 コンテンツへスキップ
コンテンツへスキップ 


TPU素材の射出成形プロセスは、さまざまな産業で広く使用されている柔軟で耐久性のある製品を製造するために不可欠です。
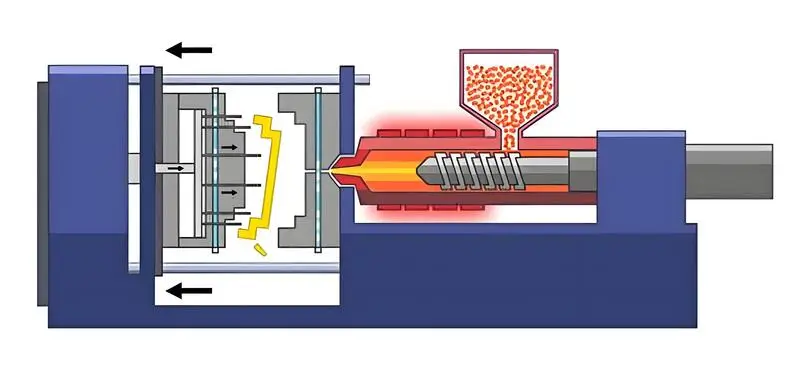
TPU射出成形は、TPUペレットを加熱して金型に注入し、柔軟で弾力性のある部品を作ります。
この簡単な概要では、TPU射出成形の中心的なステップを概説していますが、プロセスの微妙な違いをマスターすることで、製品の性能と製造効率を大幅に向上させることができます。正確な金型設計と工程の最適化によって、どのように結果が改善されるのか、さらに深く掘り下げてみましょう。
TPU素材は常に生分解性である。偽
ほとんどのTPU素材は生分解性ではないが、環境に優しい素材もある。
TPU射出成形は、他の方法に比べて効率が悪い。偽
TPU射出成形は非常に効率的で、詳細で耐久性のある部品を製造できることから、しばしば選択されます。
TPU素材とは?
TPU(熱可塑性ポリウレタン)は、優れた弾性、透明性、耐油性、耐摩耗性で知られる万能素材で、さまざまな用途に広く使用されている。
柔軟性、耐久性、耐摩耗性、耐薬品性に優れるTPU素材は、ゴムのような弾力性とプラスチックの強靭さを併せ持つことから、靴、自動車の内装、携帯電話ケースなどに使用されている。

TPUとは 熱可塑性ポリウレタンエラストマーゴム1.レザーはもちろん、伝統的な意味での織物でもない。TPUはPVC、PUレザー、PUコーティングの欠点の多くを克服し、防水透湿性ファブリックの応用において大きなブレークスルーをもたらした。
TPU2 は、ゴムと通常のプラスチックの特性のほとんどを持っているだけでなく、優れた包括的な物理的および化学的特性を持っています。ゴムとプラスチックの中間に位置する、環境に優しい新しいタイプの高分子材料である。ゴムの柔らかさと硬質プラスチックの硬さを併せ持つ。
TPUは柔軟性と耐久性を兼ね備えている。真
TPUのユニークな組成により、柔軟性を維持しながら強度と耐磨耗性を実現し、さまざまな用途に理想的な素材となっている。
TPUは衣料品と履物にしか使われていない。偽
TPUは衣料品や履物で人気があるが、その適応性の高い特性から、自動車、医療、エレクトロニクス産業にも応用されている。
TPU素材の基本特性とは?
TPU素材は、柔軟性、耐久性、耐性のユニークな組み合わせを提供する汎用性の高さで知られ、履物から自動車まで幅広い産業で使用されている。
TPU素材は高い伸縮性、優れた耐摩耗性、温度による柔軟性を備えており、過酷な環境下での履物、医療機器、自動車部品に最適です。

