 Vai al contenuto
Vai al contenuto 


Il processo di stampaggio a iniezione del materiale TPU è essenziale per la produzione di prodotti flessibili e durevoli, ampiamente utilizzati in vari settori.
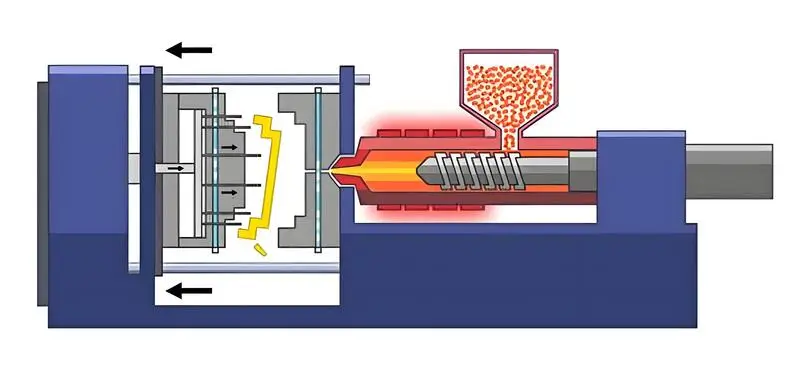
Lo stampaggio a iniezione del TPU riscalda e inietta i pellet di TPU negli stampi per creare parti flessibili e resilienti, comunemente utilizzate nel settore calzaturiero, automobilistico ed elettronico.
Questa breve panoramica illustra le fasi principali dello stampaggio a iniezione del TPU, ma la padronanza delle sfumature del processo può migliorare significativamente le prestazioni del prodotto e l'efficienza della produzione. Approfondite l'argomento per scoprire come un'accurata progettazione dello stampo e l'ottimizzazione del processo possano migliorare i vostri risultati.
I materiali in TPU sono sempre biodegradabili.Falso
La maggior parte dei materiali TPU non è biodegradabile, anche se sono disponibili alcune varianti ecologiche.
Lo stampaggio a iniezione del TPU è meno efficiente di altri metodi.Falso
Lo stampaggio a iniezione del TPU può essere molto efficiente e viene spesso scelto per la sua capacità di produrre pezzi dettagliati e durevoli.
Che cos'è il materiale TPU?
Il TPU, o poliuretano termoplastico, è un materiale versatile noto per la sua eccellente elasticità, trasparenza e resistenza all'olio e all'abrasione, ampiamente utilizzato in una varietà di applicazioni.
Il materiale TPU, apprezzato per la sua flessibilità, durata e resistenza all'abrasione e agli agenti chimici, viene utilizzato nelle calzature, negli interni delle automobili e nelle custodie dei telefoni per combinare l'elasticità simile alla gomma con la resistenza della plastica.

TPU sta per gomma elastomero poliuretano termoplastico1. Non è un tessuto nel senso tradizionale del termine, né tantomeno una pelle. Il TPU supera molte delle carenze del PVC, della pelle PU e del rivestimento PU e ha fatto grandi progressi nell'applicazione di tessuti impermeabili e traspiranti.
TPU2 non solo possiede la maggior parte delle caratteristiche della gomma e delle plastiche ordinarie, ma ha anche eccellenti proprietà fisiche e chimiche complete. Si tratta di un nuovo tipo di materiale polimerico ecologico tra la gomma e la plastica. Ha sia la morbidezza della gomma che la durezza della plastica dura.
Il TPU è flessibile e resistente.Vero
L'esclusiva composizione del TPU gli consente di mantenere la flessibilità e al tempo stesso di offrire forza e resistenza all'usura, rendendolo ideale per diverse applicazioni.
Il TPU viene utilizzato solo nell'abbigliamento e nelle calzature.Falso
Il TPU è popolare nell'abbigliamento e nelle calzature, ma le sue applicazioni si estendono all'industria automobilistica, medica ed elettronica grazie alle sue proprietà di adattamento.
Quali sono le caratteristiche di base dei materiali TPU?
I materiali TPU sono rinomati per la loro versatilità e offrono una combinazione unica di flessibilità, durata e resistenza, servendo settori che vanno dalle calzature all'automotive.
I materiali TPU offrono un'elevata elasticità, un'eccellente resistenza all'abrasione e una flessibilità a tutte le temperature, che li rende ideali per calzature, dispositivi medici e parti di automobili in ambienti difficili.

