 コンテンツへスキップ
コンテンツへスキップ 

ホットランナー:包括的なガイド | ZetarMold 射出成形, enhancing efficiency and product quality across various industries.
ホットランナーは、成形中のプラスチック溶融物を最適な温度に保つことで、無駄を最小限に抑え、サイクルタイムを改善します。ホットランナーは、自動車、消費財、医療機器の製造に一般的に使用されています。主な利点は、材料費の削減と部品品質の一貫性の向上です。
この概要はホットランナーの利点を強調したものですが、ホットランナーの設計と応用を理解することは生産工程を最適化する上で非常に重要です。さまざまなホットランナーシステムがどのように製造効率を高めることができるのか、さらに詳しくご覧ください。
- ホットランナーはランナーシステム内でプラスチックを溶融状態に保ち、コールドランナーの廃棄物を排除し、薄肉部品のサイクルタイムを5秒未満に短縮します。
- 温度制御とバランスの取れた流動は、最も重要な技術的要因です。制御が不十分だと、ゲート欠陥、フラッシュ、キャビティ充填の不均一を引き起こします。
- バルブゲートシステムは最高の精度を提供しますが、最も複雑な保守が必要です;開放システムはより単純ですが、柔軟性は低いです。
- ホットランナー金型は、ランナー廃棄物を完全に排除することで、大量生産において材料コストを10〜20%削減します。
- CAE解析で検証された適切なマニホールドとノズルの設計は、多キャビティ金型の成功に不可欠です。
購入者にとって重要な問題は、ホットランナーが先進的かどうかではなく、樹脂、部品重量、年間生産量、ゲートの外観要件、およびサプライヤーの保守能力に適合するかどうかです。ホットランナーは、ランナーが高価な材料を浪費する場合には強力な投資となりますが、システムが不均衡であるか、保守が困難な場合には隠れたコストとなる可能性もあります。
「ホットランナーは射出成形のサイクルタイムを短縮します。」真
ホットランナーはプラスチックが溶けた状態を維持するため、冷却時間が短縮され、生産工程全体がスピードアップする。
「ホットランナーは、あらゆる場合においてコールドランナーよりも高価です。」偽
ホットランナーは一般的に初期コストが高いが、その効率と材料の節約は、長期的な生産における総コストの削減につながる。
ホットランナーの原理とは?
ホットランナーは、加熱された金型チャネル内で溶融樹脂を熱く保つため、コールドスラッグは形成されず、ランナースクラップも発生しません。
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
ホットランナーは、成形プロセスを通じて溶融プラスチックの温度を維持し、固化を防止して廃棄物を削減します。この技術は、自動車、消費者製品、医療機器などの業界で広く使用されています。主な利点としては、サイクルタイムの改善、材料コストの削減、完成品の一貫性の向上などが挙げられます。
ホットランナーシステムは、断熱ランナーとマイクロセミに分けられます hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
ホットランナーは、射出成形金型で溶融したプラスチック粒子を金型キャビティに射出するために使用される加熱部品システムです。ホットランナー金型は、従来の金型または三板金型のランナーと流路を加熱する新しい構造で、成形ごとにランナーや流路を取り除く必要がありません。
ホットランナーを左右する主な技術的要因とは?
ノズル設計、温度制御、ゲートタイプは、生産におけるホットランナーの信頼性を決定する3つの変数です。

ホットランナー金型プロジェクトを成功させるためには、いくつかの要素を整える必要があります。技術的に最も重要な2つの要素は、プラスチック温度の制御とプラスチック流動の制御です。
プラスチックの温度制御
ホットランナー金型を使用する場合、プラスチックの温度管理は非常に重要です。温度をうまくコントロールできないと、工程や部品の品質に多くの問題が生じます。例えば、ホットチップゲートを使えば、ゲートの品質に多くの問題が生じます。バルブゲートを使えば、バルブピンの閉まり具合に多くの問題を抱えることになる。
多数個取りの金型を使用すると、充填時間や部品の品質に多くの問題が生じます。できることなら、ゾーンがたくさんあるホットランナーシステムを導入して、温度制御をうまく行い、柔軟性を高めるようにしましょう。
プラスチック流動の制御
プラスチックはホットランナーシステム内でバランスよく流れるようにする。プラスチックが各キャビティに同期して充填されるように、ゲートは同時に開くべきである。部品重量の差が大きいFAMILY MOLDの場合、ランナーサイズはバランスよく設計する必要があります。さもないと、ある部品は十分な圧力で充填されず、ある部品は圧力が高すぎたり、フラッシュが大きすぎたりして、品質が悪くなります。ホットランナーランナーサイズの設計は合理的でなければならない。
サイズが小さすぎると、圧力損失が大きくなりすぎます。サイズが大きすぎると、ホットランナーの体積が大きくなりすぎ、プラスチックがホットランナーシステム内に留まる時間が長すぎて、材料特性が損なわれ、成形後の部品が使用要求を満たせなくなる可能性があります。MOLDCAEのようなCAE流動解析ソフトウェアは、ユーザーが最適なランナーを設計するのを支援するために既に存在します。
ホットランナーにはどんな種類があるのか?
