 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

– 사출 금형 품질은 재료 선택, 금형 설계, 기계 매개변수 및 후처리에 걸친 10개의 상호 의존적 요소의 결과입니다—단일 요소만으로는 지배적이지 않습니다.
– In our factory, material quality and mould steel choice account for roughly 40% of first-shot rejection causes; they must be locked in before any other optimization is meaningful.
– Cooling system design is the single most impactful design decision for reducing warpage and cycle time—uniform cooling within ±2°C across the cavity surface is our standard target.
– Gate location and size affect not only cosmetic appearance but also internal stress distribution, weld line strength, and dimensional accuracy over the life of the tool.
– Preventive maintenance on a documented schedule—every 50,000–100,000 shots—is the most cost-effective way to protect cumulative mould quality investment.
Why Do These 10 Factors Determine Injection Mould Quality?
Injection mould quality is determined by the interaction of ten critical factors: raw material properties, mould steel selection, cooling system design, gate design, runner system, ejection system, parting surface quality, process parameter control, machine condition, and preventive maintenance. In our factory, we evaluate all ten systematically on every new tool before first production run. Addressing only one or two while ignoring the rest consistently results in quality problems that are difficult to diagnose because the root cause is obscured by the interaction of multiple variables.
The ten factors are not equally weighted in every project. For a medical device housing with tight dimensional tolerances, material quality and cooling uniformity dominate. For a high-gloss consumer product, parting surface quality and gate location are most critical. For a high-volume commodity part, machine condition and maintenance schedule drive long-term quality consistency. Understanding which factors matter most for a specific application is the first step in building a quality control plan.
How Does Raw Material Quality Affect Injection Mould Output?
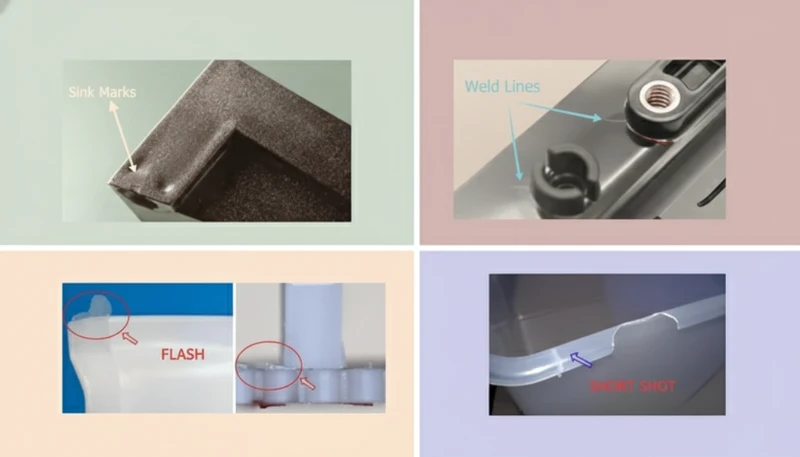
원재료 품질은 사출 성형 품질의 기초 변수입니다—다른 모든 요소는 배럴로 들어가는 재료에 작용합니다. 불량한 원재료 품질은 일관되지 않은 점도, 오염에 의한 변색, 수분 관련 결함(스플레이, 기포) 및 예측 불가능한 수축으로 나타납니다. 우리 시설에서 첫 샷 품질 불량의 25% 이상을 재료 로트 변동 또는 사전 건조 실패로 추적했습니다.

| Material Issue | Defect Caused | Prevention Method |
|---|---|---|
| Insufficient drying (hygroscopic resins) | Splay, bubbles, degraded surface finish | Dry to spec: ABS 80°C/4h, PC 120°C/4h, Nylon 80°C/6h |
| MFI variation between lots | Dimensional shift, fill pressure change | Request MFI certification per lot, adjust process |
| Contamination (foreign material) | Black specks, gate blush, weak weld lines | Dedicated hoppers, purge before production |
| Excessive regrind percentage | Reduced impact strength, color inconsistency | Limit regrind to 15–20% maximum for structural parts |
| Wrong colorant concentration | Color variation, weld line visibility | Calibrate masterbatch ratio at production start |
“재생 플라스틱은 금형 품질에 영향을 주지 않고 어떤 비율로든 사용할 수 있습니다.”False
Each time thermoplastic is processed through the barrel, polymer chains degrade from heat exposure, reducing molecular weight and mechanical properties. Above 20% regrind content, impact strength can drop 15–30% and color consistency deteriorates. Most quality standards limit regrind to 15–20% for structural applications.