Ampia gamma di durezza
Cambiando il rapporto di ciascun componente di reazione del TPU, si possono ottenere prodotti di durezza diversa e, con l'aumento della durezza, i prodotti mantengono comunque una buona elasticità e resistenza all'usura.La rigidità del TPU può essere misurata dal modulo elastico.
Il modulo elastico della gomma è solitamente di 1~10Mpa, quello del TPU di 10~1000Mpa e quello di materie plastiche come nylon, ABS, PC, POM, ecc. di 1000~10000Mpa. La gamma di durezza del TPU è piuttosto ampia, da Shore A 60 a Shore D 85, e presenta un'elevata elasticità nell'intera gamma di durezza.
Eccezionale resistenza al freddo
Il TPU ha una bassa temperatura di transizione vetrosa e rimane elastico e flessibile anche a meno 35 gradi. È flessibile in un ampio intervallo di temperature, da -40 a 120 gradi Celsius, senza bisogno di plastificanti.
Resistente all'olio, all'acqua, agli agenti chimici e alla muffa.
Il TPU resiste bene agli oli (oli minerali, oli animali e vegetali e lubrificanti) e a molti solventi. Il TPU resistenza all'olio3 è migliore della gomma nitrilica e ha un'eccellente resistenza all'olio.
Il suo valore di usura Taber è di 0,5-0,35 mg, il più basso tra le materie plastiche. Con l'aggiunta di MoS2, olio di silicone, grafite, ecc. è possibile ridurre il coefficiente di attrito e migliorare la resistenza all'usura.
Resistenza alla trazione e allungamento: Il TPU ha una resistenza alla trazione4 che è 2-3 volte quella della gomma naturale e della gomma sintetica. La resistenza alla trazione del TPU poliestere è di quasi 60MPa e l'allungamento è di quasi 410%. La resistenza alla trazione del TPU polietere è di 50MPa e l'allungamento è >30%.
I materiali TPU migliorano la durata del prodotto in ambienti difficili.Vero
La resistenza del TPU all'abrasione e agli agenti chimici lo rende adatto all'uso in condizioni difficili.
I materiali in TPU sono adatti solo per le calzature.Falso
Sebbene siano ampiamente utilizzati nelle calzature, i materiali TPU sono ideali anche per le applicazioni automobilistiche, mediche e industriali, grazie alla loro versatilità e resilienza.
Quali sono le condizioni di processo per il processo di stampaggio a iniezione del Tpu?
Lo stampaggio a iniezione del poliuretano termoplastico (TPU) richiede un controllo preciso delle condizioni di processo per garantire l'integrità del materiale e la qualità del prodotto.
Lo stampaggio a iniezione ottimale del TPU richiede una temperatura di fusione di 200-220°C, una temperatura dello stampo di 20-50°C e impostazioni precise della pressione per un flusso costante, fondamentale per le applicazioni nelle calzature e nei componenti automobilistici.

Temperatura
Le temperature da controllare nel processo di stampaggio del TPU sono le seguenti temperatura del barile5, temperatura dell'ugello e temperatura dello stampo6. Le prime due temperature influenzano principalmente la plastificazione e il flusso del TPU, mentre l'ultima temperatura influisce sul flusso e sul raffreddamento del TPU.
-
Temperatura della canna:La scelta della temperatura della canna è legata alla durezza del TPU. Il TPU con elevata durezza ha un'alta temperatura di fusione e un'alta temperatura massima alla fine della canna. L'intervallo di temperatura del cilindro utilizzato per la lavorazione del TPU è di 177~232℃. La distribuzione della temperatura del cilindro è generalmente da un lato della tramoggia (estremità posteriore) all'ugello (estremità anteriore) e aumenta gradualmente, in modo che la temperatura del TPU aumenti costantemente per raggiungere lo scopo della plastificazione uniforme.
-
Temperatura dell'ugello:La temperatura dell'ugello è di solito leggermente inferiore alla temperatura massima della canna per evitare che il materiale fuso esca dall'ugello passante. Se si utilizza un ugello autobloccante per evitare la fuoriuscita di materiale, anche la temperatura dell'ugello può essere controllata entro l'intervallo di temperatura massima della canna.

