 コンテンツへスキップ
コンテンツへスキップ 

製品を製造する革新的な方法をお探しですか?射出成形金型の内部と外部を知ることで、正しい方向を示すことができます!
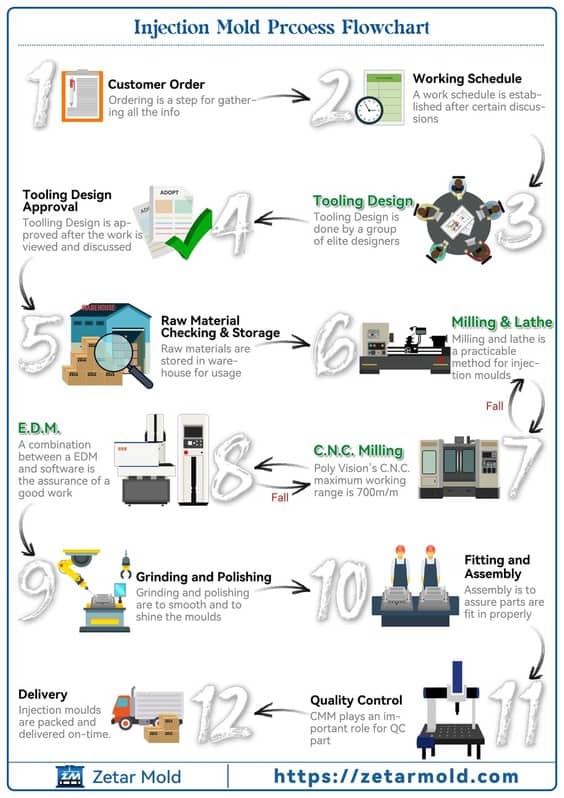
この記事では、詳細なデザインレポートから金型トライアルに至るまで、これらの複雑な作品がどのように作られるかについての重要な情報を提供します。全工程を構成する5つの重要なステップをご覧ください!
最初の一歩DFMレポート
DFMは、製造者の生活をより簡単にするためのものです。製造性を向上させることで、部品、成功はほんの数回の微調整で手に入ります!
DFMは、コスト削減と効率向上という完璧な料理を製造するのに役立ちます。これらの改善により、企業は次のようなスパイスを加えることができる。 射出成形 かつてないほどの生産プロセス!
出典:https://www.youtube.com/@zetarmold
DFMレポートにはこれらの詳細が含まれている:
1: 表面の要件
2:構造分布:金型レイアウト模式図
3:パーティング解析:フロントモデルとリアモデルのパーティングライン
4:パーティング分析:フロント金型インサートピン、パーティングラインを挿入する
5:パーティング分析:バック金型インサートピン、パーティングラインの挿入
6:タイプ分析:行位置タイプ行
7: ゲートシステム:ゲートのサイズと位置
8:製品分析:製品の厚み分析
9: 製品分析:製品厚み変更の提案
10: ドラフト分析:フロントとリアの金型のドラフト分析
11: ドラフト分析:フロントとリアの金型のドラフト分析
12:ドラフト分析:ポジション別ドラフト分析
13: 射出システム
14: マーキングと刻印
15: フロントモデルに水を運ぶ
16: モデルの後に水を運ぶ
卓越した製品作りは、小さな工夫から始まる。個性を加える巧みなスタンピングマークを選んだり、パーティングラインを目立つように完璧に仕上げたり、すべての壁面に十分な厚みを持たせたり。これらの積み重ねが、真に優れた製品を生み出すのです!

