 コンテンツへスキップ
コンテンツへスキップ 
自動車用金型ソリューション:IATF 16949認証スチール
IATF16949認証による品質とコンプライアンスを保証する、自動車産業向けの革新的な金型用鋼ソリューションをご覧ください。今すぐ詳細をご覧ください!
自動車用IATF16949金型鋼ソリューションの完全ガイド
IATF16949と射出成形との関係とは?
国際規格16949:2016 は、自動車業界向けの品質マネジメントシステム(QMS)の国際規格である。国際自動車タスクフォース(IATF)によって開発され、旧規格であるISO/TS 16949に取って代わられた。その中核的な目的は、継続的な改善を推進し、欠陥防止を重視し、自動車サプライチェーンにおけるばらつきや無駄を削減することである。
射出成形業者にとって、IATF16949は単なる壁に貼られた証明書ではなく、業務のあらゆる側面を管理する包括的な枠組みです。IATF16949と射出成形金型用鋼との関係は、直接的で深い:
- プロセス制御: 射出成形金型は、重要な生産設備のひとつです。IATF16949では、製品の品質に影響を与えるすべての機器に対して、強固な管理を義務付けています。そのため、金型の状態、性能、寿命は厳しく監視されています。
- リスク管理: この規格は、リスクを特定し、軽減することを組織に求めている。金型鋼の選択を誤ることは重大なリスクを意味し、工具の早期故障、生産停止、顧客に届く不良部品につながる可能性がある。
- トレーサビリティ: IATF16949では、完全なトレーサビリティが要求されています。これは、特定の金型に使用された鋼材を、製鋼所の証明書や熱処理の記録など、出所まで遡って追跡できなければならないことを意味します。これは、品質問題が発生した場合の根本原因分析に極めて重要です。
要するに、金型は重要な工程投入物であり、鋼材はその土台となるものである。不適合または不適切に選択された鋼材は、品質システム全体を台無しにします。
IATF 16949における金型鋼の重要な役割
IATF16949の枠組みでは、金型用鋼は単なる原材料ではありません。それは、その特性が製造の「5つのM」に直接影響する戦略的資産です:Man(人)、Machine(機械)、Method(方法)、Material(材料)、Measurement(測定)です。
- 量より一貫性: 自動車用金型は数百万サイクルに及ぶことが多い。鋼材は、最初の部品が100万個目の部品と寸法的にも美観的にも同一であることを保証するために、摩耗、変形、疲労に耐える必要があります。これは、ばらつきを減らすというIATFの目標に直結します。
- 総所有コスト(TCO): 安価な低品位鋼は、初期費用は節約できるかもしれないが、メンテナンスの増加、予期せぬダウンタイム、頻繁な工具の修理により、コスト増につながる可能性がある。IATF16949では、長期的な信頼性と性能を優先するTCOアプローチを奨励しています。
- バリデーションとPPAP: 生産部品承認プロセス(PPAP)は自動車品質の要である。金型は、すべての仕様を満たす部品を安定して生産できなければなりません。金型スチールの安定性と耐久性は、PPAPを成功させ、生産を継続するために不可欠です。

自動車用射出成形用鋼の分類
金型用鋼は、特定の性能特性のために設計された高度な合金である。一般的に3つの主要カテゴリーに分類され、それぞれに異なる自動車用途に適した様々なグレードがあります。
1.プリハードン鋼:
説明 これらの鋼材は、適度な硬さ(通常28~40HRC)に熱処理済みで納入されます。これにより、機械加工後の熱処理が不要となり、歪みのリスクを低減し、時間を節約することができます。
共通グレード: P20, 1.2311, 1.2738.
典型的な用途 少量から中量生産用の金型、大型の金型ベース、ホルダー、非研磨性ポリマー(PP、PEなど)用の部品。内装トリムや大型の構造部品など、高い研磨性が要求されない部品に最適です。

2.貫通硬化(硬化性)鋼:
説明 これらの鋼は、機械加工を容易にするため、軟らかい焼きなまし状態で供給される。機械加工後、高硬度(通常48~60HRC)を得るために熱処理(焼入れ・焼戻し)が施される。
共通グレード: H13(1.2344)、S7(1.2343)。
典型的な用途 大量生産、高摩耗用途。アンダー・ザ・フード・コンポーネントで一般的な、研磨性の高いガラス繊維入り樹脂用の金型。耐摩耗性、靭性、耐熱疲労性に優れている。

