 Vai al contenuto
Vai al contenuto 


I difetti di stampaggio a iniezione sono problemi comuni nel processo di produzione che influiscono sulla qualità del prodotto e sull'efficienza produttiva. La comprensione delle cause e delle soluzioni è essenziale per migliorare i risultati.
I difetti più comuni nello stampaggio a iniezione includono deformazioni, segni di affossamento, colpi corti e trappole d'aria. Le soluzioni vanno dalla regolazione della temperatura, della pressione o del materiale all'ottimizzazione della progettazione dello stampo e dei parametri di processo.
La comprensione delle cause di questi difetti e l'applicazione delle soluzioni corrette possono migliorare significativamente il vostro processo di produzione. Approfondite le strategie efficaci per la prevenzione e la risoluzione dei difetti.
La deformazione è un difetto comune dello stampaggio a iniezione.Vero
La deformazione si verifica quando un raffreddamento non uniforme causa una distorsione della forma del pezzo. Questo problema può essere risolto controllando la temperatura dello stampo e la velocità di raffreddamento.
I difetti nello stampaggio a iniezione sono sempre dovuti a una cattiva progettazione dello stampo.Falso
Se la progettazione dello stampo può contribuire alla formazione dei difetti, anche fattori come la scelta del materiale, la temperatura e la pressione giocano un ruolo significativo nella formazione dei difetti.
Che cos'è lo stampaggio a iniezione di plastica?
Lo stampaggio a iniezione di plastica è un processo di produzione utilizzato per realizzare un'ampia gamma di prodotti, dagli articoli di uso quotidiano ai componenti più complessi. Offre velocità, precisione ed economicità.
Lo stampaggio a iniezione di plastica è un processo in cui la plastica fusa viene iniettata negli stampi per formare i pezzi. È utilizzato in settori come l'industria automobilistica, l'elettronica e i beni di consumo e offre elevata efficienza, precisione e flessibilità.

Il stampaggio a iniezione1 Il processo di lavorazione si riferisce alla realizzazione di semilavorati di una certa forma a partire da materie prime fuse attraverso operazioni quali pressurizzazione, iniezione, raffreddamento e separazione.
Lo stampaggio a iniezione di materie plastiche consente la produzione di volumi elevati di pezzi.Vero
Il processo è altamente efficiente e quindi ideale per la produzione su larga scala con una qualità costante.
Lo stampaggio a iniezione di plastica è adatto solo per prodotti semplici.Falso
Lo stampaggio a iniezione può produrre pezzi semplici e complessi, anche con design intricati, rendendolo versatile per diversi settori.
Quali sono le cause degli scatti brevi dei prodotti di stampaggio a iniezione e le loro soluzioni?
Le riprese brevi si verificano quando la plastica fusa non riempie completamente lo stampo, dando luogo a pezzi incompleti. L'identificazione delle cause e delle soluzioni è essenziale per garantire la qualità del prodotto e l'efficienza della produzione.
Le riprese brevi nello stampaggio a iniezione sono causate da fattori quali una pressione di iniezione insufficiente, una bassa temperatura dello stampo o un flusso di materiale inadeguato. Le soluzioni comprendono la regolazione dei parametri di lavorazione, il miglioramento della progettazione dello stampo e l'utilizzo del materiale giusto.
Definizione
Il colpo corto si verifica quando la cavità dello stampo non viene riempita completamente.
Cause del tiro corto
Temperatura dello stampo, temperatura del materiale o pressione e velocità di iniezione2 sono troppo bassi. La plastificazione della materia prima è irregolare, lo scarico è scarso, la fluidità della materia prima è insufficiente, il pezzo è troppo sottile o la dimensione della porta è troppo piccola e il polimero fuso si solidifica prematuramente a causa di una progettazione strutturale irragionevole.
Soluzioni
-
Materiale: Scegliere un materiale che scorre meglio, come il toolox44.
-
Design dello stampo: Riempire le pareti spesse prima di quelle sottili per evitare la ritenzione, aumentare il numero di porte e le dimensioni dei canali, ridurre la resistenza al processo e al flusso e impostare in modo appropriato la posizione e le dimensioni della porta di scarico per evitare scarichi insufficienti.
-
Macchina per lo stampaggio a iniezione: Controllare se la valvola di non ritorno e la parete interna del cilindro sono fortemente usurate e se c'è materiale o ponte nella bocca di alimentazione.
-
Condizioni di processo: aumentare la pressione e la velocità di iniezione, aumentare il calore di taglio, aumentare il volume di iniezione, aumentare la temperatura della canna e dello stampo.
L'aumento della pressione di iniezione può ridurre i colpi corti.Vero
Una pressione di iniezione più elevata contribuisce a garantire il riempimento completo dello stampo, riducendo la probabilità di colpi corti.
I tiri corti sono causati solo da malfunzionamenti dell'attrezzatura.Falso
Se i malfunzionamenti dell'apparecchiatura possono causare scatti brevi, anche altri fattori come la progettazione dello stampo, la viscosità del materiale e i parametri di lavorazione giocano un ruolo importante.
Quali sono le cause della fragilità dei prodotti di stampaggio a iniezione e le loro soluzioni?
La fragilità dei prodotti stampati a iniezione può essere causata da vari fattori, come la scelta di materiali errati, condizioni di lavorazione inadeguate o una progettazione inadeguata dello stampo. L'identificazione di queste cause è fondamentale per prevenire i difetti.
La fragilità nello stampaggio a iniezione è spesso causata da basse temperature di lavorazione, da un tipo di materiale non corretto o da velocità di raffreddamento inadeguate. Le soluzioni comprendono la regolazione della temperatura dello stampo, la selezione di materiali adatti e la regolazione fine della velocità di iniezione.