第二のステップ金型設計
金型エンジニアは、美しい2Dや3Dの設計図をデザインする職人であり、最終的には、その設計図に基づいた金型設計を行います。 射出成形部品 人生に!
金型構造の設計には、これらの詳細が含まれる:
(1) 金型へのプラスチック部品の配置とパーティング面の選択;
(2) 金型キャビティの数、キャビティの配置などを決定する;
(3) ランナーのレイアウト、ゲートのタイプ、サイズ、位置を含む金型ゲートシステムの設計;
(4) 構造設計 射出成形部品主に成形品の構造的な形状;
(5) 部品排出機構の設計;
(6) サイド・パーティングとコア抜き機構の設計(必要な場合);
(7) 排気方法の設計;
(8) 金型全体のサイズを決定し、金型ベースを購入する。
モールドベースは徐々に標準化されており、メーカーが提供するモールドベースアトラスに従ってモールドベースを選択する。
第三のステップ金型製作
加工 射出成形金型 そのためには、精密さとノウハウが必要です。仕事を正しく行うには、標準的な加工方法と放電加工ツールの両方を検討することをお勧めします!
標準加工
伝統的な機械加工が次のような用途に使われてきたことをご存知だろうか。 射出成形金型 何十年も?この多面的なプロセスでは、金属部品を切断、成形、熱処理して希望の寸法に仕上げる。
その上、厄介な傷に対処し、見事な表面仕上げを提供するので、あなたの部品は外見と同じように内側も美しいのです!機械加工という素晴らしい世界に、これほどの可能性があったとは......。
放電加工
スパーク加工は、複雑な加工を行うためのエキサイティングで信頼性の高い方法です。 プラスチック射出成形金型.エキゾチックな素材であっても、深い形状、滑らかな表面仕上げで卓越した精度を提供します!
さらに、非常に深いキャビティにも適しているため、思い通りの超細密な作品を作る必要がある場合、スパーク加工は無敵だ。
放電加工(EDM)は、複雑なキャビティ形状を簡単に作成できる高精度なプロセスです。
グラファイトでできた工具とワークピースの間に電気スパークを発生させ、材料表面の小さな破片を気化させることで、驚くほど正確なカットを実現する!
EDMは何十年もの間、自動車製造などさまざまな業界で使用されてきた、 射出成形 生産など、実に多目的な技術となっている。
電極はラム放電加工機に設置される。この電極は、被加工物の穴形状を放電するために使用されます。電極はグラファイト、真鍮、銅、またはタングステンで作られています。
誘電流体はスパークギャップを通して送り込まれる。これは電極と被加工物を離すのに役立ちます。また、電圧が印加されるまでは、電気絶縁体の役割も果たします。
複雑で精密な加工アプリケーションには、放電加工(EDM)が最適です!費用対効果が高く、製品チームは高価な金属を扱うことができます。
EDM切断加工を開始するには、グラファイトでコーティングされた超硬カッターで部品の周囲に電極を形成し、その後、誘電流体(一般的には脱イオン水)の安定した流れがそのゾーンを通過します。 射出成形金型 をデザインした。
出典:https://www.youtube.com/@zetarmold
ステップ4:射出成形金型の組み立て
を置く前に 射出成形品 高品質の結果を保証するためには、各パーツの検査が不可欠である。
一般的な組立図と個々の部品図の両方を時間をかけて注意深く調べることで、各部品がどのように機能し、全体像の中に収まっているかを学ぶ。
そうすることで、機能、特性、技術仕様など、すべてが意図したとおりにまとまり、同時に使用するすべての人の安全を確保することができる!
出典:https://www.youtube.com/@zetarmold
1.組立基準
プラスチック射出成形 コア、キャビティ、インサートなど、複雑なパーツが一体となって、美しいものを作り上げるのだ。
でも、どこに何があるのかどうやって知るのですか?適切な組み立てのための基準点として、ガイドポストをテンプレート・サイドベースと組み合わせて使用します。ガイドが先導してくれれば、トリミングは至って簡単!
2.金型組立精度
新しい 射出成形金型 完璧に機能させるためには、厳密な基準を満たす必要がある。距離寸法、同軸度、垂直度に関する精度が必要なのだ。
直線運動の伝達や回転運動には動的な精度が要求され、他の部品と接触する際に非常に重要なはめあいクリアランスも忘れてはならない!
最後に、見過ごされがちだが、非常に重要なこと: プラスチック射出成形 肉厚は最低限度を下回ってはならない。

3.修理原理
各領域の大きさをそれぞれの許容範囲内に保つことが、脱型スロープを修復する際の鍵となる。
調整する際は、垂直と水平のパーティング面の間にわずかな隙間を空けてください。この隙間は、小さな金型では0.01mm、大きな金型では0.02mmになります!
さらに、キャビティのフィレット半径は、対応するコアのフィレット半径よりも小さくする必要があることを覚えておいてほしい。
傾斜面を閉じて、パーティングポイントにわずか0.02~0.03mmのギャップを残せばOKです!
円弧や直線のような滑らかな輪郭にパッチを当てる場合、ヤスリがけは、既存のパターンにシームレスに溶け込むことが重要である。 射出成形金型 オープニング・ディレクション

ファイブ・フォーカビ裁判
金型裁判の主な手順
樽の温度と圧力に注意してください。 射出成形金型 - 適切な調整を行うことで、生産時間を短縮し、完璧な結果を得ることができます。
処理時間を少し延ばせば、それらの材料が各サイクルで完璧に充填されるようになり、大きな違いが生まれる!
金型試験を成功させるためには、サンプルの測定値が経時的にどのように維持されるか、また、いかなる変化も許容範囲内であるかどうかに細心の注意を払うことが不可欠である。
これにより、温度や油圧の制御など、処理条件が安定したまま、より信頼性の高い結果を得ることができます!
完成品のサイズを完璧にしたいですか?ゲートサイズを大きくするか、射出成形機の条件を次のように調整することを検討してください。 射出成形金型 充填率、温度、圧力。充填が遅いキャビティがあれば、すぐにチェックすることで、毎回適切な充填ができる!
今後、高品質の製品と一貫した結果を保証するために、サンプル検査の詳細をすべて文書化してください。 射出成形金型 トライアルに参加した。
各工程の包括的な記録が手元にあれば、成功した処理条件を再現するために必要なすべてを手に入れることができる!
出典:https://www.youtube.com/@zetarmold