広い硬度範囲
TPUの各反応成分の比率を変えることで、異なる硬度の製品を得ることができ、硬度を上げても、製品は良好な弾性と耐摩耗性を維持している。
ゴムの弾性率は通常1~10Mpaで、TPUは10~1000Mpa、ナイロン、ABS、PC、POMなどのプラスチックは1000~10000Mpaである。TPUの硬度範囲はショアA 60~ ショアD 85と非常に広く、全硬度範囲において高い弾性を持っています。
卓越した耐寒性
TPUはガラス転移温度が低く、マイナス35度でも弾力性と柔軟性を保つ。可塑剤を必要とせず、マイナス40度から120度の広い温度範囲で柔軟性を発揮する。
耐油性、耐水性、耐薬品性、防カビ性
TPUは油(鉱物油、動植物油、潤滑油)や多くの溶剤に対する耐性に優れています。TPUの 耐油性3 はニトリルゴムよりも優れており、耐油寿命にも優れている。
テーバー摩耗値は0.5~0.35mgで、プラスチックの中では最も小さい。MoS2、シリコーンオイルグラファイトなどを添加すれば、摩擦係数を下げ、耐摩耗性を向上させることができる。
引張強さと伸び:TPUには 張力4 天然ゴムや合成ゴムの2-3倍である。ポリエステルTPUの引張強度はほぼ60MPaで、伸びはほぼ410%である。ポリエーテルTPUの引張強さは50MPaで、伸びは30%を超える。
TPU素材は、過酷な環境下での製品の耐久性を高めます。真
TPUは耐摩耗性と耐薬品性に優れているため、厳しい条件下での使用に適している。
TPU素材は履物用途にのみ適している。偽
TPU素材はフットウェアに広く使用されていますが、その汎用性と弾力性から、自動車、医療、工業用途にも最適です。
Tpu射出成形のプロセス条件は?
熱可塑性ポリウレタン(TPU)の射出成形では、材料の完全性と製品の品質を確保するために、工程条件を正確に制御する必要があります。
最適なTPU射出成形には、200~220℃の溶融温度、20~50℃の金型温度、安定したフローを実現するための正確な圧力設定が必要であり、これは靴や自動車部品の用途には極めて重要である。

温度
TPU成形プロセスで管理する必要がある温度は以下の通りである。 樽の温度5ノズル温度 型温度6.最初の2つの温度は主にTPUの可塑化と流動に影響し、最後の温度はTPUの流動と冷却に影響する。
-
樽の温度:バレル温度の選択はTPUの硬度に関係する。硬度の高いTPUは溶融温度が高く、バレル末端の最高温度も高い。TPUの加工に使用されるバレル温度範囲は177~232℃である。バレル温度の分布は、一般的にホッパーの片側(後端)からノズル(前端)に向かって徐々に上昇し、TPUの温度が均一に可塑化する目的を達成するために着実に上昇するようにする。
-
ノズル温度:ノズル温度は、溶融材料がストレートスルーノズルから垂れるのを防止するため、通常バレルの最高温度より若干低く設定される。垂れを防止するためにセルフロッキングノズルを使用する場合は、ノズル温度もバレルの最高温度範囲内に制御することができる。

- 金型温度:金型温度は、TPU製品の本質的な性能と外観品質にとって非常に重要です。金型温度は、TPUの結晶化度や製品の大きさなど、多くの要因によって決まります。金型温度は通常、水などの恒温冷却媒体によって制御されます。例えば、Texinの場合、硬度480A、金型温度20~30℃、硬度591A、金型温度30~50℃、硬度355D、金型温度40~65℃である。TPU製品の金型温度は一般的に10~60℃である。金型温度が低いと、溶融物が早期に凍結して流線が発生し、球晶の成長が助長されないため、製品の結晶化度が低くなり、結晶化プロセスが遅くなり、製品の後収縮や性能変化が発生する。
圧力
射出成形プロセスにおける圧力には、可塑化圧力(背圧)と 射出圧力7.スクリューが後退すると、上部の溶融物にかかる圧力が背圧となり、オーバーフローバルブによって調整される。