“나일론 및 PC와 같은 흡습성 수지를 성형 전 제조업체 사양에 따라 건조하는 것은 스플레이 결함 방지에 필수적입니다.”True
Hygroscopic resins absorb moisture from the air. When processed with residual moisture above 0.02% (PC) or 0.2% (nylon 6), the water flashes to steam in the barrel, creating splay marks on the part surface and hydrolytic degradation that reduces molecular weight and mechanical strength permanently.
How Do Mould Steel and Cavity Surface Quality Influence the Final Part?
Mould steel choice and cavity surface condition directly determine part surface finish, dimensional stability, and how long the tool maintains quality over its production lifetime. We select steel grades based on the application requirements: P20 for general production, H13 for high-temperature resins and abrasive filled materials, and S136 (420 stainless) for corrosive resins and optical surfaces requiring mirror finishes.

캐비티 표면 마감은 SPI 척도(A1부터 D3까지)로 지정됩니다. A1 마감(다이아몬드 폴리싱, Ra ≤ 0.012 µm)은 광학 렌즈에 필요하며, B2 마감(Ra 0.4–0.8 µm)은 일반 소비자 하우징에 표준입니다. 금형 강재는 필요한 SPI 등급으로 폴리싱 가능해야 합니다—모든 강재가 폴리싱 시간과 관계없이 A 등급 마감을 달성하는 것은 아닙니다. 우리는 설계 단계에서 강재와 표면 마감 요구 사항을 함께 지정하는 것이 의도된 외관 요구 사항에 부적합한 강재로 제작된 금형에 대한 비용이 많이 드는 재작업을 방지한다는 것을 발견했습니다.
Why Is Cooling System Design the Most Critical Mould Design Decision?
The cooling system is responsible for extracting approximately 70% of the total heat input in every injection cycle. Its design determines cycle time, part dimensional accuracy, and warpage—three of the most economically significant quality parameters in production moulding. In our factory, we have never seen a cooling design that was over-engineered; we have frequently seen designs that were under-engineered and caused years of quality problems.
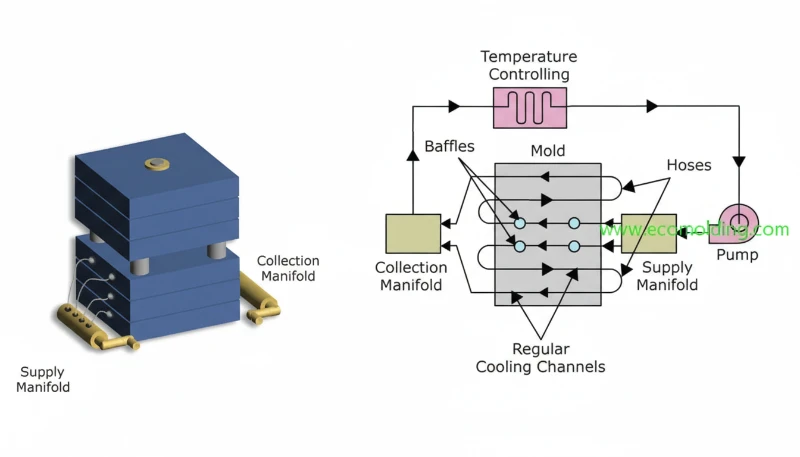
우리의 냉각 채널 설계 규칙: 캐비티 표면에서 10–15 mm 이내에 채널 배치(구조적 무결성이 허용하는 한 가까울수록 좋음), 균일한 열 추출을 위해 채널 간격 25–35 mm 유지, 높은 유량의 8–12 mm 직경 채널을 사용하여 난류 흐름 유지(레이놀즈 수 >4,000), 그리고 항상 캐비티 측과 코어 측에 독립적인 온도 제어 회로 제공. 캐비티 측과 코어 측 간의 온도 차이는 성형 부품에서 예측 가능한 휨 또는 뒤틀림을 유발합니다—이는 사출 매개변수 조정이 아닌 냉각 재조정으로만 수정할 수 있습니다.
How Does Gate Design Affect Injection Mould Quality?
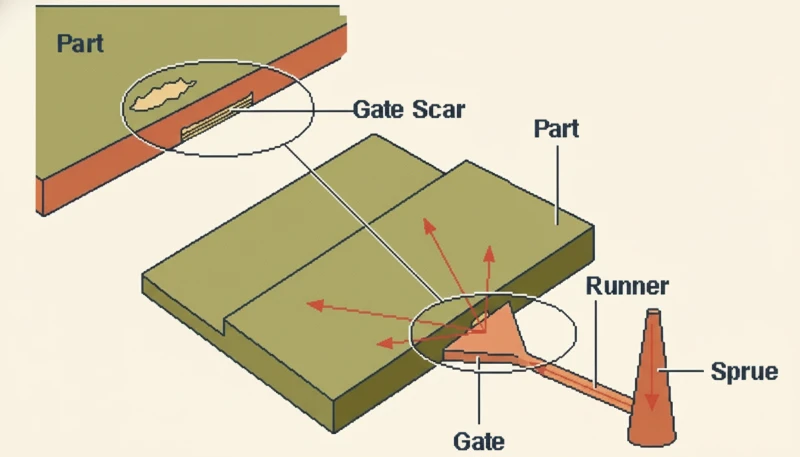
Gate design1 encompasses gate type, gate location, and gate dimensions—three variables that together determine how molten plastic enters the cavity and therefore govern fill pattern, pressure distribution, weld line2 location, residual stress state, and the cosmetic appearance of the gate area. Getting gate design wrong is one of the most expensive tooling errors because fixing it almost always requires modifying or replacing steel.