3.ステンレス鋼:
説明 これらの鋼は高レベルのクロム(>12%)を含み、優れた耐食性を提供する。腐食性の樹脂(PVCなど)を成形する際や、湿度の高い環境で金型を操作または保管する際には不可欠です。
共通グレード: 420 (1.2083), S136 (1.2316).
典型的な用途 ヘッドライト・レンズやライト・パイプのような光学部品用の金型。また、自動車のシステムの一部(液体容器など)となる可能性のある医療用や食品用の用途にも使用される。

IATF16949準拠金型の代表的な使用例
鋼材の選択は、最終的に生産される自動車部品と切っても切れない関係にある。
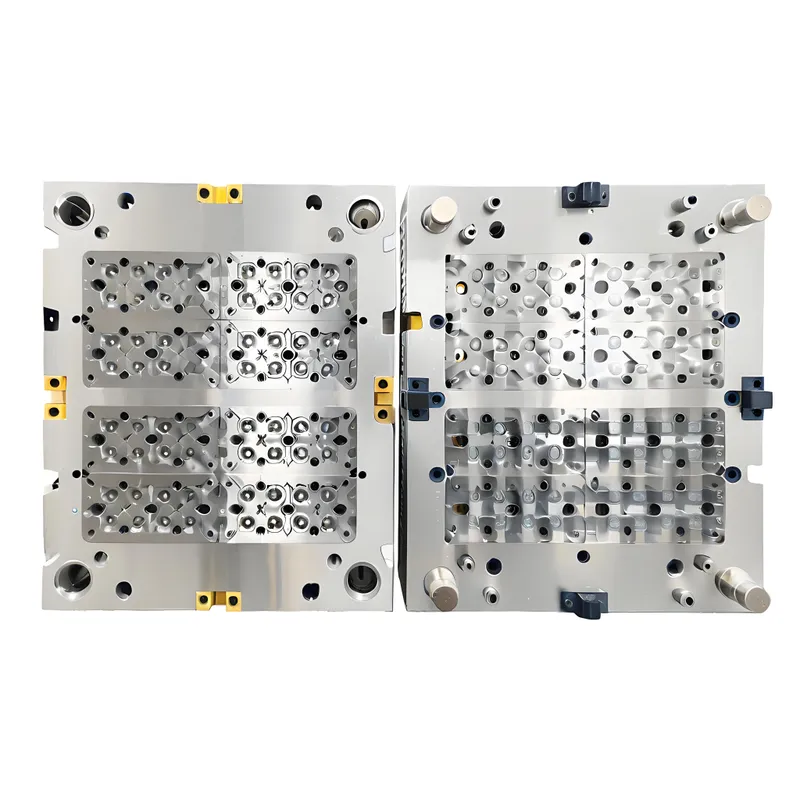
1.内装部品(ダッシュボード、ドアパネル、センターコンソール):
スチールの選択: P20または1.2738が多い。
理由 これらの部品は大きく複雑で、しばしば複雑な木目のテクスチャーを持つ。生産量は多いが、樹脂(PP、ABS、TPO)は一般的に非摩耗性である。プリハードン鋼は、大型工具の加工性と要求されるライフサイクルに十分な耐久性のバランスが取れています。
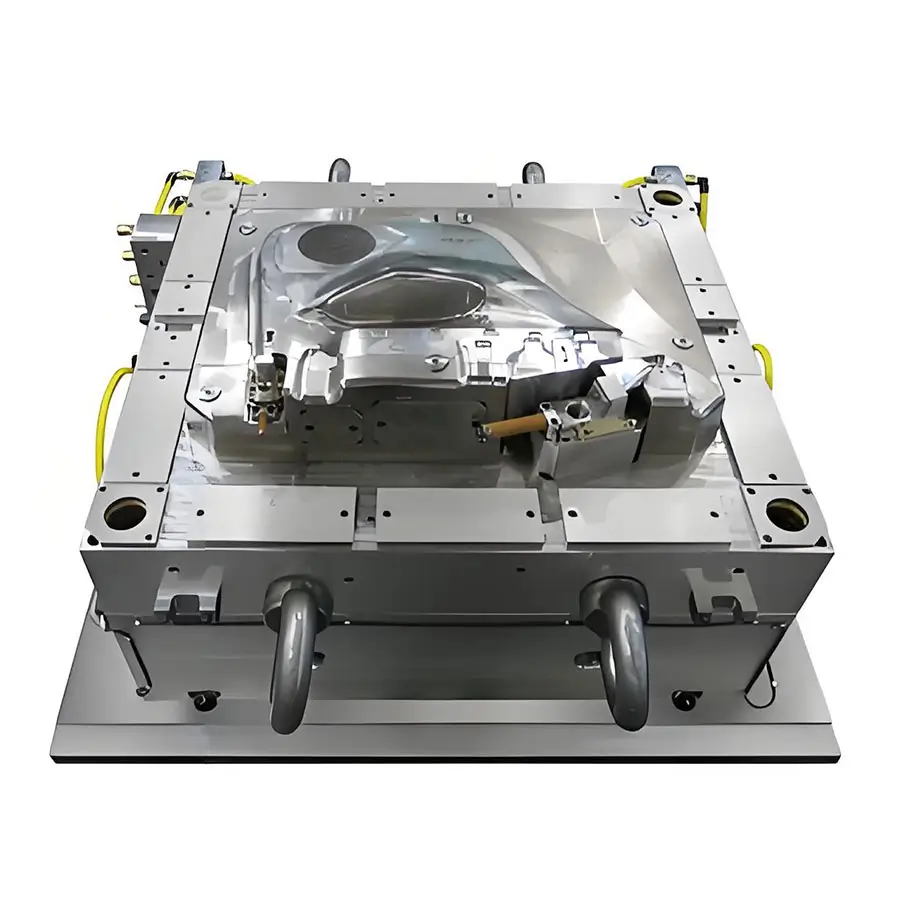