背圧を高めると、溶融温度が上昇し、可塑化速度が低下し、溶融温度が均一になり、着色剤が均一に混合され、溶融ガスが排出されるが、成形サイクルが長くなる。TPUの背圧は通常0.3~4MPaである。
射出圧力とは、スクリューの先端がTPUに加える圧力のことです。バレルからキャビティへのTPUの流動抵抗を克服し、溶融物の充填率を高め、溶融物を圧縮するために使用されます。TPUの流動抵抗と充填率は溶融粘度と密接な関係があり、溶融粘度はTPUの硬度と溶融温度に直接関係しています。
言い換えれば、"忖度 "である、 溶融粘度8 は温度と圧力、TPUの硬度と変形率によって決まる。せん断速度が高いほど、粘度は低くなる。せん断速度が変わらない場合、TPUの硬度が高いほど粘度は高くなります。
せん断速度が一定の場合、粘度は温度が上昇するにつれて低下するが、せん断速度が高い場合、粘度はせん断速度が低い場合ほど温度に影響されない。TPUの射出圧力は一般的に20~110MPaである。保持圧力は射出圧力の約半分であり、TPUを均一に可塑化させるためには、背圧は1.4MPa以下でなければならない。

時間
射出成形にかかる時間は成形サイクルと呼ばれる。成形サイクルには、金型に注入する時間、金型を保持する時間、金型を冷却する時間、その他の時間(金型を開く時間、金型から部品を取り出す時間、金型を閉じる時間など)が含まれます。
TPUの成形サイクルは通常、TPUの硬さ、部品の厚さ、部品の形状によって決まります。硬いTPUではサイクルは短く、厚い部品では長く、形状の多い部品では長くなります。成形サイクルは、金型の温度にも関係する。TPUの成形サイクルは通常20秒から60秒です。
射出速度
射出速度は主にTPU製品の構成によって決まる。端面が厚い製品は射出速度が低く、端面が薄い製品は射出速度が速くなります。
スクリュースピード
TPU製品を加工する場合、せん断速度を低くする必要があるので、スクリュー速度を低くする必要がある。TPUのスクリュー速度は一般的に20~80r/minで、20~40r/minが良い。
シャットダウン処理
TPUは高温に長時間さらされると劣化する可能性があるため、シャットダウン後はPS、PE、アクリル樹脂、ABSなどで洗浄する必要がある。シャットダウンが1時間を超える場合は、加熱をオフにする必要がある。

製品の後処理
TPUは、バレル内での可塑化ムラや金型キャビティ内での冷却速度の違いにより、結晶化、配向、収縮にムラが生じることが多い。その結果、製品に内部応力が発生し、これは肉厚の製品や金属インサートがある製品で顕著になります。
の製品 内部応力9 は、保管中や使用中に機械的特性が低下したり、表面に銀条が発生したり、さらには変形や亀裂が発生したりすることが多い。生産時にこれらの問題を解決する方法は、製品をアニールすることです。アニール温度はTPU製品の硬度によって異なります。
硬度の高い製品のアニール温度も高く、硬度の低い製品のアニール温度も低い。温度が高すぎると製品の反りや変形の原因となり、低すぎると内部応力を除去する目的を達成できない。
再生材料のリサイクル
TPUの加工工程では、ランナー、スプルー、規格外部品などの廃材をリサイクルして再利用することができる。試験結果から、100%のリサイクル材料は、新しい材料と混合することなく、機械的特性を著しく低下させることなく、十分に利用することができます。
しかし、物理的・機械的特性と射出条件を最良のレベルに維持するためには、再生材料の割合を25%から30%にすることが推奨される。
正しいTPU射出成形条件は、最終製品の欠陥を防ぐ。真
理想的な温度と圧力の設定を守ることで、材料の特性を維持し、反りや気泡などの欠陥を減らすことができる。
TPUの金型温度は、結果に影響を与えることなく、どのような温度でも使用できます。偽
不適切な金型温度は、表面仕上げの不良や構造上の問題を引き起こす可能性があり、特定の温度範囲の重要性が強調されている。
TPU素材の射出成形工程における注意点とは?
TPU素材の射出成形工程では、温度、射出速度、金型条件に細心の注意を払うことで、最適な製品品質と一貫性が保たれます。
TPU射出成形を成功させるためには、正確な温度を維持し、水分を最小限に抑え、射出速度を材料のニーズに合わせて調整することが重要です。
材料乾燥
TPUは吸湿しやすく加水分解しやすいため、TPU原料を十分に乾燥させないと、加工が困難になりやすい。射出成形品の表面には気泡や銀筋が入り、押出成形品の表面には凹凸、くすみ、発泡、発泡が見られる。
製造と製品品質の欠陥をゼロにするため、TPU原料は加工前に含水率0.05%未満まで完全に乾燥させることを推奨する。
カーボンパウダーまたはマスターバッチを染色に使用する場合は、TPU天然着色剤と十分に混合し、一緒に乾燥させなければならない。一般的に、TPUの乾燥には循環式空気乾燥機または除湿乾燥機を使用する。硬度にもよりますが、推奨乾燥温度は80~110℃、乾燥時間は約3時間です。
リサイクル材料加工
ノズル材料、洗濯機材料、または不良な最終製品は、粉砕して新しい材料と混合することができるが、使用する前に再度乾燥させなければならない。機械的な物理的要件によっては、リサイクル材料を射出成形工程で使用することはできません。
全原材料の30%以上。押し出されたリサイクル材料は、別々に処理されるか、新しい射出成形材料に加えられるべきである。また、リサイクル材はあまり長期間保管しないこと。ドライトップを使用する。リサイクルできない廃材は、焼却して熱を得ることができる。