ホットランナーには主に2つのタイプがあります:オープンシステムとクローズドシステムです。オープンシステムは溶融プラスチックの直接流動を可能にし、クローズドシステムは manifold2 温度を維持し廃棄物を削減するため。ホットランナーは、自動車、消費財、医療機器などの産業で広く利用されており、材料使用量の削減や部品の一貫性向上などの利点を提供します。
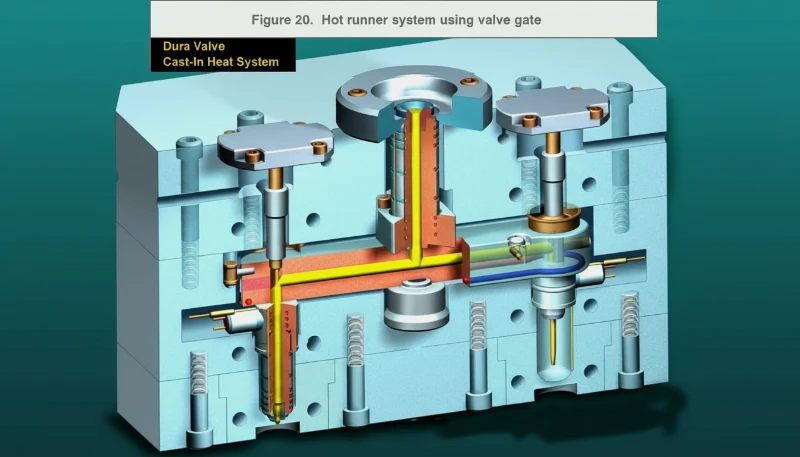
ニードルバルブ式
バルブゲートシステムは、空気圧でバルブニードルを駆動する機械式バルブニードルシステムです。ニードルバルブホットランナーは、材料を節約し、美しいプラスチック表面を持っており、タイトな内部品質と高い強度を持っています。ニードルバルブホットランナーには大きく分けてシリンダー式とスプリング式があります。
ホットランナーシステムの種類は?