Definizione
Quando si parla di fragilità dei componenti in plastica, ci si riferisce alla facilità con cui si rompono o si incrinano in determinate aree.
Cause della fragilità
Le condizioni di essiccazione non sono buone, viene utilizzato troppo materiale riciclato, la temperatura di iniezione è impostata in modo errato, il sistema di cancelli e corridori non è impostato correttamente e la forza del marchio di fusione non è elevata.
Soluzioni
Copiare il materiale modificato: Stabilire le giuste condizioni di essiccazione prima di iniettare lo stampo, utilizzare meno materiale riciclato, utilizzare più materiale nuovo e utilizzare plastica resistente.
-
Design dello stampo: Ingrandire il canale principale, il canale secondario e il cancello.
-
Macchina per lo stampaggio a iniezione: Scegliere una buona vite per rendere più uniforme la distribuzione della temperatura durante la plastificazione.
-
Condizioni di processo: Abbassare la temperatura della canna e dell'ugello, diminuire la contropressione, la velocità della vite e la velocità di iniezione, aumentare la pressione di iniezione aumentando la temperatura del materiale e migliorare la resistenza del marchio di fusione.
Velocità di raffreddamento inadeguate causano fragilità nello stampaggio a iniezione.Vero
Velocità di raffreddamento troppo rapide o troppo lente possono provocare tensioni interne e rendere fragile il pezzo stampato.
L'aumento della temperatura dello stampo risolve sempre i problemi di fragilità.Falso
Sebbene l'aumento delle temperature dello stampo possa essere d'aiuto, la causa principale della fragilità risiede spesso nel materiale e nelle condizioni di lavorazione, che devono essere ottimizzate.
Quali sono le cause della combustione dei prodotti di stampaggio a iniezione e le relative soluzioni?
Le bruciature nello stampaggio a iniezione possono derivare da un calore eccessivo, da una scelta impropria del materiale o da impostazioni sbagliate della macchina. Identificare e affrontare questi fattori è fondamentale per garantire prodotti di alta qualità e processi efficienti.
Le cause più comuni di bruciature nello stampaggio a iniezione sono le temperature elevate, la velocità di iniezione non corretta e il raffreddamento inadeguato. Le soluzioni prevedono la regolazione dei parametri della macchina, l'uso del materiale giusto e il miglioramento della progettazione dello stampo per evitare il surriscaldamento e i difetti del prodotto.
Definizione
I segni di bruciatura si verificano quando il gas nella cavità non riesce a uscire abbastanza velocemente e brucia alla fine del flusso.
Cause del bruciore
L'aria nella cavità non può essere scaricata in tempo. Degradazione del materiale: la temperatura del materiale fuso è troppo elevata; la velocità della vite è troppo elevata; il design del sistema di scorrimento è inadeguato.
Soluzioni
-
Design dello stampo: Aggiungete un sistema di scarico e aumentate le dimensioni del motore. sistema runner3nelle aree in cui è probabile che si verifichino scarichi di scarsa qualità.
-
Condizioni di processo: diminuire la pressione e la velocità di iniezione, diminuire la temperatura della canna, ispezionare il riscaldatore e la termocoppia per determinare se funzionano correttamente
Le alte temperature causano bruciature nello stampaggio a iniezione.Vero
Un calore eccessivo può degradare il materiale e provocare uno scolorimento, con conseguente bruciatura delle parti.
Velocità di iniezione più basse possono prevenire la combustione.Falso
Sebbene le velocità di iniezione più basse possano ridurre il calore, possono anche influire sulla qualità dei pezzi. L'equilibrio tra velocità e temperatura è fondamentale.
Quali sono le cause dell'infiammabilità dei prodotti di stampaggio a iniezione e le relative soluzioni?
Il flash nello stampaggio a iniezione si riferisce al materiale in eccesso che fuoriesce dalla cavità dello stampo, creando sporgenze indesiderate. Può influire sulla qualità dei pezzi e aumentare i costi.
L'infiammabilità è causata da fattori quali l'elevata pressione di iniezione, l'usura degli stampi o una progettazione errata degli stessi. Le soluzioni comprendono la regolazione della pressione, l'ottimizzazione del raffreddamento e la manutenzione degli stampi per garantire precisione e qualità.

Definizione
Il flash è la plastica in eccesso sulla superficie di separazione dello stampo o sul perno di espulsione.
Cause del flash
Forza di serraggio insufficiente, problemi di stampo, condizioni di stampaggio inadeguate, progettazione errata del sistema di scarico.
Soluzioni
-
Design dello stampo: Progettare lo stampo in modo che possa chiudersi ermeticamente quando viene serrato. Controllare le dimensioni dell'apertura di scarico e pulire la superficie dello stampo.
-
Macchina per lo stampaggio a iniezione: impostare un macchina per lo stampaggio a iniezione4 con il giusto tonnellaggio.
-
Processo di stampaggio: aumentare il tempo di iniezione, ridurre velocità di iniezione5, ridurre temperatura del barile6e la temperatura dell'ugello, ridurre pressione di iniezione e pressione di mantenimento7.
L'elevata pressione di iniezione provoca il flash.Vero
L'eccessiva pressione spinge la plastica fusa oltre la cavità dello stampo, provocando la formazione di bolle.
Gli stampi usurati possono causare un'infiammatura.Vero
Stampi danneggiati o usurati creano spazi vuoti, permettendo al materiale di fuoriuscire, con conseguente formazione di bolle. Una manutenzione regolare è fondamentale per evitare questo problema.
Quali sono le cause della delaminazione dei prodotti stampati a iniezione e le relative soluzioni?
La delaminazione nello stampaggio a iniezione si verifica quando gli strati del materiale si separano, causando spesso difetti del prodotto. La comprensione delle cause e delle soluzioni è fondamentale per migliorare la qualità del prodotto.