2.フード下コンポーネント(エンジンカバー、エアインテークマニホールド、ファンシュラウド):
スチールの選択: H13または類似の熱間工具鋼。
理由 これらの部品は、研磨性の高いガラス繊維入り樹脂やミネラル繊維入り樹脂(PA66-GF30、PBT)から作られています。貫通硬化H13の高硬度と耐摩耗性は、寸法不良につながる金型キャビティの浸食を防ぐために不可欠です。
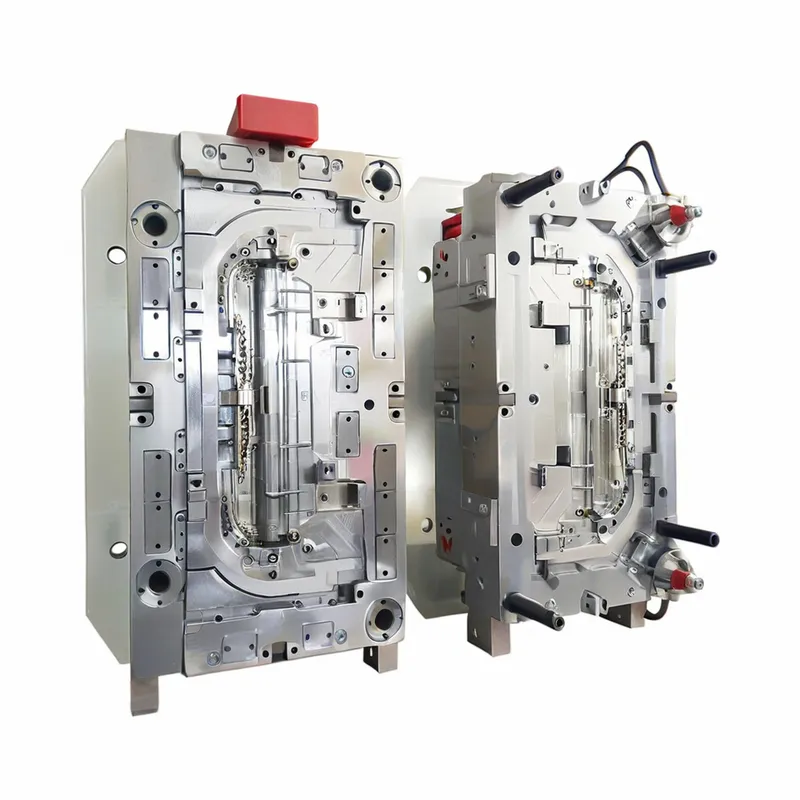
3.外装照明(ヘッドランプレンズ、テールランプカバー、ライトパイプ):
スチールの選択: S136や420ESRのような高純度ステンレス鋼。
理由 光学的透明度が最も重要です。これらの鋼は、鏡面(SPI A-1)仕上げまで研磨することができます。耐食性に優れているため、製造中や保管中に錆や微細な穴が開いてレンズに欠陥が生じることはありません。
4.構造・安全部品(バンパービーム、シート構造):
スチールの選択: S7や改良H13のような高靭性グレード。
理由 これらの金型は、成形中や取り扱い中に大きな応力や衝撃を受ける可能性があります。工具の致命的な破損を防ぐには、極端な硬度よりも靭性(破壊せずにエネルギーを吸収する能力)が重要です。