ホットランナーシステムには、主にオープンとクローズの2種類がある。オープン・システムは、溶融物を大気にさらすもので、単純ではあるが、材料の劣化につながる可能性がある。一方クローズド・システムは、溶融物を封じ込め、廃棄物を最小限に抑え、材料の完全性を維持します。どちらのシステムも生産速度と部品の一貫性を向上させるため、自動車や消費財のような産業には欠かせないものとなっている。
ホットランナーシステムは、フルホットランナーシステムとセミホットランナーシステムに分けられます。ホットランナーシステムは、シングルノズルホットランナーシステム、マルチノズルホットランナーシステム、バルブゲートホットランナーシステムの3種類に分けられます。
シングルヘッドホットランナーシステム
シングルヘッドホットランナーシステムは、主にシングルノズル、ノズルヘッド、ノズル接続プレート、温度制御システムなどで構成されています。
ノズルの軸方向変位を制御するために、固定金型固定板がノズル接続板の端面を押圧するように、寸法d、D、Lを制御し、ノズル接続板の厚さを調整するか、または同じ目的を達成するために、射出成形機のノズルを直接ノズル接続板の端面を支持するために使用する必要があります。
マルチヘッドホットランナーシステム
マルチヘッドホットランナーシステムのプラスチック金型はかなり複雑である。溶融プラスチックは射出成形機によってノズル接続板に射出され、ホットランナープレートを通してノズルに流れ、ノズルヘッドに達し、キャビティに射出される。ホットランナーシステムのノズルは、固定金型プレートと半径方向寸法D1と軸方向寸法制限の要求を一致させなければならない。
ノズルヘッドと固定金型インサートは、溶融プラスチックが非キャビティ部にオーバーフローしないように、半径方向寸法dを一致させなければならず、固定金型インサートの硬度は50HRC程度に硬化させなければならない。パーティング面とホットノズルの軸方向位置決め面との間の距離Lは厳密に制御されなければならない。
| パラメータ | Tolerance | 目的 |
|---|---|---|
| 半径方向寸法 D1 | ±0.01 mm | ノズルとプレートの位置合わせ |
| 半径寸法 d | ±0.005 mm | プラスチックの溢れを防止 |
| 隙間(室温時) | 0.025 mm | 熱膨張補正 |
| 硬度(インサート) | ~50 HRC | ゲート部の耐摩耗性 |
この寸法は、室温でのノズルの実際の距離L'と、金型の通常の使用温度でのノズルの実際の伸びΔLに基づいて決定する必要があります。ノズルがホットランナープレートに確実にフィットし、ホットランナープレートが変形しないように、ノズルの上部に調整パッドが設けられています。
調整パッドとノズルの軸方向位置決め面は、ノズルの軸方向移動を制限し、ホットランナープレートの可能な変形を効果的に制御します。常温では、調整パッドとホットランナープレート及び固定金型プレートとの間の隙間は0.025mmに制御され、金型が加熱された後、調整パッドは使用温度でちょうど押されます。
ホットランナーシステムの位置決めシートと位置決めピンは、金型内でのホットランナープレートの位置を制御します。位置決め座と固定金型プレートはD2半径方向寸法を一致させ、深さhを正確に制御しなければならない。位置決め座の軸方向はホットランナープレートを支持し、射出機の射出圧力に直接耐える。
位置決めピンは、ホットランナープレートの固定プレートに合わせてください。ホットランナープレートとモールドプレートの間には、断熱材を巻くのに十分なスペースが必要です。ホットランナープレートと固定プレートには、電源コードが金型から出て金型に設置された配線シートに接続できる十分な配線溝が必要です。
ノズル接続板と固定側金型固定板の間には、射出成形機の射出ヘッドが金型上のノズル接続板と良好に連動できるように、半径方向寸法D1の整合要件があります。ホットランナープレート付近では、固定側金型プレート、ホットランナープレート固定板、および固定側金型固定板がネジで接続され、ホットランナープレートの剛性が強化されています。