La delaminazione nello stampaggio a iniezione può essere causata da fattori quali la scarsa compatibilità dei materiali, la temperatura errata dello stampo o l'umidità nei materiali. Le soluzioni comprendono l'ottimizzazione delle condizioni di lavorazione, la corretta gestione dei materiali e il miglioramento della progettazione dello stampo.

Definizione
La delaminazione si verifica quando la superficie del pezzo si stacca, strato per strato.
Cause della delaminazione
Miscelazione con altri polimeri che non si mescolano bene, troppo agente distaccante durante lo stampaggio, la resina non ha la stessa temperatura per tutto il processo, troppa acqua, angoli taglienti nelle porte e nelle guide.
Soluzioni
-
Contenuto: Non mescolare impurità o materiali riciclati sporchi con le materie prime.
-
Design dello stampo: Arrotondare tutte le guide o i cancelli con angoli acuti.
-
Condizioni di processo: Aumentare la temperatura della botte e dello stampo, asciugare il materiale prima dello stampaggio e non usare troppo distaccante.
Quali sono le cause dei segni di spruzzatura dei prodotti per lo stampaggio a iniezione e le relative soluzioni?
Le macchie di spruzzatura sono difetti comuni nello stampaggio a iniezione, causati da vari fattori come la temperatura dello stampo, la velocità di iniezione e la qualità del materiale. La soluzione di questi problemi può migliorare notevolmente la qualità del prodotto.
Le macchie di spruzzatura sono dovute a una temperatura non corretta dello stampo, a una velocità di iniezione eccessiva o a un materiale di bassa qualità. Le soluzioni comprendono l'ottimizzazione delle condizioni di stampaggio, la regolazione della velocità e la garanzia della consistenza del materiale per ottenere risultati migliori.
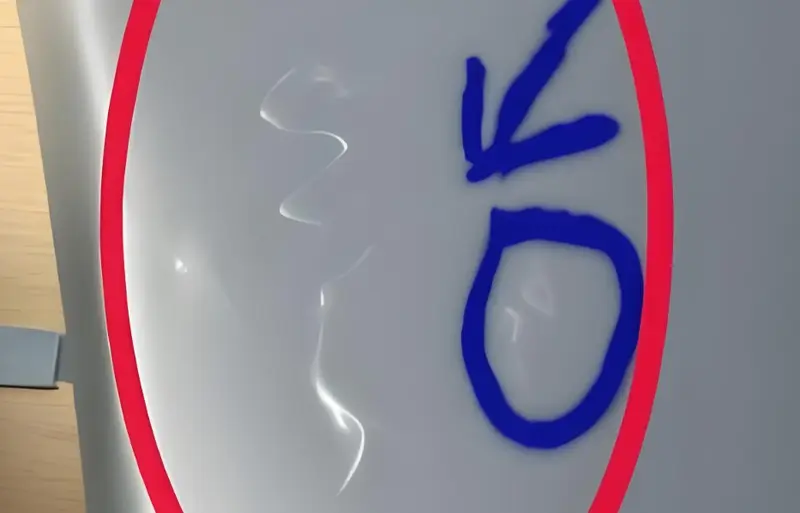
Definizione
Un tipo di segno di getto causato da un flusso di fusione troppo veloce, solitamente a forma di serpente.
Cause dei segni di jetting
La porta è troppo piccola, rivolta verso la superficie del prodotto con un'ampia sezione trasversale, e la velocità di riempimento è troppo elevata.
Soluzione
- Design dello stampo: Rendere il cancello più grande, cambiare il cancello laterale in un cancello a giro e mettere un perno di arresto del materiale davanti al cancello.Condizioni di processo: Rallentare la velocità di riempimento subito dopo il cancello.
Le macchie di spruzzatura sono causate da una temperatura non corretta dello stampo.Vero
Se la temperatura dello stampo è troppo alta o troppo bassa, la plastica può raffreddarsi in modo non uniforme, causando segni di spruzzatura sulla superficie del prodotto.
L'aumento della velocità di iniezione elimina sempre le macchie di spruzzatura.Falso
Se da un lato la regolazione della velocità di iniezione può ridurre gli aloni, dall'altro una velocità troppo elevata può peggiorare i difetti. Per ottenere risultati ottimali è necessario un approccio equilibrato.
Quali sono le cause dei segni di scorrimento dei prodotti per lo stampaggio a iniezione e le relative soluzioni?
I segni di flusso nello stampaggio a iniezione possono compromettere la finitura superficiale dei prodotti, rendendoli meno gradevoli alla vista e meno funzionali. L'identificazione delle cause e delle soluzioni è fondamentale per migliorare la qualità dei prodotti.
Le macchie di flusso si verificano a causa di un raffreddamento non uniforme, di velocità di iniezione inadeguate o di uno sfiato inadeguato. Le soluzioni comprendono la regolazione della temperatura dello stampo, l'ottimizzazione della velocità di iniezione e il miglioramento dello sfiato per garantire un riempimento e un raffreddamento uniformi.