IATF16949の下で適切なスチールを選択する利点
十分な情報を得た上で規格に準拠した鋼材を選択することで、IATF16949の目的に直接合致する具体的なメリットが得られます。
製品の品質と一貫性の向上: 適切な鋼材は寸法安定性と表面仕上げを維持し、すべての部品が仕様を満たし、部品間のばらつきを抑えます。
総合設備効率(OEE)の向上: 耐久性のある金型は、予定外のメンテナンスが少なくて済むため、ダウンタイムの短縮と生産性の向上につながります。
総所有コスト(TCO)の削減: 高級鋼は初期コストが高いが、金型寿命の延長、修理回数の減少、スクラップの減少によって元が取れる。
コンプライアンスの保証と監査リスクの低減: 認証されたトレーサブルな鋼材を適切な文書化とともに使用することで、IATF16949の主要要件を満たし、監査を簡素化し、堅牢な工程管理を実証します。
予測可能なパフォーマンス: 信頼のおけるサプライヤーから供給される高品質の鋼材は、機械加工、熱処理、製造において予測可能な挙動を示し、驚きや工程の狂いを最小限に抑えます。

不適切な鋼材選択のデメリットとリスク
逆に、金型用鋼の手抜きは、プロジェクトとサプライヤーの評判を危うくする重大なリスクをもたらす。
早期の金型故障: 靭性や硬度が十分でない鋼材を使用すると、亀裂やチッピング、致命的な故障につながり、ダウンタイムや交換コストが増大する。
部品の品質不良: 金型キャビティが摩耗したり腐食したりすると、バリ、ヒケ、不正確な寸法、粗悪な表面仕上げの部品が製造され、スクラップ率が高くなり、顧客から拒否される可能性があります。
生産の遅れ: 工具が故障すると、生産が数週間停止し、納期の遅れや自動車OEMからの厳しい金銭的ペナルティにつながる可能性がある。
IATF 16949 の不適合: トレーサビリティのない鋼材や不適切な鋼材の使用は、監査時に大きな赤信号となり、不適合報告書(NCR)につながり、サプライヤーの認証を脅かす可能性があります。
メンテナンス費用の増加: 低品位の鋼材は、研磨、溶接の修理、予防的メンテナンスの頻度が高くなり、他にもっと有効に使える労働力と資源を消費する。

自動車用IATF16949金型鋼ソリューションの完全ガイド
高性能自動車用金型鋼の主要特性
金型用鋼を指定する際、エンジニアは特性の組み合わせを評価します。理想的なバランスは用途によって異なります。
硬度: 圧痕や摩耗に対する鋼の抵抗力。ロックウェルC(HRC)で測定される。硬度が高いほど耐摩耗性は向上するが、靭性が低下する場合もある。
タフネス: 破壊することなく衝撃やエネルギーを吸収する鋼の能力。鋭利な角を持つ金型や高い射出圧力を受ける金型には不可欠です。
耐摩耗性: 摩擦や摩耗による材料の損失に耐える能力で、特にガラスや鉱物を充填したプラスチックを成形する際に重要。これは、鋼の微細構造における硬度と硬質炭化物の存在に直接関係している。
耐食性: プラスチック(HClを放出するPVCなど)や環境要因(湿度)による化学的攻撃に耐える能力。これはクロムの添加によって達成される。
ポーランド性: 滑らかで欠陥のない表面仕上げを達成する能力。これは鋼の清浄度(介在物の少なさ)、均質性、微細構造によって決まる。プレミアム鋼は、純度と研磨性を向上させるため、エレクトロスラグ再溶解(ESR)のような特殊な溶解プロセスを用いて製造されることが多い。
機械加工性: 鋼材の切断、穴あけ、フライス加工のしやすさ。高硬度の工具鋼は加工が難しく、コストもかかる。
熱伝導率: 鋼の熱伝導性。熱伝導率が高いほど冷却が速くなり、 サイクル時間の短縮につながる。これは、いくつかの新しい特殊鋼種の主な利点である。