バルブゲートホットランナーシステム
ホットランナーアッセンブリーとは何ですか?
ホットランナーアセンブリは、溶融プラスチックを各キャビティに直接供給するマニホールド、ノズル、ヒーター、センサーです。

ポジショニングリング
位置決めリングは、 射出成形金型 射出成形機内で金型が機械と正しく位置合わせされていることを確認します。
メインノズル
樹脂を金型に射出する際、射出成形機のノズルから樹脂が入ってくるゲートです。樹脂の種類やホットランナーの設計によっては、ゲート部品を加熱して成形プロセスを最適化することができます。
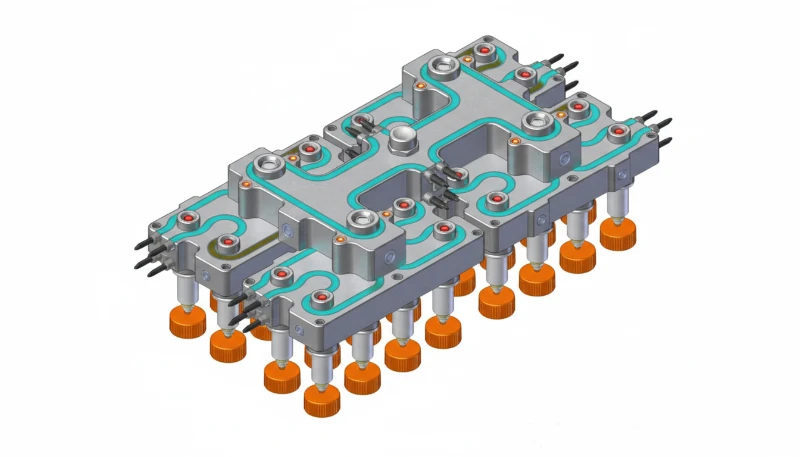
マニホールド
マニホールドは、金型に複数のキャビティがある場合や、複数の供給ポイントがある場合、または供給ポイントは1つだが材料レベルがオフセットしている場合に使用します。材料は通常P20またはH13です。マニホールドは一般的に、標準と非標準の2種類に分けられます。マニホールドの構造形式は、主に金型上のキャビティの分布、ノズルの配置、ゲートの位置によって決まります。
マニホールドは、樹脂を異なるノズルや射出ポイント(ゲート)に流すことができます。マニホールドは通常、複数のキャビティがある場合や、各部品に複数のノズル/ゲートが必要な場合に使用されます。マニホールドは、様々な材料、デザイン、形状に使用することができ、通常、成形プロセスを改善するためにCAE解析によって最適化されます。
ノズル
ホットノズルには2種類あります:オープンホットノズルとニードルバルブホットノズルです。使用するホットノズルの種類によって、必要なホットランナーシステムの種類と作成する必要のある金型の種類が決まります。したがって、ホットランナーシステムはオープンホットランナーシステムとニードルバルブホットランナーシステムに分けられます。
ヒーター技術
ヒーター技術はすべてのホットランナーシステムの基礎であり、成形プロセスと部品の品質に大きな影響を与えます。いくつかの加熱方法があり、それぞれに長所と短所があります。さまざまな成形プロセス、成形品の性能、信頼性、コスト要求に基づいて適切なホットランナーを選択してください。最も一般的なホットランナー技術には、加熱ベルト/プレート付きヒーター、接着剤/フレキシブルヒーター、ろう付けヒーターなどがあります。
ホットランナーの利点は?
ホットランナーの利点は、このセクションで説明される主要なカテゴリーまたはオプションです。ホットランナーは材料廃棄物を最大50%削減し、サイクルタイムを短縮し、ランナーの再粉砕を排除するため、大量射出成形には不可欠です。
当社の上海工場では、90トンから1850トンまでの47台の射出成形機を自社の金型製造施設で稼働させています。20年以上の経験から、ホットランナーシステムは、特にランナー体積が大きくなりがちな大型トンナージプレスにおいて、多キャビティ生産で一貫して材料廃棄物を15〜30%削減することが分かっています。
短縮サイクル
部品の成形サイクルが短縮される。ランナーシステムには冷却時間の制限がないため、成形・硬化後の部品の排出が間に合います。ホットランナー金型で生産される多くの薄肉部品の成形サイクルは、5秒未満にすることができます。
適用範囲の拡大
製品の品質向上
ホットランナー金型を使ってプラスチック部品を作る場合、ランナーシステム内のプラスチック溶融物の温度を制御することができます。つまり、プラスチックが各金型キャビティに均一に流れ込むので、毎回同じ品質の部品ができるのです。ホットランナー金型で作る部品は、ゲート性がよく、金型から取り出した後の応力が低く、ぐちゃぐちゃになりません。
そのため、ホットランナー金型を使って作られた高品質の製品を数多く目にすることができる。MOTOROLAの携帯電話、HPのプリンター、DELLのノートパソコンのプラスチック部品の多くは、ホットランナー金型で作られています。
プラスチックの節約
廃棄物の削減
生産自動化
ホットランナーの欠点は?