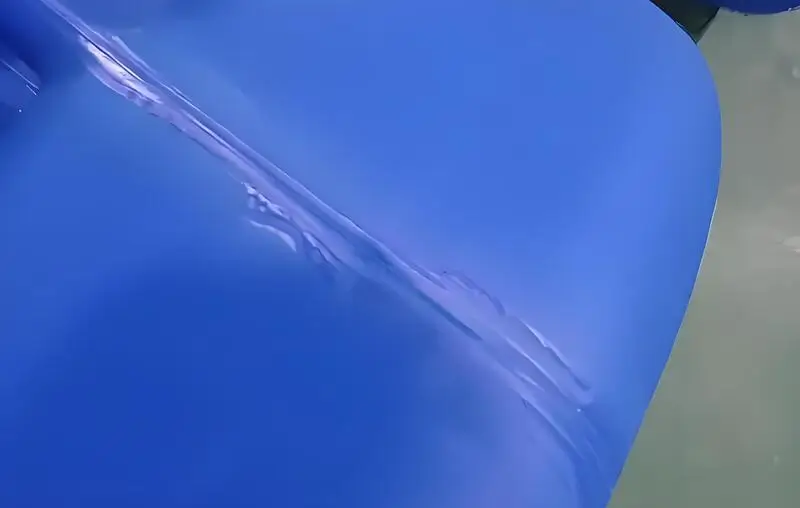
Definizione
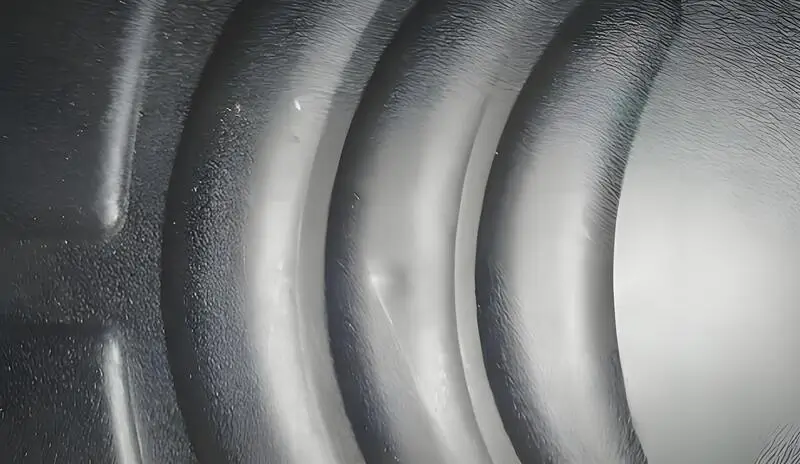
I segni di flusso sono un difetto di stampaggio che assomiglia a onde sulla superficie del pezzo. Sono causati dal flusso troppo lento della plastica nello stampo, che fa sembrare la plastica come se saltasse come una rana.
Cause dei segni di flusso
La temperatura dello stampo e del materiale è troppo bassa, la velocità e la pressione di iniezione sono troppo basse, le dimensioni del canale e della porta sono troppo piccole e, a causa della struttura del prodotto, l'accelerazione è troppo grande durante il riempimento e il flusso.
Soluzioni
-
Design dello stampo: Ingrandire il pozzetto freddo nel canale, ingrandire il canale e il cancello, accorciare il canale principale o utilizzare un canale caldo.
-
Condizioni di processo: Accelerare la velocità di iniezione, aumentare la pressione di iniezione e la pressione di mantenimento, allungare il tempo di mantenimento, aumentare la temperatura dello stampo e del materiale.
Un raffreddamento inadeguato è la causa principale dei segni di flusso.Vero
I segni di flusso compaiono spesso quando la velocità di raffreddamento è irregolare, causando difetti superficiali. Le tecniche di raffreddamento corrette aiutano a eliminare questo problema.
L'utilizzo di velocità di iniezione più elevate impedisce sempre la formazione di macchie di flusso.Falso
Velocità di iniezione più elevate possono talvolta causare segni di flusso dovuti a turbolenze o a un riempimento non uniforme. L'ottimizzazione della velocità di iniezione per i progetti di pezzi specifici è fondamentale.
Quali sono le cause delle striature argentate dei prodotti per lo stampaggio a iniezione e le relative soluzioni?
Le striature argentate nello stampaggio a iniezione sono causate da problemi come l'umidità, le fluttuazioni di temperatura o la manipolazione impropria del materiale, che influiscono sull'estetica e sulle prestazioni dei prodotti.
Le striature argentate sono spesso causate dall'umidità nella resina, da temperature di fusione incoerenti o dalla contaminazione. Le soluzioni comprendono una corretta essiccazione dei materiali, condizioni di lavorazione stabili e l'utilizzo di resine di alta qualità per garantire prodotti più uniformi.
Definizione
Le striature argentate si formano quando l'acqua, l'aria o il materiale carbonizzato si distribuiscono sulla superficie del pezzo nella direzione del flusso.
Cause delle striature d'argento
Il contenuto di umidità nella materia prima è troppo elevato, l'aria è intrappolata nella materia prima, la degradazione del polimero: il materiale è contaminato; la temperatura della botte è troppo elevata; il volume di iniezione è insufficiente.

Soluzioni
-
Contenuto: Asciugare la materia prima in base ai dati forniti dal fornitore della materia prima prima prima dello stampaggio a iniezione.
-
Design dello stampo: Assicuratevi che ci siano abbastanza prese d'aria.
-
Processo di stampaggio: Scegliere la macchina e lo stampo giusti per lo stampaggio a iniezione, pulire completamente il vecchio materiale dal cilindro quando si cambia materiale, migliorare il sistema di scarico e ridurre la temperatura di fusione, la pressione di iniezione o la velocità di iniezione.
Le striature argentate sono causate dall'umidità della resina.Vero
L'umidità nella resina provoca bolle di vapore durante lo stampaggio, che creano striature argentate sulla superficie. Una corretta asciugatura prima dello stampaggio risolve questo problema.
Le striature argentate sono sempre dovute alla scarsa qualità del materiale.Falso
Anche se la qualità del materiale può contribuire, le striature argentate sono più comunemente causate dall'umidità o da condizioni di lavorazione non corrette.
Quali sono le cause delle ammaccature dei prodotti di stampaggio a iniezione e le loro soluzioni?
Le ammaccature nei prodotti stampati a iniezione sono problemi comuni causati da impostazioni errate, difetti del materiale o problemi di raffreddamento. Risolverli garantisce la qualità del prodotto e riduce gli scarti.