We follow these gate sizing guidelines: for amorphous resins (ABS, PC, PS), the gate depth should be 50–75% of wall thickness; for semi-crystalline resins (PP, nylon, POM), 60–80% of wall thickness. Undersized gates freeze before adequate pack pressure is applied, causing sink marks, voids, and undersized walls. We always position gates at the thickest wall section to prevent premature freeze-off and to direct flow toward thin sections with maximum pressure.
How Do Runner System and Ejection System Design Impact Part Quality?
The runner system delivers material from the sprue to the gate. A poorly designed runner wastes material, generates excessive pressure drop, and causes fill imbalances in multi-cavity tools. We prefer full-round runners (minimum pressure drop, maximum thermal efficiency) over trapezoidal or half-round profiles on cold runner systems. For high-volume programmes, 핫 러너 시스템3 플라스틱 사출 성형 부품에서 모든 품질 요소를 최적화한 결과를 보여줍니다
The ejection system is responsible for removing the part from the mould without marking, distorting, or cracking it. Ejector pin placement must distribute ejection force across the strongest areas of the part (thick sections, bosses, ribs) and avoid applying concentrated force to thin cosmetic surfaces. We calculate the required ejection area to keep contact stress below 10 MPa for most resins and below 5 MPa for brittle materials like unfilled POM or glass-filled nylons at high ejection speeds.
“파팅 라인에서의 플래시는 주로 과도한 사출 압력으로 인해 발생합니다.”False
While excessive injection pressure can cause flash, the most common cause is an insufficient clamping force relative to the cavity projected area, or worn/damaged parting surfaces that allow plastic to escape. A properly calculated clamping force (typically 2–5 tons per square inch of projected area) prevents flash regardless of injection pressure, as long as parting surfaces are in good condition.
“교대 근무 및 작업자 간 공정 매개변수 안정성은 장기 생산 품질에 있어 금형 품질만큼 중요합니다.”True
A well-built mould produces consistent quality only when process parameters—melt temperature, injection speed, holding pressure, cooling time—remain stable. Shift-to-shift variation without documented process sheets and automated parameter monitoring routinely introduces 5–15% quality variation independent of mould condition.
How Do Machine Condition and Preventive Maintenance Protect Long-Term Mould Quality?
Machine condition and mould maintenance are the two most overlooked quality factors in production moulding operations. In our experience, a well-designed, well-built mould running on a worn machine consistently underperforms a moderate mould running on a well-maintained machine. Machine-side quality factors include: barrel and screw wear (causes inconsistent shot volume and melt temperature), clamp tonnage accuracy (insufficient tonnage allows parting line opening during injection), and tie-bar parallelism (uneven clamping force causes differential cavity pressure).
Our preventive maintenance schedule for precision moulds: every 50,000 shots—clean cooling channels, inspect ejector pin clearances, check parting surface flatness, apply rust inhibitor to all unpainted surfaces; every 250,000 shots—CMM spot-check of critical cavity dimensions, replace worn ejector pins, polish any cavity surface degradation, re-certify cooling channel flow rates. We track all maintenance in a log attached to each mould. Moulds without maintenance logs are treated as unknown-condition tools and require full dimensional certification before production approval.
자주 묻는 질문
What is the most common cause of sink marks in injection moulded parts?
Sink marks most commonly result from inadequate holding pressure or premature gate freeze that prevents material from compensating for volumetric shrinkage during cooling. Secondary causes include wall thickness transitions that are too abrupt (creating differential shrinkage), and cooling channels that are too far from the cavity surface to extract heat efficiently. We resolve most sink mark problems by increasing hold time, adjusting gate size, or redesigning thick-to-thin transitions.
How does vent design affect injection mould quality?
Inadequate venting traps air at the last-fill locations, causing burn marks (diesel effect), short shots, and high local pressure that can crack fragile part geometry. We vent cavities to 0.01–0.02 mm depth at all natural trap locations and add parting-line vents every 25–50 mm on complex parts. Clean, properly sized vents are the lowest-cost quality improvement available—a 2-hour vent cleaning at preventive maintenance intervals prevents defects that would cost hours of troubleshooting.