ホットランナーの主な欠点は、金型コストの高さ、メンテナンスの複雑さの増加、および熱に敏感な樹脂における熱劣化のリスクです。
コスト上昇
「バルブゲートホットランナーシステムは、完成品上で事実上見えないゲート跡を生成します。」真
バルブゲートは機械的なピンを使用してゲートをきれいに閉じ、小さな痕跡だけを残します。これは、自動車の外装パネルなどの外観重視の表面に最適です。
「ホットランナーシステムは、金型の温度制御を不要にする。」偽
ホットランナーはランナーチャンネルだけを加熱します;金型自体は、充填後に部品を適切に固化させるために独自の温度制御システム(冷却チャンネル)が必要です。
高い設備要件
例えば、プラスチックシールが不十分だとプラスチックの溢れやホットランナー部品の損傷を引き起こし、生産を中断させます。また、ノズルインサートとゲートの相対位置が悪いと、製品品質が著しく低下します。
複雑なオペレーションとメンテナンス
ホットランナー金型は、操作と保守がより複雑です cold runner3 金型。適切に操作しないと、ホットランナー部品を損傷しやすく、生産が不可能になり、多大な経済的損失を引き起こします。ホットランナー金型の新規ユーザーにとっては、経験を積むのに長い時間がかかります。
ホットランナーの応用分野は?
ホットランナーは、自動車、医療、包装、電子機器、消費財など、高精度で大量生産が必要な分野で使用されます。
自動車産業
電子産業
医療機器分野
よくある質問
よくある質問
ホットランナーとコールドランナーの違いは何ですか?
ホットランナーは、電気加熱部品を使用してランナーチャネル内のプラスチックを溶融状態に保つため、ランナーのスクラップは発生せず、各サイクル後に部品はきれいに取り出され、二次トリミングは不要です。コールドランナーは、供給チャネル内のプラスチックを部品と共に固化させるため、トリミング、再粉砕、または廃棄が必要な廃棄物が発生します。ホットランナーは材料を節約し、サイクルタイムを短縮しますが、初期コストが大幅に高く、注意深い温度管理が必要です。コールドランナーはよりシンプルで安価であり、少量生産や頻繁な材料変更に適しています。
ホットランナーシステムのコストはいくらですか?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Can All Plastics Be Used in Hot Runner Systems?
Most thermoplastics work well with hot runners, but heat-sensitive materials like PVC, POM (acetal), and certain flame-retardant grades require careful temperature management to prevent thermal degradation inside the manifold. Materials with very narrow processing windows or those prone to gas generation demand specialized nozzle designs and precise zone-by-zone temperature control. Glass-filled resins also accelerate wear on hot runner components, necessitating hardened flow channels. Your hot runner supplier should confirm compatibility with your specific resin grade and provide recommended temperature profiles for optimal processing results.
How Do You Maintain a Hot Runner Mold?
Regular maintenance includes cleaning nozzles and manifolds during scheduled mold servicing, checking heater bands and thermocouples for wear or burnout, inspecting valve pins for scoring or bending, and verifying seal integrity to prevent plastic leakage into wiring channels. Most production shops schedule hot runner maintenance every 50,000 to 100,000 cycles or whenever the mold is removed from the press. Documenting temperature zone readings over time helps detect degradation trends before they cause quality defects. Keeping spare heater bands, thermocouples, and seal kits on hand minimizes unplanned downtime during critical production runs.
What Causes Color Streaks in Hot Runner Molded Parts?
Color streaks in hot runner parts typically result from residual material from a previous color or resin grade stagnating in dead spots within the manifold or nozzle channels. Insufficient purging time, low-temperature zones that allow material to hang up, or worn internal surfaces that create microscopic pockets are common culprits. Thorough purging at the correct melt temperature, followed by physical inspection of flow channels during maintenance, prevents most streaking issues. Some modern hot runner designs feature streamlined flow paths and polished internal surfaces specifically to minimize dead zones and speed up color changes.
When Should You Choose a Valve-Gate Over an Open-Gate Hot Runner?
Choose valve-gate systems when cosmetic gate appearance is critical—automotive exterior panels, consumer electronics housings, and medical device enclosures all demand gate marks that are virtually invisible. Valve gates also enable sequential filling for family molds with parts of different volumes, and they provide precise pressure control for engineering-grade resins. Open-gate systems are significantly more economical and simpler to maintain, making them the better choice for non-cosmetic applications, commodity resins like polypropylene, and molds where a small vestige mark on the gate surface is acceptable to the end user.
How Many Temperature Zones Does a Hot Runner Need?
The number of zones depends on the manifold layout, cavity count, and part geometry complexity. A simple single-nozzle mold may need only one or two zones, while a complex multi-cavity mold with sixteen or more drops may require eight to twenty independently controlled zones. More zones provide finer control over melt viscosity at each gate, which is critical for family molds where different cavities produce parts with different weights or wall thicknesses. Running CAE flow analysis before tooling helps determine the optimal zone configuration and identify potential balance issues early in the design process.