Le ammaccature nei prodotti stampati a iniezione sono spesso dovute a un raffreddamento non uniforme, a un flusso di materiale insufficiente o a una progettazione errata dello stampo. Le soluzioni comprendono l'ottimizzazione dei tassi di raffreddamento, la regolazione delle pressioni di iniezione e la garanzia di una corretta progettazione dello stampo.
Definizione
L'ammaccatura si ha quando la superficie del pezzo è concava in corrispondenza dello spessore della parete.
Cause della formazione di un'ammaccatura
La pressione di iniezione o di mantenimento è troppo bassa, il tempo di mantenimento o di raffreddamento è troppo breve, la temperatura del materiale fuso o dello stampo è troppo alta e la struttura del pezzo non è corretta.
Soluzioni
-
Struttura di progettazione: Corrugare la superficie facile da ammaccare, ridurre la dimensione della parete spessa del pezzo, minimizzare il rapporto spessore/diametro, il rapporto spessore parete adiacente dovrebbe essere controllato a 1,5~2, e cercare di fare una transizione liscia, riprogettare lo spessore delle nervature di rinforzo, dei fori svasati e delle nervature d'angolo, e il loro spessore è generalmente raccomandato per essere 40-80% dello spessore della parete di base.
-
Processo di stampaggio: Aumentare la pressione di iniezione e la pressione di mantenimento, aumentare le dimensioni della porta o cambiare la posizione della porta.
Un raffreddamento incoerente provoca ammaccature nei pezzi stampati a iniezione.Vero
Velocità di raffreddamento non uniformi portano a tensioni e deformazioni, causando ammaccature visibili nei prodotti stampati.
Tutti i problemi di ammaccatura nello stampaggio a iniezione possono essere risolti regolando le impostazioni di raffreddamento.Falso
Se le regolazioni del raffreddamento sono utili, anche il flusso del materiale, la pressione di iniezione e la progettazione dello stampo svolgono un ruolo fondamentale nella prevenzione delle ammaccature.
Quali sono le cause dei segni di saldatura dei prodotti di stampaggio a iniezione e le loro soluzioni?
I segni di saldatura nello stampaggio a iniezione si verificano quando due flussi di plastica si incontrano e non si legano correttamente, lasciando cicatrici visibili sul prodotto finale.
I segni di saldatura sono causati da una progettazione errata dello stampo, da una velocità di iniezione inadeguata o da un controllo insufficiente della temperatura. Le soluzioni comprendono l'ottimizzazione della progettazione dello stampo, la regolazione della velocità di iniezione e il controllo della temperatura dello stampo per ottenere una maggiore uniformità di flusso.
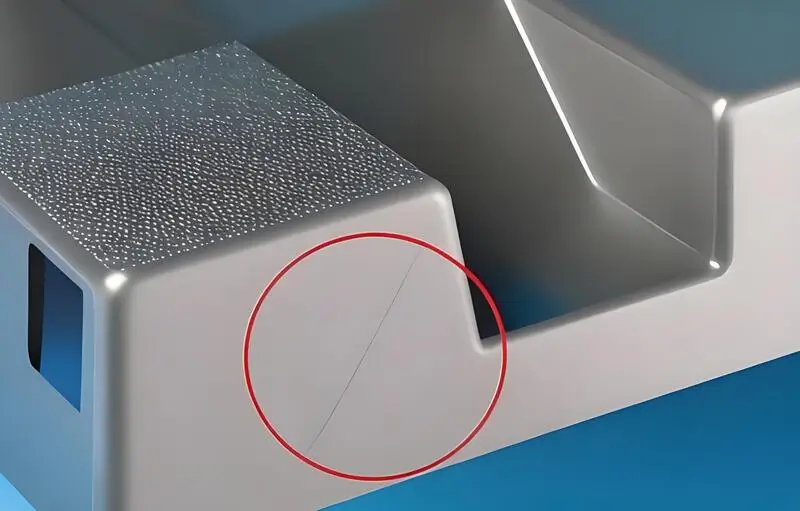
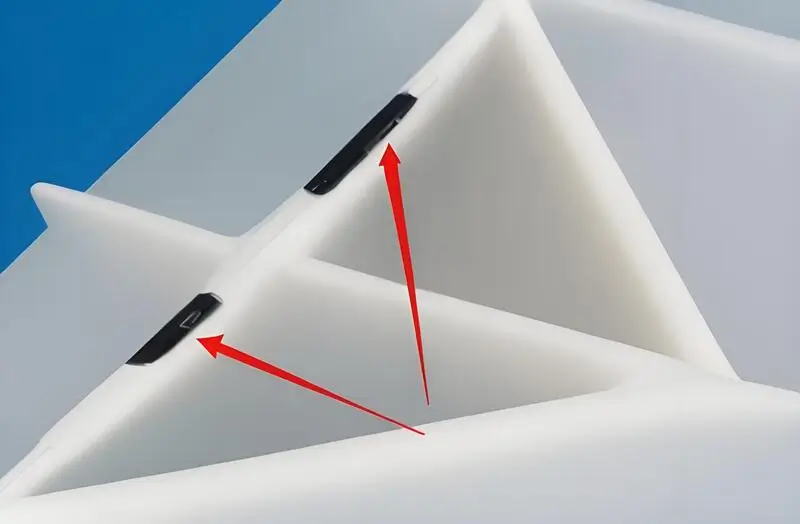
Definizione
Il segno di saldatura si verifica quando due flussi di materiale si incontrano e si saldano, causando un difetto sulla superficie.
Cause del segno di saldatura
Se nella parte sono presenti fori, inserti o modalità di stampaggio a iniezione multi-gate, o se lo spessore della parete della parte è irregolare, possono verificarsi segni di saldatura.