- StampoTemperatura:La temperatura dello stampo è molto importante per le prestazioni intrinseche e la qualità estetica dei prodotti in TPU. È determinata da molti fattori, come la cristallinità del TPU e le dimensioni del prodotto. La temperatura dello stampo è solitamente controllata da un mezzo di raffreddamento a temperatura costante, come l'acqua. Il TPU ha un'elevata durezza, un'elevata cristallinità e un'elevata temperatura di stampo. Ad esempio, Texin, durezza 480A, temperatura di stampo 20~30℃; durezza 591A, temperatura di stampo 30~50℃; durezza 355D, temperatura di stampo 40~65℃. La temperatura di stampo dei prodotti in TPU è generalmente di 10~60℃. Quando la temperatura di stampo è bassa, la massa fusa si congela prematuramente e produce linee di flusso, il che non favorisce la crescita di sferuliti, con conseguente bassa cristallinità del prodotto e un processo di cristallizzazione tardivo, che provoca il post-ritiro e cambiamenti nelle prestazioni del prodotto.
Pressione
La pressione nel processo di stampaggio a iniezione comprende la pressione di plastificazione (contropressione) e pressione di iniezione7. Quando la vite si ritira, la pressione sulla colata superiore è la contropressione, regolata dalla valvola di troppopieno.

Aumentando la contropressione si aumenta la temperatura di fusione, si riduce la velocità di plastificazione, si rende uniforme la temperatura di fusione, si mescolano uniformemente i coloranti e si scarica il gas di fusione, ma si allunga il ciclo di stampaggio. La contropressione del TPU è solitamente di 0,3~4MPa.
La pressione di iniezione è la pressione applicata dalla parte superiore della vite al TPU. Serve a superare la resistenza al flusso del TPU dal cilindro alla cavità, ad aumentare la velocità di riempimento della colata e a compattare la colata. La resistenza al flusso del TPU e la velocità di riempimento sono strettamente correlate alla viscosità della colata, e la viscosità della colata è direttamente correlata alla durezza del TPU e alla temperatura della colata.
In altre parole, viscosità della fusione8 è determinata dalla temperatura e dalla pressione, nonché dalla durezza del TPU e dalla velocità di deformazione. Maggiore è la velocità di taglio, minore è la viscosità. Quando la velocità di taglio rimane invariata, maggiore è la durezza del TPU, maggiore è la viscosità.
Quando la velocità di taglio è costante, la viscosità diminuisce all'aumentare della temperatura, ma ad alte velocità di taglio la viscosità non è influenzata dalla temperatura come lo è invece a basse velocità di taglio. La pressione di iniezione del TPU è generalmente di 20~110MPa. La pressione di mantenimento è circa la metà della pressione di iniezione e la contropressione deve essere inferiore a 1,4MPa per rendere il TPU plastificato in modo uniforme.

Tempo
Il tempo necessario per effettuare un'iniezione è chiamato ciclo di stampaggio. Il ciclo di stampaggio comprende il tempo necessario per riempire lo stampo, il tempo necessario per mantenere lo stampo, il tempo necessario per raffreddare lo stampo e altri tempi (come il tempo necessario per aprire lo stampo, estrarre il pezzo dallo stampo e chiudere lo stampo), che incidono sulla quantità di lavoro che è possibile svolgere e sull'utilizzo delle attrezzature.
Il ciclo di stampaggio del TPU è solitamente determinato dalla durezza del TPU, dallo spessore e dalla forma del pezzo. Il ciclo è breve per il TPU duro, lungo per i pezzi spessi e lungo per i pezzi con molte forme. Il ciclo di stampaggio è anche legato alla temperatura dello stampo. Il ciclo di stampaggio del TPU è solitamente compreso tra 20 e 60 secondi.
Velocità di iniezione
La velocità di iniezione è determinata principalmente dalla configurazione dei prodotti in TPU. I prodotti con facce spesse richiedono velocità di iniezione più basse, mentre quelli con facce sottili richiedono velocità di iniezione più elevate.
Velocità della vite
Quando si lavorano prodotti in TPU, è necessario utilizzare una bassa velocità di taglio, quindi una velocità della vite inferiore. La velocità della vite del TPU è generalmente di 20~80r/min, meglio se 20~40r/min.
Trattamento di spegnimento
Poiché il TPU può degradarsi dopo essere stato esposto a lungo ad alte temperature, dopo lo spegnimento deve essere pulito con PS, PE, plastica acrilica o ABS; se lo spegnimento supera 1 ora, il riscaldamento deve essere spento.