How does draft angle affect ejection quality?
Insufficient draft angle causes excessive ejection force that creates ejector pin marks, part distortion, or part cracking during ejection. Our standard minimum draft angles: 0.5–1° for textured surfaces per 0.025 mm of texture depth, 1–2° for polished surfaces, and 3–5° for rough or matte surfaces. For glass-filled resins that have higher friction, we add 0.5–1° beyond the standard minimum.
What is the SPI mould classification system and how does it relate to quality?
The SPI (Society of the Plastics Industry, now Plastics Industry Association) mould class system rates injection moulds from Class 101 (highest quality, 1M+ shots, hardened steel) to Class 105 (low quality, <500 shots, prototype tooling). The class designation specifies steel hardness, cooling channel requirements, and inspection standards. A Class 102 mould is certified for 500,000–1 million shots with H13 or 420SS steel; a Class 104 mould uses aluminum or P20 and is rated for <100,000 shots. Matching the mould class to production requirements is essential for achieving consistent part quality at the lowest long-term cost.
How does injection speed affect surface quality in injection moulding?
Injection speed controls the shear rate in the runner and gate, which affects surface gloss, weld line visibility, and flow mark formation. Too-slow injection allows the material to cool and solidify before filling is complete (resulting in flow marks and weld lines). Too-fast injection creates excessive shear heat and can cause burning, gate blush, or jetting. We optimize injection speed by performing a fill-only study (short shots at 95% fill) to identify the optimal speed range where the part fills uniformly without visible flow defects.
Can injection mould quality be recovered after cavity wear?
Yes, in most cases. Minor cavity wear (dimensional loss of 0.02–0.1 mm) can be corrected by welding and re-machining the affected area using TIG welding with matching steel rod, followed by hardening and re-polishing. Severe wear requires EDM plunge to remove the worn surface, welding to restore material, and full re-machining. We assess repair feasibility based on remaining steel wall thickness; cavities with less than 8–10 mm wall thickness at the repair location are typically replaced rather than repaired.
요약
사출 금형 품질에 영향을 미치는 10가지 요소—원재료, 강재 선택, 냉각 설계, 게이트 설계, 러너 시스템, 이젝션 시스템, 파팅 표면 품질, 공정 매개변수, 기계 상태 및 유지 보수 일정—는 상호 연결된 시스템을 형성합니다. 우리 공장에서는 품질 문제를 시스템 문제로 취급합니다: 우리는 10가지 요소를 모두 감사하고 주요 원인과 기여 원인을 체계적으로 식별할 때까지 단일 요소가 책임이 있다고 가정하지 않습니다.
사출 금형 품질을 개선하려는 팀을 위해, 우리는 가장 큰 영향을 미칠 가능성이 높은 세 가지 요소로 시작하는 것을 권장합니다: 원재료 수입 품질 관리, 냉각 시스템 열 균일성 감사, 그리고 공정 매개변수 문서화 및 모니터링. 우리 경험에 따르면, 이 세 가지 요소는 생산 품질 변동의 55–65%를 차지합니다. 이를 수정한 후, 특정 품질 문제와의 관련성 순서대로 나머지 요소들을 진행하세요. 우리의 사출 금형ing Complete Guide for a comprehensive overview.
-
게이트 설계는 용융 플라스틱이 러너 시스템에서 금형 캐비티로 흘러 들어가는 진입점의 구성, 위치 및 치수를 의미합니다. 게이트 유형 선택(에지, 핀, 터널, 핫팁, 밸브)은 부품 외관, 치수 정밀도 및 게이트 제거 용이성에 큰 영향을 미칩니다. ↩
-
웰드 라인(또는 니트 라인)은 캐비티 충전 중 용융 플라스틱의 두 개의 별도 흐름 전선이 만나 융합되는 곳에 형성됩니다. 웰드 라인은 주변 재료보다 구조적으로 약하며(일반적으로 인장 강도가 10–30% 낮음), 특히 착색 또는 유리 섬유 충전 수지의 경우 부품 표면에 가시적인 선으로 나타날 수 있습니다. ↩
-
핫 러너 시스템은 금형에 설치된 가열된 매니폴드 및 노즐 어셈블리로, 생산 주기 동안 러너 채널 내 플라스틱을 용융 상태로 유지하여 기존 콜드 러너 시스템에서 발생하는 고체 러너 폐기물을 제거합니다. 핫 러너 시스템은 재료 효율성과 사이클 타임을 개선하지만 더 높은 금형 투자와 정밀한 온도 제어가 필요합니다. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