Soluzioni
-
Materiale: Rendere più fluido il materiale plastico fuso.
-
Design del prodotto: Cambia il modo in cui il prodotto è realizzato e lo spessore delle pareti.
-
Design dello stampo: Spostare il punto in cui la plastica entra nello stampo e aggiungere punti in cui l'aria possa uscire.
-
Condizioni di processo: La plastica si scalda di più e si usa meno materiale per evitare che si attacchi allo stampo. I segni di bruciatura si hanno quando l'aria nello stampo non riesce a uscire abbastanza velocemente e la plastica si brucia alla fine del flusso.
I segni di saldatura sono causati da impostazioni errate dello stampaggio a iniezione.Vero
I segni di saldatura possono derivare da una cattiva regolazione della temperatura, della velocità o della progettazione dello stampo, con conseguente incollaggio inefficace del flusso di plastica.
I segni di saldatura possono essere completamente eliminati aumentando la velocità di iniezione.Falso
Il semplice aumento della velocità di iniezione può non eliminare i segni di saldatura se altri fattori, come la progettazione dello stampo o il controllo della temperatura, non sono regolati correttamente.
Quali sono le cause di deformazione dei prodotti stampati a iniezione e le loro soluzioni?
Le deformazioni nello stampaggio a iniezione si verificano a causa di fattori quali il raffreddamento non uniforme, la scelta impropria del materiale e la progettazione errata dello stampo. Affrontare queste cause garantisce una migliore qualità del prodotto e una riduzione degli scarti.
Le deformazioni sono causate da un raffreddamento non uniforme, da una progettazione inadeguata degli stampi e da una scelta impropria dei materiali. Le soluzioni comprendono l'ottimizzazione dei tassi di raffreddamento, l'uso di materiali appropriati e il perfezionamento della progettazione dello stampo per migliorare la precisione e la resistenza dei pezzi.
Definizione
La deformazione da deformazione si verifica quando la forma dello stampo a iniezione si incasina e si deforma in modo non uniforme, il che non è quello che si desidera. È una delle cose che possono andare storte quando si producono oggetti con stampi a iniezione.
Cause di deformazione
-
Proprietà del materiale che non sono buone: La durezza, la resistenza, la tenacità, la stabilità e altre proprietà del materiale hanno una grande influenza sulla deformazione del prodotto. Se le proprietà del materiale non sono buone o non soddisfano i requisiti, si verificherà una deformazione dopo essere stato sottoposto a sollecitazioni.
-
Processo di produzione non corretto: Se non si controllano la temperatura e la velocità di riscaldamento, raffreddamento, taglio, saldatura e altri processi durante la produzione, il prodotto si deforma.
-
Progettazione errata: Se non si progetta bene il prodotto, questo si deformerà. Ad esempio, se il prodotto è troppo grande o troppo complicato, si deforma.
Soluzioni
-
Selezione del materiale: Scegliere buoni materiali per assicurarsi che abbiano le caratteristiche giuste, soprattutto quando si realizzano parti importanti, è necessario utilizzare materiali resistenti.
-
Tecnologia di lavorazione: È necessario riscaldare, raffreddare, tagliare e saldare le cose nel modo giusto, e bisogna farlo secondo le regole per non avere deformazioni.
-
Ottimizzazione del design: Quando si progetta un prodotto, è necessario considerare le proprietà fisiche del materiale e scegliere una soluzione con una struttura semplice e una dimensione ragionevole per evitare la deformazione.
-
Controllare lo stress durante la lavorazione: Controllare le sollecitazioni durante la lavorazione riducendo la velocità di raffreddamento, il tempo di riscaldamento e altri metodi, in modo da evitare efficacemente la deformazione del prodotto.
-
Utilizzare uno stampo fisso: Utilizzare uno stampo fisso per fissare il prodotto ed evitare deformazioni.
Un raffreddamento non uniforme causa deformazioni nello stampaggio a iniezione.Vero
Un raffreddamento non uniforme porta a un restringimento non uniforme, che causa deformazioni nei pezzi stampati.
L'utilizzo di qualsiasi materiale può risolvere i problemi di deformazione.Falso
La scelta del materiale giusto per l'applicazione specifica è fondamentale per evitare la deformazione, poiché i diversi materiali hanno tassi di ritiro variabili.
Quali sono le cause delle bolle nei prodotti di stampaggio a iniezione e le loro soluzioni?
Le bolle nei prodotti stampati a iniezione possono causare difetti, con un impatto sulla qualità del prodotto e sull'efficienza della produzione. L'identificazione delle cause è fondamentale per risolvere questo problema.
Le bolle nello stampaggio a iniezione sono spesso causate da aria intrappolata, umidità o velocità di iniezione non corretta. Le soluzioni comprendono l'ottimizzazione dello sfiato, l'asciugatura dei materiali e la regolazione dei parametri di iniezione per ridurre i difetti e migliorare la qualità dei pezzi.

Definizione
Il gas nelle bolle (bolle di vuoto) è molto sottile e appartiene alle bolle di vuoto. In generale, se si riscontrano bolle al momento dell'apertura dello stampo, si tratta di un problema di interferenza del gas. La formazione di bolle da vuoto è dovuta a un insufficiente riempimento della plastica o a una bassa pressione. Con il rapido raffreddamento dello stampo, il combustibile all'angolo della cavità viene tirato, con conseguente perdita di volume.