Post-elaborazione del prodotto
Il TPU presenta spesso cristallizzazioni, orientamenti e ritiri non uniformi, dovuti a una plastificazione non uniforme nel cilindro o a diverse velocità di raffreddamento nella cavità dello stampo. Ciò comporta tensioni interne al prodotto, più evidenti nei prodotti a parete spessa o con inserti metallici.
Prodotti con stress interno9 spesso subiscono una diminuzione delle proprietà meccaniche durante lo stoccaggio e l'uso, striature argentate sulla superficie e persino deformazioni e fessurazioni. Il modo per risolvere questi problemi in produzione è la ricottura del prodotto. La temperatura di ricottura dipende dalla durezza del prodotto in TPU.
La temperatura di ricottura dei prodotti di elevata durezza è anch'essa elevata, mentre la temperatura di ricottura dei prodotti di bassa durezza è anch'essa bassa. Una temperatura troppo elevata può causare la deformazione del prodotto, mentre una temperatura troppo bassa non può raggiungere lo scopo di eliminare le tensioni interne.
Riciclaggio dei materiali riciclati
Nel processo di lavorazione del TPU, i materiali di scarto come canali, materozze e parti non specifiche possono essere riciclati e riutilizzati. Dai risultati dei test, i materiali riciclati del 100% senza miscelazione con i nuovi materiali non riducono in modo significativo le proprietà meccaniche e possono essere pienamente utilizzati.
Tuttavia, per mantenere le proprietà fisiche e meccaniche e le condizioni di iniezione al livello migliore, si raccomanda che la percentuale di materiali riciclati sia compresa tra 25% e 30%.
Le corrette condizioni di stampaggio a iniezione del TPU prevengono i difetti nei prodotti finali.Vero
Rispettando le impostazioni ideali di temperatura e pressione, si mantengono le proprietà del materiale e si riducono difetti come deformazioni e bolle.
È possibile utilizzare qualsiasi temperatura di stampo per il TPU senza influenzare il risultato.Falso
Temperature di stampo non corrette possono portare a una cattiva finitura superficiale e a problemi strutturali, sottolineando l'importanza di intervalli di temperatura specifici.
Quali sono le precauzioni nel processo di stampaggio a iniezione dei materiali TPU?
Nel processo di stampaggio a iniezione dei materiali TPU, l'attenzione alla temperatura, alla velocità di iniezione e alle condizioni dello stampo garantisce una qualità e una consistenza ottimali del prodotto.
Per uno stampaggio a iniezione del TPU di successo, è necessario mantenere una temperatura precisa, ridurre al minimo l'umidità e regolare la velocità di iniezione in base alle esigenze del materiale, prevenendo i difetti e garantendo risultati di alta qualità in diversi settori.
Essiccazione del materiale
Poiché il TPU assorbe facilmente l'umidità ed è facile da idrolizzare, se le materie prime in TPU non vengono asciugate accuratamente, è facile che si verifichino difficoltà di lavorazione. La superficie del prodotto stampato a iniezione presenterà bolle o striature argentate, mentre la superficie del prodotto estruso presenterà disomogeneità, opacità, schiuma e schiume.
Per garantire l'assenza di difetti nella produzione e la qualità del prodotto, si raccomanda che le materie prime TPU siano completamente essiccate fino a un contenuto di umidità inferiore a 0,05% prima della lavorazione.
Se la polvere di carbonio o il masterbatch vengono utilizzati per la tintura, devono essere completamente miscelati con il colorante naturale del TPU ed essiccati insieme. In genere, per asciugare il TPU si utilizza un essiccatore a circolazione d'aria o un essiccatore a deumidificazione. A seconda della durezza, la temperatura di essiccazione consigliata è di 80-110℃ e il tempo di essiccazione è di circa 3 ore.
Trattamento dei materiali riciclati
I materiali degli ugelli, i materiali delle lavatrici o i prodotti finali scadenti possono essere frantumati e mescolati con nuovi materiali, ma devono essere nuovamente essiccati prima dell'uso. Per alcuni requisiti fisici meccanici, i materiali riciclati non possono essere utilizzati nei processi di stampaggio a iniezione.
Più di 30% di tutte le materie prime. I materiali riciclati estrusi devono essere lavorati separatamente o aggiunti a nuovi materiali per lo stampaggio a iniezione. Inoltre, i materiali riciclati non devono essere conservati troppo a lungo. Utilizzare piani asciutti. I materiali di scarto che non possono essere riciclati possono essere inceneriti per ottenere calore.