射出速度と射出圧力の制御
射出の速度と圧力は、TPU素材がいかにうまく流れ、金型に充填されるかにとって重要です。速度と圧力が高すぎると、材料が壊れたり気泡ができたりします。速度と圧力が低すぎると、材料が金型にうまく充填されなかったり、製品の表面が粗くなったりします。ですから、材料と金型に適した速度と圧力を設定する必要があります。
金型温度のコントロール
金型温度は、TPU材料の結晶化と収縮にとって非常に重要です。適切な金型温度は、材料の結晶化を助け、製品の機械的特性と寸法安定性を向上させます。
しかし、金型温度が高すぎると、材料が過熱して分解したり、気泡が発生したりすることがある。金型温度が低すぎると、製品の表面にコールドフローマークや収縮マークが発生する可能性があります。そのため、最高の成形効果を得るためには、金型温度を正確にコントロールする必要があります。

過度の加熱と剪断を避ける
TPU素材は、射出成形するときに熱くなりすぎたり、せん断されすぎたりすることがあります。そうなると、素材がうまく機能しなくなったり、問題が生じたりする可能性がある。そのため、射出成形の際には、材料が熱くなりすぎず、せん断されすぎないように注意する必要があります。
クリーンな射出成形環境の維持
射出成形環境の清浄度は、TPU材料の射出成形品質にとって非常に重要である。不純物や油汚れがあると、金型表面に付着したり、材料に混入したりして、製品表面の欠陥や性能劣化の原因となります。
したがって、射出成形の環境を清潔に保ち、設備や金型を定期的に清掃し、メンテナンスする必要があります。
TPUの射出成形には、正確な温度管理が必要です。真
TPUの熱可塑性という性質は、材料の完全性を維持し、欠陥を防ぐために、一貫した温度調節を要求する。
すべてのTPU素材は同じ条件で成形できる。偽
TPUの配合が異なれば、望ましい結果を得るために、温度、速度、圧力にさまざまな設定が必要になる可能性があり、加工条件を調整する必要性が浮き彫りになる。
TPU射出成形のプロセスフローは?
TPU材料の射出成形は、柔軟で耐久性のある部品の生産を合理化し、自動車や消費者製品などの産業で広く利用されている。
TPU射出成形は、TPUペレットを溶かして、電話ケース、スポーツ用品、医療機器に理想的な柔軟で弾力性のある部品を形成します。主な工程には、材料の準備、金型の設計、冷却などがあります。

TPU材料の射出成形プロセスには、主に材料の準備、金型の設計、射出成形機の選択、射出成形プロセスのパラメータ設定、製品の後処理が含まれます。
材料の準備
tpuペレットの射出成形を始める前に、ペレットを準備する必要があります。これは、乾燥、予熱、混合を意味する。乾燥は、射出成形時に気泡や亀裂が入らないように、材料中の水分を取り除きます。予熱は材料の流れを良くし、金型への充填を助ける。混合は、すべての材料が同じであることを確認し、より良い製品を作ります。
金型設計
金型設計は射出成形プロセスにおける重要なリンクである。金型の構造、サイズ、精度は製品の成形品質と生産効率に直接影響します。
TPU材料の射出成形金型を設計する際、材料の流動性、収縮性、製品の脱型性などの要素を考慮する必要がある。合理的な金型設計は、製品の不良率を効果的に低減し、生産効率を向上させることができます。