Cause della bolla
-
Problemi con la macchina per lo stampaggio a iniezione: Se non si controllano correttamente la temperatura, la pressione, la velocità e altri parametri della macchina per lo stampaggio a iniezione, si formeranno bolle nei pezzi stampati a iniezione. Se la temperatura è troppo alta o la pressione troppo bassa, la materia prima non scorrerà in modo fluido e si formeranno bolle. Se la velocità è troppo alta o troppo bassa, il gas contenuto nei pezzi stampati a iniezione non riuscirà a uscire in tempo e si formeranno bolle. Inoltre, se si utilizzano macchine per lo stampaggio a iniezione vecchie o non si effettua una manutenzione adeguata, si avranno problemi simili.
-
Problemi con le materie prime: Anche la qualità, il contenuto di umidità e le condizioni di miscelazione delle materie prime influiscono sulla qualità dei pezzi stampati a iniezione. Se la materia prima ha una quantità eccessiva di acqua, evaporerà rapidamente e produrrà bolle durante il processo di stampaggio a iniezione; se la qualità delle materie prime è scarsa o se vengono mescolati tipi diversi di materie prime, si produrranno anche bolle. Pertanto, prima della produzione di parti stampate a iniezione, le materie prime devono essere completamente testate e vagliate.
-
Problemi di muffa: La progettazione, la produzione e l'utilizzo degli stampi a iniezione possono causare numerosi problemi, tra cui le bolle. Ad esempio, un cattivo scarico dello stampo, una posizione impropria della porta di scarico, graffi sulla superficie dello stampo e così via, influiscono sulla qualità dei pezzi stampati a iniezione. Pertanto, quando si utilizza lo stampo per la produzione di stampi a iniezione, è necessario ispezionarlo e sottoporlo a manutenzione.

Soluzioni
Quando lo spessore della parete del prodotto è elevato, la superficie esterna si raffredda più rapidamente del centro. Con il raffreddamento, la resina al centro si restringe e si espande verso la superficie, causando un riempimento insufficiente al centro. Questo fenomeno è chiamato bolle da vuoto. Le soluzioni principali sono: determinare le dimensioni ragionevoli della porta e del canale in base allo spessore della parete.
In generale, l'altezza della porta dovrebbe essere compresa tra 50% e 60% dello spessore della parete del prodotto fino alla chiusura della porta, lasciando una certa quantità di materiale di iniezione supplementare, il tempo di iniezione dovrebbe essere leggermente superiore al tempo di chiusura della porta, la velocità di iniezione dovrebbe essere ridotta, la pressione di iniezione dovrebbe essere aumentata e dovrebbero essere utilizzati materiali con gradi di viscosità di fusione elevati.
-
Le soluzioni alle bolle causate dalla generazione di gas volatili sono: preessiccazione completa, riducendo la temperatura della resina ed evitando la generazione di gas di decomposizione.
-
Le bolle causate dalla scarsa fluidità possono aumentare l'energia di iniezione: pressione, velocità, tempo e quantità di materiale e aumentare la contropressione per riempire lo stampo.Aumentare la temperatura della colata per migliorare il flusso. Abbassare la temperatura del materiale fuso per ridurre il ritiro e aumentare la temperatura dello stampo, soprattutto nei punti in cui si formano le bolle di vuoto. Migliorare lo sfiato dello stampo.
L'umidità nei materiali può causare bolle nello stampaggio a iniezione.Vero
L'umidità intrappolata nelle materie prime si trasforma in vapore durante l'iniezione, creando bolle d'aria all'interno dello stampo. L'asciugatura dei materiali prima dello stampaggio può evitare questo problema.
Le bolle nello stampaggio a iniezione sono sempre causate da guasti alle apparecchiature.Falso
Anche se i problemi delle apparecchiature possono contribuire, la maggior parte dei difetti delle bolle è dovuta a una gestione impropria del materiale, alla velocità di iniezione o allo sfiato.
Quali sono le cause delle macchie nere dei prodotti di stampaggio a iniezione e le loro soluzioni?
I punti neri nei prodotti stampati a iniezione sono difetti comuni causati dal degrado del materiale, da uno sfiato insufficiente o dalla contaminazione durante il processo di stampaggio. L'identificazione della causa principale è fondamentale per trovare soluzioni efficaci.
I punti neri si verificano quando la plastica si degrada a causa del calore eccessivo o della contaminazione. Le soluzioni comprendono la regolazione delle temperature, il miglioramento dello sfiato e l'utilizzo di materie prime più pulite. Una corretta manipolazione del materiale è essenziale per evitare questo problema.

Definizione
Le macchie nere sui pezzi stampati a iniezione sono causate da impurità, sostanze estranee o prodotti di degradazione che si mescolano alla plastica durante il processo di stampaggio a iniezione. Ciò si traduce in particelle o macchie nere sulla superficie o all'interno della parte in plastica. Le dimensioni, la distribuzione e la densità dei punti neri sono legate alla natura e alla quantità di impurità o di sostanze estranee.
Cause delle macchie nere
Quando si producono macchine per lo stampaggio a iniezione, sono molti i motivi per cui i prodotti presentano macchie nere. Ecco alcune situazioni comuni:
-
Surriscaldamento: Se la temperatura impostata sulla macchina per lo stampaggio a iniezione è troppo alta, il materiale fuso si decompone e si ossida a causa del calore e si producono oggetti neri.
-
Cricche termiche: I materiali polimerici possono incrinarsi a causa di fattori quali le variazioni nella composizione della lega, il raffreddamento rapido e la presenza di aria nella testa. Dopo la fessurazione termica, nel materiale rimangono frammenti neri.
-
Fallimento dell'estrusione: Quando il materiale scorre troppo velocemente durante l'estrusione, è facile che il colloide vicino alla testa non si estruda correttamente, lasciando punti neri.

Soluzione
-
Modificare la temperatura: Modificare la temperatura impostata della pressa a iniezione per evitare il surriscaldamento.
-
Controllare lo stampo: Controllare l'effetto di raffreddamento dello stampo per verificare se la temperatura può essere abbassata per evitare il surriscaldamento.