Controllo della velocità e della pressione di iniezione
La velocità e la pressione dell'iniezione sono importanti per la fluidità del materiale TPU e il suo riempimento dello stampo. Se la velocità e la pressione sono troppo elevate, il materiale può rompersi o formare bolle. Se la velocità e la pressione sono troppo basse, il materiale non riempirà bene lo stampo o il prodotto avrà una superficie ruvida. È quindi necessario impostare la velocità e la pressione in base al materiale e allo stampo.
Controllo della temperatura dello stampo
La temperatura dello stampo è molto importante per la cristallinità e il ritiro del materiale TPU. La giusta temperatura dello stampo può aiutare il materiale a cristallizzare e a migliorare le proprietà meccaniche e la stabilità dimensionale del prodotto.
Ma se la temperatura dello stampo è troppo alta, il materiale può surriscaldarsi e decomporsi o formare bolle. Se la temperatura dello stampo è troppo bassa, può causare segni di scorrimento a freddo o di ritiro sulla superficie del prodotto. È quindi necessario controllare accuratamente la temperatura dello stampo per ottenere il miglior effetto di stampaggio.

Evitare il riscaldamento e la tosatura eccessivi
I materiali TPU possono surriscaldarsi e subire un taglio eccessivo durante lo stampaggio a iniezione. Questo può far sì che il materiale non funzioni bene o che abbia dei problemi. Pertanto, è necessario assicurarsi di non surriscaldare il materiale e di non tagliarlo troppo durante lo stampaggio a iniezione, per evitare di rovinarlo.
Mantenere un ambiente pulito per lo stampaggio a iniezione
La pulizia dell'ambiente di stampaggio a iniezione è molto importante per la qualità dello stampaggio a iniezione dei materiali TPU. Se ci sono impurità e macchie d'olio, possono attaccarsi alla superficie dello stampo o mescolarsi al materiale, causando difetti sulla superficie del prodotto o un degrado delle prestazioni.
Pertanto, è necessario mantenere pulito l'ambiente di stampaggio a iniezione e provvedere regolarmente alla pulizia e alla manutenzione delle attrezzature e degli stampi.
Lo stampaggio a iniezione del TPU richiede una gestione precisa della temperatura.Vero
La natura termoplastica del TPU richiede una regolazione costante della temperatura per mantenere l'integrità del materiale e prevenire i difetti.
Tutti i materiali TPU possono essere stampati nelle stesse condizioni.Falso
Le diverse formulazioni di TPU possono richiedere impostazioni diverse di temperatura, velocità e pressione per ottenere i risultati desiderati, evidenziando la necessità di condizioni di lavorazione personalizzate.
Qual è il flusso di processo dello stampaggio a iniezione del materiale TPU?
Lo stampaggio a iniezione del materiale TPU ottimizza la produzione di componenti flessibili e durevoli, ampiamente utilizzati in settori come quello automobilistico e dei prodotti di consumo.
Lo stampaggio a iniezione del TPU fonde i pellet di TPU per formare parti flessibili e resilienti ideali per custodie di telefoni, attrezzature sportive e dispositivi medici. Le fasi principali comprendono la preparazione del materiale, la progettazione dello stampo e il raffreddamento.

