중 계수를 줄일 뿐만 아니라 완제품이 금형에서 방출될 때 플라스틱의 흐름을 더 부드럽고 쉽게 만듭니다. 안쪽 모서리가 둥글고 바깥쪽 모서리가 날카로운 경우 모서리가 여전히 나머지 모서리보다 두껍고 수축이 계속 발생합니다.
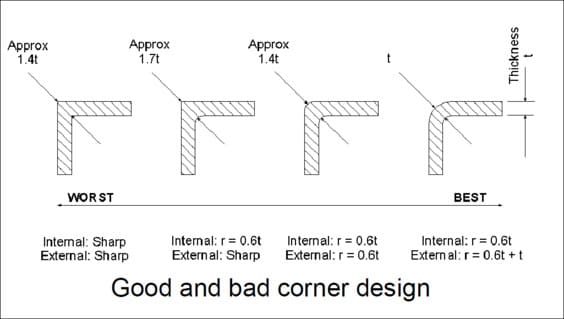
안쪽 모서리와 바깥쪽 모서리를 모두 둥글게 하여 벽 두께를 균일하게 만들 수 있으며, 이 경우 바깥쪽 모서리는 안쪽 모서리와 기본 벽 두께의 합이 됩니다.
코너 비트의 설계 지침은 돌출 빔형 체결 비트에도 적용됩니다. 이 체결 방법은 내장 된 캔틸레버 암을 구부리기 위해 필요하기 때문에 코너 위치의 설계는 코너 아크 위치 R이 너무 작 으면 응력 집중 계수가 너무 커져 구부릴 때 제품이 파손되기 쉽고 아크 위치 R이 너무 크면 수축 선과 속이 비어있는 것으로 나타나기 쉽다는 것을 보여줍니다.
따라서 아크 위치와 벽 두께는 일정한 비율입니다. 일반적으로 0.2에서 0.6 사이가 이상적인 값이며, 0.5 정도가 적당합니다.
결론
이 백서에서는 다음과 같은 설계 포인트를 분석합니다. 사출 성형 부품 벽 두께, 드래프트 각도, 보강재, 구멍, 스트럿, 스냅, 간섭 연결, 공차, 둥근 모서리 등 다양한 측면을 고려합니다.
물론 사출 성형 제품 도 환경, 조건 및 요구 사항에 따라 제한되므로 특정 상황에 맞게 대처할 필요가 있습니다.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