IATF16949システムにおける金型鋼のライフサイクル
IATF16949は、重要な設備を管理するための体系的で文書化されたアプローチを要求している。金型用鋼の場合、このライフサイクルは以下のようになる:
仕様と調達: このプロセスは、エンジニアリング・チームが部品要件に基づいて適切な鋼種を指定することから始まります。次に購買部門は、化学組成と特性を詳細に記載した完全な材料証明書(mill cert)を提供できる、認可された信頼できるサプライヤーからこの鋼材を調達する必要があります。この証明書がトレーサビリティ・チェーンの最初のリンクとなります。
機械加工と熱処理: 加工工程はすべて管理されている。焼入れ可能な鋼の場合、熱処理段階が重要です。熱処理サプライヤーも承認され、使用されたプロセス(温度、焼き入れ媒体、時間)と達成された最終硬度の詳細を記載した適合証明書を提供する必要があります。このデータは、工具の履歴ファイルに追加されます。
バリデーション(PPAP): 金型トライとPPAPの実行中に、ツールの性能が検証される。適合部品を一貫して生産する能力を証明しなければなりません。鋼材に関するあらゆる問題(予期せぬ摩耗、冷却問題など)は、ここで対処されます。
生産と予防保全: 生産が開始されると、金型はIATF16949の要求する厳格な予防保全(PM)計画の対象となる。これには、定期的な洗浄、摩耗や損傷の検査、軽度の研磨などが含まれます。すべてのメンテナンス活動は、金型のファイルに記録されます。
改装と耐用年数の終了: 何十万、何百万サイクルも使用すると、工具の大規模な改修や交換が必要になることがあります。その決定は、性能データ(SPC)、検査記録、工具の履歴ファイルに基づいて行われます。ライフサイクル全体は、監査要件を満たすために文書化されます。
鋼材の選択と管理に関する主な考慮事項
基本的な申請以外にも、選考過程ではいくつかの要素を考慮しなければならない。
生産量とライフサイクル: 1,000部品用の試作工具なのか、それとも500万部品用の量産工具なのか。要求される寿命は、必要な鋼種を決定する最も重要な要素です。
複雑さと幾何学: 薄い壁、深いリブ、鋭い内角を持つ部品は、金型に応力集中を生じさせる。このような部分のひび割れを防ぐには、より強靭な鋼材が必要です。
プラスチック樹脂タイプ 研磨性充填材(ガラス、炭素繊維)は高い耐摩耗性(H13)を要求する。腐食性樹脂(PVC、一部の難燃剤)はステンレス鋼(S136)を要求する。
表面仕上げの要件: 質感のある内装パネルは、透明な光学レンズとは異なるニーズがあります。要求されるSPI(プラスチック工業会)仕上げは、必要なスチールの研磨性を決定する。
ゲートの種類と位置 プラスチックがキャビティに入る箇所(ゲート)は、摩耗が激しい箇所です。金型の他の部分が柔らかい鋼で作られていても、ゲートの位置には耐摩耗性の高い工具鋼インサートを別途使用するのが一般的です。
金型鋼の仕様と設計のベストプラクティス
早めに協力する: 工具メーカー、材料サプライヤー、熱処理業者には、設計プロセ スの早い段階から関与してもらいましょう。彼らの専門知識により、コストのかかるミスを防ぐことができます。
ツーリングFMEAを使用する: 金型設計の故障モード影響解析(FMEA)を実施する。スチールに関連する潜在的な故障モード(例えば、「鋭角部の亀裂」、「ゲートの摩耗」)を特定し、予防的な設計変更を実施する。
すべてを記録する: すべての金型について、包括的な "Tool Biography "または履歴ファイルを作成する。これには、製鋼所証明書、熱処理証明書、検査報告書、メンテナンス記録、修理記録などを含めること。これは、IATF16949では譲れない。
精度で指定する: 単に "P20 "と指定してはならない。供給元、希望する硬度範囲(例:30~32HRC)、「真空脱ガス処理されていること」などの特別な要件を指定してください。
メンテナンスのための設計: メンテナンスが容易で安全な金型を設計すること。これには、摩耗の激しい部品に明確にアクセスできるようにすることや、可能な限り標準化された部品を使用することが含まれます。