Il processo di stampaggio a iniezione del materiale TPU comprende principalmente la preparazione del materiale, la progettazione dello stampo, la selezione della macchina per lo stampaggio a iniezione, l'impostazione dei parametri del processo di stampaggio a iniezione e la post-elaborazione del prodotto.
Preparazione del materiale
Prima di iniziare lo stampaggio a iniezione dei pellet di tpu, è necessario prepararli. Ciò significa asciugarli, preriscaldarli e mescolarli. L'essiccazione elimina l'umidità presente nel materiale per evitare bolle o crepe durante lo stampaggio a iniezione. Il preriscaldamento migliora la fluidità del materiale e lo aiuta a riempire lo stampo. La miscelazione assicura che tutto il materiale sia uguale e rende il prodotto migliore.
Progettazione di stampi
La progettazione dello stampo è un anello fondamentale nel processo di stampaggio a iniezione. La struttura, le dimensioni e la precisione dello stampo influiscono direttamente sulla qualità dello stampaggio e sull'efficienza produttiva del prodotto.
Quando si progetta uno stampo a iniezione per materiale TPU, è necessario considerare fattori quali la fluidità del materiale, il ritiro e lo stampaggio del prodotto. Una progettazione ragionevole dello stampo può ridurre efficacemente il tasso di difettosità del prodotto e migliorare l'efficienza produttiva.

Selezione della macchina per lo stampaggio a iniezione
La scelta della giusta macchina per lo stampaggio a iniezione è fondamentale per garantire la stabilità del processo di stampaggio a iniezione del materiale TPU e la qualità del prodotto. Quando si sceglie una macchina per lo stampaggio a iniezione, è necessario considerare fattori quali le caratteristiche del materiale, le dimensioni e la complessità del prodotto e l'efficienza della produzione.
Assicurarsi che la pressione di iniezione, la velocità di iniezione, la temperatura e altri parametri della macchina di stampaggio a iniezione possano soddisfare i requisiti di stampaggio a iniezione dei materiali TPU.
Impostazione dei parametri del processo di stampaggio a iniezione
L'impostazione dei parametri del processo di stampaggio a iniezione è fondamentale per garantire la qualità dello stampaggio a iniezione del materiale TPU. Questi parametri comprendono la pressione di iniezione, la velocità di iniezione, il tempo di mantenimento, la temperatura dello stampo e così via.

Impostando correttamente i parametri di processo, è possibile assicurarsi che il materiale TPU fluisca e riempia completamente lo stampo durante il processo di stampaggio a iniezione, evitando difetti come bolle e fori da ritiro. Inoltre, potrebbe essere necessario regolare i parametri di processo per ottenere il miglior effetto di stampaggio in base alle caratteristiche del materiale TPU e ai requisiti del prodotto.
Post-elaborazione del prodotto
Dopo lo stampaggio a iniezione, i prodotti in TPU devono essere sottoposti a post-trattamento per eliminare le tensioni interne, migliorare la stabilità dimensionale e la qualità della superficie. I metodi comuni di post-lavorazione includono il trattamento termico, il raffreddamento e il trattamento superficiale.
Il trattamento termico può eliminare le tensioni interne generate dal prodotto durante il processo di stampaggio a iniezione e migliorarne la stabilità dimensionale. Il raffreddamento aiuta il prodotto a modellarsi rapidamente e a ridurre le deformazioni. Il trattamento superficiale può migliorare l'aspetto e le prestazioni del prodotto.
Lo stampaggio a iniezione del TPU consente di ottenere prodotti durevoli e flessibili.Vero
Le proprietà uniche del TPU lo rendono ideale per la produzione di parti che richiedono elasticità e resilienza.
Il TPU è uguale al TPE nello stampaggio a iniezione.Falso
Sebbene il TPU e il TPE siano simili per quanto riguarda la flessibilità, si tratta di materiali distinti con composizioni e caratteristiche prestazionali diverse.
Quali sono i difetti del processo di stampaggio a iniezione dei materiali TPU?
La comprensione dei difetti nello stampaggio a iniezione del TPU è fondamentale per migliorare la qualità e le prestazioni del prodotto finale.
I difetti più comuni nello stampaggio a iniezione del TPU includono deformazioni, riempimento incompleto, bruciature e macchie, spesso causate da temperatura, velocità di iniezione o design dello stampo non corretti, che incidono sulla durata e sull'aspetto del prodotto.