射出成形機の選択
適切な射出成形機を選ぶことは、TPU材料の射出成形プロセスの安定性と製品の品質を確保するための鍵となります。射出成形機を選ぶ際には、材料の特性、製品のサイズや複雑さ、生産効率などの要素を考慮する必要があります。
射出成形機の射出圧力、射出速度、温度、その他のパラメータがTPU材料の射出成形要件を満たすことができることを確認してください。
射出成形プロセスパラメータ設定
射出成形プロセスのパラメーターを設定することは、TPU材料の射出成形の品質を確保するために非常に重要である。これらのパラメータには、射出圧力、射出速度、保持時間、金型温度などが含まれます。

工程パラメータを適切に設定することで、射出成形工程でTPU材料が流れ、金型に完全に充填され、気泡や収縮孔のような欠陥が発生しないようにすることができます。さらに、TPU素材の特性や製品要件に基づいて、最良の成形効果を得るためにプロセスパラメーターを調整する必要があるかもしれません。
製品の後処理
射出成形後、TPU製品は内部応力を除去し、寸法安定性を向上させ、表面品質を改善するために後加工が必要である。一般的な後加工方法には、熱処理、冷却、表面処理などがある。
熱処理は、射出成形時に製品に発生する内部応力を除去し、寸法安定性を向上させます。冷却は、製品を素早く成形し、変形を抑えるのに役立ちます。表面処理は、製品の外観と性能を向上させます。
TPU射出成形は、耐久性と柔軟性に優れた製品を生み出します。真
TPUのユニークな特性は、弾性と弾力性を必要とする部品の製造に理想的です。
TPUは射出成形におけるTPEと同じである。偽
TPUとTPEは柔軟性という点では共通していますが、組成や性能特性が異なる別個の素材です。
TPU素材の射出成形プロセスにおける欠陥とは?
TPU射出成形における欠陥を理解することは、最終製品の品質と性能を向上させるために極めて重要である。
一般的なTPU射出成形の欠陥には、反り、不完全充填、焼け跡、ヒケなどがあり、不適切な温度、射出速度、金型設計に起因することが多く、製品の耐久性や外観に影響を与えます。

製品にひび割れがある
ひび割れはTPU製品にとって大敵で、たいていは製品の表面にヘアライン状のひび割れとして現れる。製品に鋭いエッジやコーナーがある場合、この部分にクラックが入ることが多く、製品にとって非常に危険です。製造工程でひび割れが発生する主な原因は、脱型の難しさ、過充填、金型温度の低さ、製品構造の欠陥などです。
脱型不良によるクラックを避けるためには、金型キャビティに十分な脱型勾配を持たせ、エジェクターピンの大きさ、位置、形状を適切にする必要があります。エジェクションの際、製品の各部分の脱型抵抗が均一であること。
過充填は、金型にプラスチックを注入する量が多すぎる場合に起こります。射出圧力が高すぎたり、材料が計量されすぎたりすることが原因です。金型にプラスチックを入れすぎると、部品に内部応力がかかりすぎて、金型から取り出そうとしたときに割れてしまいます。

金型に過剰に充填すると、金型部品へのストレスも大きくなり、金型から部品を取り出すのが難しくなり、部品にひびが入る(あるいは割れる)。このようなことが起こったら、射出圧力を下げて過充填を止める必要があります。
過充填による内部応力は通常、ゲート部分に留まる。ゲート付近は脆く、特に直接ゲート付近は内部応力のために破断する。
製品の表面光沢が悪い
TPU製品の表面が本来の光沢を失い、くすんだりぼやけたりすることを表面光沢不良と呼ぶ。
表面光沢が悪いのは、通常、金型表面の研磨が不十分なためである。金型キャビティの表面状態が良い場合は、材料と金型温度を上げることで製品の表面光沢を向上させることができる。また、非可溶剤の使用量が多すぎたり、油性の非可溶剤を使用したりすると、表面光沢が悪くなることがあります。
さらに、素材が吸湿したり、揮発性物質や異物が混入したりすると、表面の光沢が悪くなる。そのため、金型や素材に関する要素には注意が必要である。
製品にバリがある
TPU製品にはよくバリが発生する。金型キャビティ内の原料の圧力が大きすぎると、発生するパーティング力がクランプ力より大きくなり、金型が開かざるを得なくなり、原料がオーバーフローしてバリが発生する。