金型鋼の一般的な問題とその解決策
| 問題 | 考えられる原因 | IATF 16949準拠ソリューション |
|---|---|---|
| 早期のひび割れ/亀裂 | - 鋼材の選択が不適切(靭性が低い)。 - 不適切な熱処理。 - 内部の角がシャープなデザイン。 - 過剰な噴射圧。 | – 選択 より強靭な鋼(例えばS7)。 – ベリファイ 熱処理証明書;認定サプライヤーを使用すること。 – 修正 すべての鋭角コーナーのRを含むように設計すること。 – 検証 そして成形プロセスのパラメーターを制御する。 |
| 腐食/さび | - 腐食性樹脂(PVC)を使用した非ステンレス鋼の使用。 - 湿度の高い環境での不適切な保管。 - 汚染された冷却水路。 | – スイッチ をステンレス金型用鋼(S136、420)に変更した。 – 実施 厳格な金型保管手順(洗浄、乾燥、防錆剤の塗布)。 – 用途 処理水を使用し、定期的に水路の清掃を行う。 |
| 過度の磨耗/腐食 | - 研磨材、ガラス充填材を成形する。 - 鋼の硬度が用途に対して低すぎる。 - ゲート速度が速い。 | – 用途 高硬度の通し焼き入れ鋼(H13)。 – 応募する 高摩耗部分への表面コーティング(PVD、窒化)。 – 最適化 ゲートの設計と噴射パラメータで速度を下げる。 |
| 研磨不良または部品の仕上げ不良 | - 鋼は純度が低い(介在物、不純物)。 - 不適切な研磨技術。 - 金型表面への材料の蓄積(アウトガス)。 | – 指定する 光学部品用の高純度ESRグレード鋼。 – 用途 経験豊富な研磨技術者と文書化された手順。 – 出演 定期的なプレス内クリーニングと定期的な予防メンテナンス。 |
| 次元の不安定さ | - 機械加工後の応力除去が不十分。 - 不適切または不均一な熱処理。 - スチールは成形圧力に耐えるほど頑丈ではない。 | – 組み込む 荒削りな機械→ストレス除去→仕上げの機械という順序。 – 確保する 熱処理は、最新の設備を備えた有資格のサプライヤーが行う。 – 出演 金型充填分析により圧力を把握し、より堅牢な鋼材を選択する。 |
IATF16949準拠のための金型鋼選定チェックリスト
最初の設計と調達の段階でこのチェックリストを使用し、重要な考慮事項を見逃さないようにする。
生産量: 推定総生産部品数(100万個以上、50万~100万個、50万個未満)?
部品の材質: プラスチック樹脂は非充填ですか、研磨剤入りですか(ガラス/鉱物入り)、腐食性ですか(PVC/ハロゲン入り)。
表面仕上げ: 要求されるSPI仕上げは何ですか(例:レンズはA-1、グロスはB-2、セミグロスはC-1、テクスチャーはD-3)?
部品の複雑さ: 薄肉、深いリブ、鋭角など、高い靭性が要求される部品ですか?
トレーサビリティ: サプライヤーは、ヒート/ロット番号にトレーサブルな完全な材料証明書を提供しますか?
熱処理: 焼入れ可能な鋼材を使用する場合、熱処理サプライヤーは認定を受け、適合証明書を提供できるか。
メンテナンスプラン 事前のメンテナンス計画(清掃頻度、点検箇所など)は検討されているか。
予算 決断の基準は初期価格か、それとも長期的な総所有コスト(TCO)か?

紫、青、緑、黄色など様々な色のカラフルなプラスチック製ブロックが積み重なったクローズアップ。
主なポイント – 部品コスト削減の主要な要因は材料選定と肉厚最適化です。 – 高品質工具(クラス101/102)への投資は、長期的な単価低減につながります

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
キーポイント – 金型精度はすべての段階で決定される:製品設計、金型設計、鋼材選定、加工、組立、プロセス制御—いずれかの段階での弱点が全体の精度を制限する。 – 適切に

高速射出成形機とは?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