Il prodotto presenta crepe
Le crepe sono un vero e proprio killer per i prodotti in TPU e di solito si manifestano come fessure sulla superficie del prodotto. Quando il prodotto presenta spigoli e angoli vivi, spesso si incrina in questa parte, il che è molto pericoloso per il prodotto. Le ragioni principali delle cricche nel processo di produzione sono le difficoltà di sformatura, il riempimento eccessivo, la bassa temperatura dello stampo e i difetti nella struttura del prodotto.
Per evitare cricche causate da un cattivo stampaggio, la cavità dello stampo deve avere una pendenza di stampaggio sufficiente e le dimensioni, la posizione e la forma del perno di espulsione devono essere adeguate. Durante l'espulsione, la resistenza allo stampaggio di ogni parte del prodotto deve essere uniforme.
Il riempimento eccessivo si verifica quando si spara troppa plastica nello stampo. Ciò può essere causato da un'eccessiva pressione di iniezione o da un'eccessiva quantità di materiale dosato. Quando si riempie troppo lo stampo, il pezzo subisce uno stress interno eccessivo e si rompe quando si cerca di farlo uscire dallo stampo.

Quando si riempie eccessivamente lo stampo, si sottopongono a maggiori sollecitazioni i componenti dello stampo, rendendo più difficile l'uscita del pezzo dallo stampo e provocando la rottura (o addirittura la frattura) del pezzo. Quando si verifica questo fenomeno, è necessario ridurre la pressione di iniezione per arrestare il riempimento eccessivo.
La sollecitazione interna dovuta al riempimento eccessivo di solito rimane nell'area della porta. L'area vicina al cancello è fragile, in particolare l'area del cancello diretto, e si romperà a causa delle sollecitazioni interne.
Scarsa lucentezza superficiale dei prodotti
Quando la superficie dei prodotti in TPU perde la sua lucentezza originale e diventa opaca o sfocata, si parla di scarsa lucentezza superficiale.
La scarsa brillantezza superficiale è solitamente causata da una lucidatura inadeguata della superficie dello stampo. Quando le condizioni superficiali della cavità dello stampo sono buone, l'aumento della temperatura del materiale e dello stampo può migliorare la lucentezza superficiale del prodotto. Anche l'uso di una quantità eccessiva di agente non fusibile o di un agente non fusibile oleoso può causare una scarsa lucentezza superficiale.
Inoltre, se il materiale assorbe umidità o è contaminato da sostanze volatili o da sostanze estranee, può causare una scarsa brillantezza della superficie. Pertanto, è necessario prestare attenzione ai fattori legati allo stampo e ai materiali.
Il prodotto presenta bave
I prodotti in TPU presentano spesso bave. Quando la pressione della materia prima nella cavità dello stampo è troppo elevata, la forza di separazione generata è superiore alla forza di serraggio, costringendo lo stampo ad aprirsi e causando la fuoriuscita della materia prima e la formazione di bave.

Le cause delle bave possono essere molteplici: problemi con le materie prime, problemi con la macchina per lo stampaggio a iniezione, regolazioni errate o addirittura lo stampo stesso. Pertanto, nel determinare la causa delle bave, si procede dal facile al difficile.
Controllare se le materie prime sono accuratamente essiccate, se ci sono oggetti estranei mescolati, se sono mescolati diversi tipi di materie prime e l'influenza della viscosità delle materie prime.
regolare correttamente il sistema di controllo della pressione della pressa ad iniezione e la regolazione della velocità di iniezione deve essere coordinata con la forza di chiusura utilizzata; verificare se alcune parti dello stampo sono usurate, se i fori di scarico sono bloccati e se il design del canale di flusso è ragionevole.
se c'è una deviazione nel parallelismo tra le sagome della macchina di stampaggio a iniezione, se la distribuzione della forza del tirante della sagoma è uniforme e se l'anello di controllo della vite e il cilindro di fusione sono usurati.