Does a Hot Runner System Increase Mold Cycle Time?
No—hot runner systems generally decrease cycle time rather than increase it. By eliminating the cold runner, there is no thick runner section that needs to cool and solidify before ejection. Thin-wall parts produced with hot runners can achieve cycle times under five seconds in production. The only exception occurs when a poorly designed hot runner adds excessive thermal mass to the mold that interferes with overall cooling, but this is uncommon in professionally engineered systems. The cycle-time reduction, combined with material savings, is one of the strongest economic arguments for investing in hot runner technology for medium to high-volume production.
What is the main purpose of a hot runner system?
The main purpose of a hot runner system is to keep plastic melt hot inside the mold until it reaches the cavity gate. This reduces or eliminates cold-runner scrap, improves material utilization, and can shorten the molding cycle when the runner would otherwise control cooling time. It also helps multi-cavity molds fill more consistently when the manifold is balanced correctly. Buyers should confirm gate quality, temperature stability, maintenance access, and spare-part support before approving the tool, because a well-specified hot runner is easier to validate during production trials and avoids costly rework later.
When is a hot runner better than a cold runner?
A hot runner is usually better than a cold runner when production volume is stable, resin is expensive, the runner would be heavy, or gate appearance and cavity balance are important. It is less attractive for prototypes, very low-volume jobs, frequent color changes, or materials that degrade during long residence time in the manifold. The decision should compare mold cost, resin saved per shot, cycle time reduction, startup scrap, maintenance cost, and downtime risk, rather than focusing only on the initial tooling quote from the mold maker.
What are the common risks of hot runner molds?
Common hot runner risks include melt leakage, heater failure, thermocouple drift, unbalanced cavities, gate stringing, black specks, color streaks, and material degradation. Many of these problems look like molding-process issues even when the root cause is inside the hot half of the mold. A good mold review should check manifold layout, thermal expansion clearance, nozzle seating integrity, wiring protection routing, gate size calibration, cooling near the gate, and how easily heaters or valve pins can be replaced during scheduled maintenance.
How should buyers evaluate a hot runner supplier?
Buyers should evaluate whether the supplier can explain the gate type, hot runner brand, number of temperature zones, manifold balance method, controller compatibility, spare-part list, and trial validation plan. The supplier should provide drawings, zone maps, recommended temperature settings, and T1 sample evidence instead of only saying that a hot runner will save material. Useful trial evidence includes cavity weight data, injection pressure curves, gate appearance photos, startup scrap count, dimensional inspection reports, and a list of corrective actions taken during sampling.
Does a hot runner always reduce total molding cost?
A hot runner does not always reduce total molding cost. It can reduce resin waste, cooling time, and manual runner handling, but it also increases mold cost, controller cost, maintenance cost, and technical risk. The payback is strongest when annual shot volume is high and the runner would be heavy or made from expensive resin. For short production runs under 10,000 parts, a simple cold runner may be cheaper and easier to service even if it creates some runner scrap that must be reground or discarded after each cycle.
ホットランナーは射出成形の未来をどのように形作るのか?
ホットランナー(ホットランナーシステム)とは、射出成形金型において、溶融したプラスチック粒子を金型キャビティ内に射出するために使用される加熱部品システムである。ホットランナー金型は、従来の金型や3プレート金型のランナーとランナーを加熱することで、成形のたびにランナーとランナーを取り外す必要がない新しい構造です。
Hot runner technology was introduced to the plastics industry more than 50 years ago, and it has completely changed the injection moldingprocess capabilities by improving the quality of injection molded parts, improving operating efficiency, reducing scrap, and saving money. See our 射出成形金型設計 for a comprehensive overview.
-
hot runner system: A hot runner system is a heated assembly inside an injection mold that keeps plastic molten in the runner channel and reduces cold-runner waste. ↩
-
manifold: A manifold is a heated distribution block that routes molten plastic from the machine nozzle to multiple drop locations inside the mold. ↩
-
cold runner: A cold runner is a conventional mold feed system where runner plastic solidifies each cycle and must be separated from the molded part. ↩