バリが発生する原因は、原料の問題、射出成形機の問題、調整不良、金型自体の問題など様々です。したがって、バリの原因を特定する際には、簡単なものから難しいものへと進めていく。
原料が十分に乾燥されているか、異物が混入していないか、異なる種類の原料が混ざっていないか、原料の粘度の影響をチェックする。
射出成形機の圧力制御システムを正しく調整し、射出速度の調整は、使用されるクランプ力と調整する必要があり、金型の特定の部品が摩耗しているかどうか、排気孔がふさがれているかどうか、流路の設計が合理的であるかどうか。
射出成形機のテンプレート間の平行度にずれがないか、テンプレートのタイロッド力の分布が均一か、スクリューチェックリングとメルトバレルが摩耗していないか。

製品の充填不足
溶けた材料が金型の隅々まで流れないことを充填不足という。成形条件が合わない、金型の設計や作りが悪い、製品に厚い部分と薄い部分があるなど、原因はさまざま。
これを解決するには、材料や金型の温度を上げたり、射出圧力や射出速度を上げたりして、材料の流れを良くします。また、ランナーや流路を大きくしたり、ゲートの位置や大きさ、数を変えたりして、材料の流れを良くすることもできます。また、金型に穴をあけて空気を抜くこともできます。
製品のゆがみと変形
TPU射出成形品の反りや変形の原因は、冷却・成形時間が短すぎること、金型温度が高すぎて不均一であること、流路システムが非対称であることにある。
そのため、金型を設計する際には、同じプラスチック部品の厚みの差が大きくなりすぎないようにし、過度な鋭角を避け、バッファゾーンが短すぎて厚みの変化が大きくならないようにし、さらに、適切なエジェクターの数を設定し、合理的なキャビティ冷却流路を設計することに注意してください。
反りはTPU射出成形の一般的な欠陥である。真
反りは、冷却速度が不均一であるために内部応力が発生し、成形品に歪みが生じる。
TPU成形では、ヒケは外観上の問題に過ぎない。偽
シンクマークは構造的な弱点の可能性を示し、最終製品の外観と完全性の両方に影響を与える。
結論
TPU素材の射出成形工程は複雑で繊細な技術であり、素材特性など複数の要素を総合的に考慮する必要がある、 金型設計10射出成形機の選定、工程パラメータの設定。
射出成形工程における重要なリンクと技術ポイントを正確にコントロールすることで、高品質・高精度のTPU製品を生産することができる。今後、TPU材料の性能の継続的な向上と射出成形技術の継続的な革新により、TPU材料の射出成形技術はより多くの分野で広く使用され、関連産業の持続可能な発展を促進すると確信しています。
-
さまざまな産業におけるTPUの多彩な用途と利点を理解するために、このリンクをご覧ください。 ↩
-
TPU素材のユニークな特性やさまざまな産業での用途など、その利点を探る。 ↩
-
TPUの耐油性が他の素材よりも優れており、要求の厳しい用途に理想的であることをご覧ください。 ↩
-
TPUの驚異的な引張強度と、天然ゴムや合成ゴムとの比較をご覧ください。 ↩
-
バレル温度は、TPUの可塑化と流動において重要な役割を果たします。この資料で、成形プロセスへの影響をご確認ください。 ↩
-
金型温度を理解することは、TPU製品で最適な性能と品質を達成するために非常に重要です。詳しくはこちらをご覧ください。 ↩
-
射出圧力は、TPU製品の流動抵抗を克服し、品質を確保するための鍵です。成形プロセスにおける射出圧力の重要性について、詳しくはこちらをご覧ください。 ↩
-
溶融粘度に影響する要因を理解することで、TPUの加工効率と製品品質を高めることができます。 ↩
-
TPUの内部応力について学ぶことは、製品の耐久性と性能の向上につながり、品質保証にとって極めて重要である。 ↩
-
射出成形金型設計とは射出成形金型設計は、特定の仕様に合わせて金型を製造するプロセスを含みます。 ↩