Riempimento insufficiente dei prodotti
Quando il materiale fuso non scorre in tutti gli angoli dello stampo, si parla di riempimento insufficiente. I motivi possono essere diversi: le condizioni di stampaggio non sono corrette, lo stampo non è stato progettato o realizzato bene, il prodotto ha parti spesse e parti sottili, e così via.
Per risolvere questo problema, è possibile aumentare la temperatura del materiale e dello stampo, aumentare la pressione e la velocità di iniezione e migliorare il flusso del materiale. Si può anche ingrandire il canale di scorrimento o di flusso o modificare la posizione, la dimensione o il numero dei gate per migliorare il flusso del materiale. Si possono anche praticare dei fori nello stampo per far uscire l'aria.
Deformazione del prodotto
Le ragioni della deformazione dei prodotti stampati a iniezione in TPU sono un tempo di raffreddamento e di formatura troppo breve, una temperatura dello stampo troppo elevata e non uniforme e un sistema di canali di flusso asimmetrico.
Pertanto, quando si progetta lo stampo, cercare di evitare una differenza di spessore troppo grande nella stessa parte in plastica; evitare angoli troppo acuti; evitare una zona cuscinetto troppo corta, in modo che i giri di spessore differiscano notevolmente; inoltre, prestare attenzione a impostare il numero appropriato di eiettori e progettare un canale di flusso di raffreddamento della cavità ragionevole.
La deformazione è un difetto comune nello stampaggio a iniezione del TPU.Vero
Le deformazioni si verificano a causa di velocità di raffreddamento non uniformi che provocano tensioni interne, con conseguente distorsione dei pezzi stampati.
I segni di affondamento sono solo un problema estetico nello stampaggio del TPU.Falso
I segni di affondamento indicano potenziali debolezze strutturali, che influiscono sia sull'aspetto che sull'integrità del prodotto finale.
Conclusione
Il processo di stampaggio a iniezione dei materiali TPU è una tecnologia complessa e delicata che richiede una considerazione completa di molteplici fattori, come le proprietà del materiale, progettazione di stampi10, selezione della macchina per lo stampaggio a iniezione e impostazione dei parametri di processo.
Controllando accuratamente i collegamenti chiave e i punti tecnici del processo di stampaggio a iniezione, possiamo produrre prodotti in TPU di alta qualità e precisione. In futuro, con il continuo miglioramento delle prestazioni del materiale TPU e la continua innovazione della tecnologia di stampaggio a iniezione, abbiamo motivo di credere che la tecnologia di stampaggio a iniezione del materiale TPU sarà ampiamente utilizzata in più campi e promuoverà lo sviluppo sostenibile delle industrie correlate.
-
Esplorate questo link per comprendere le applicazioni versatili e i vantaggi del TPU in vari settori. ↩
-
Scoprite i vantaggi dei materiali TPU, comprese le loro proprietà uniche e le applicazioni in vari settori. ↩
-
Scoprite come la resistenza all'olio del TPU superi quella di altri materiali, rendendolo ideale per le applicazioni più impegnative. ↩
-
Scoprite l'impressionante resistenza alla trazione del TPU e come si confronta con la gomma naturale e sintetica. ↩
-
La temperatura del cilindro svolge un ruolo fondamentale nella plastificazione e nel flusso del TPU. Scoprite il suo impatto sul processo di stampaggio consultando questa risorsa. ↩
-
La comprensione della temperatura dello stampo è fondamentale per ottenere prestazioni e qualità ottimali nei prodotti in TPU. Esplorate questo link per saperne di più. ↩
-
La pressione di iniezione è fondamentale per superare la resistenza al flusso e garantire la qualità dei prodotti in TPU. Per saperne di più sulla sua importanza nel processo di stampaggio. ↩
-
La comprensione dei fattori che influenzano la viscosità della fusione può migliorare l'efficienza della lavorazione del TPU e la qualità del prodotto. ↩
-
Imparare a conoscere le sollecitazioni interne del TPU può portare a una migliore durata e a prestazioni migliori del prodotto, fondamentali per il controllo della qualità. ↩
-
Cos'è la progettazione di uno stampo a iniezione? La progettazione di uno stampo a iniezione comporta il processo di produzione di uno stampo in base a specifiche particolari. ↩