-
Aggiungere un agente antidecomposizione: L'aggiunta di un agente antidecomposizione può ridurre efficacemente la decomposizione e l'ossidazione termica del materiale.
-
Scambiate i materiali: Sostituire i materiali polimerici di fantasia, i materiali che funzionano per gli stampi, ecc. può ridurre le possibilità di cricche termiche e di estrusione difettosa.
I punti neri sono causati dalla degradazione della plastica durante lo stampaggio a iniezione.Vero
Il calore eccessivo o l'esposizione prolungata al calore possono rompere la plastica, causando la comparsa di macchie nere.
L'utilizzo di materie prime di qualità superiore garantisce l'assenza di macchie nere.Falso
Anche i materiali di alta qualità possono formare macchie nere se non vengono lavorati o manipolati correttamente durante il processo di stampaggio.
Quali sono le cause della depressione dei prodotti di stampaggio a iniezione e le loro soluzioni?
La depressione nei prodotti stampati a iniezione può derivare da vari fattori, come un raffreddamento non corretto, problemi di materiale o difetti di progettazione dello stampo. L'identificazione delle cause principali aiuta a migliorare la qualità del prodotto e l'efficienza della produzione.
La depressione nello stampaggio a iniezione si verifica a causa di un raffreddamento incoerente, di una scelta impropria dei materiali o di uno sfiato inadeguato dello stampo. Le soluzioni comprendono l'ottimizzazione dei tassi di raffreddamento, l'uso di materiali adeguati e il miglioramento della progettazione dello stampo.
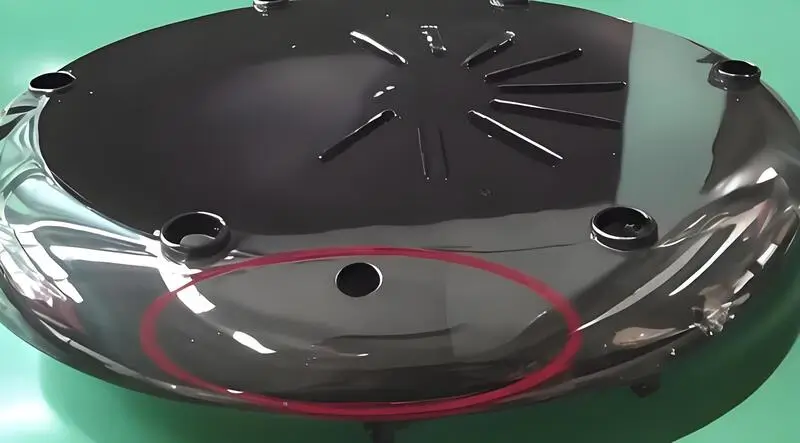
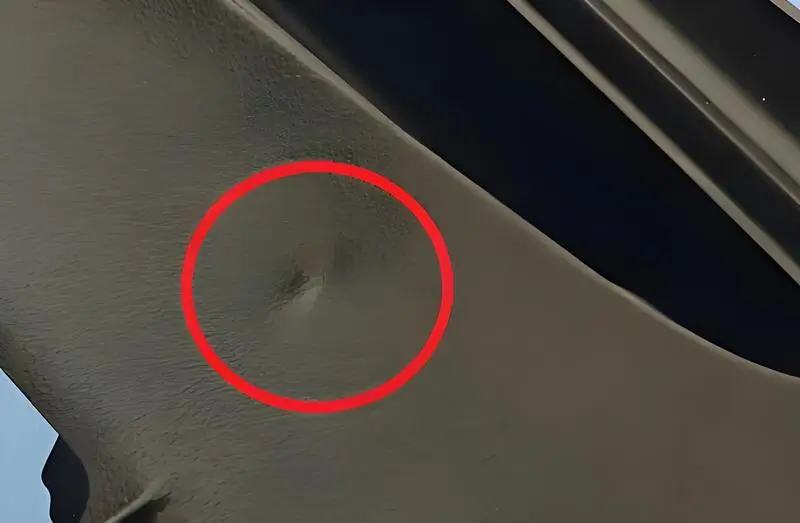
Definizione
I segni di ritiro sono cedimenti localizzati sulla superficie di un prodotto, noti anche come ammaccature, buchi di ritiro e punti di sedimentazione.
Quando lo spessore di una parte in plastica non è uniforme, alcune parti si restringono troppo durante il processo di raffreddamento, provocando segni di ritiro.
Tuttavia, se la superficie è sufficientemente dura durante il processo di raffreddamento, il ritiro all'interno della parte in plastica causerà difetti strutturali nella parte in plastica.
I motivi della depressione
-
Design dello stampo che non ha senso: Uno dei motivi principali per cui i pezzi stampati a iniezione affondano è la cattiva progettazione dello stampo. Ad esempio, durante il processo di stampaggio a iniezione, lo spessore della parete della cavità dello stampo è incoerente e alcune parti sono soggette ad affondare o a difetti. Inoltre, durante il lungo processo di produzione, anche l'usura e la deformazione dello stampo possono causare segni di affondamento.
-
Parametri di processo di stampaggio a iniezione irragionevoli: Anche l'impostazione dei parametri del processo di stampaggio a iniezione è una possibile causa della depressione dei pezzi stampati a iniezione. Se la temperatura di stampaggio a iniezione è troppo alta o troppo bassa, la pressione è instabile, la velocità di stampaggio a iniezione è troppo veloce o troppo lenta, ecc.

- Scelta sbagliata dei materiali: Anche la scelta dei materiali plastici è un motivo di depressione dei pezzi stampati a iniezione. Se il materiale plastico scelto non è resistente al calore o alla pressione, è facile che si producano ammaccature e difetti durante il processo di stampaggio a iniezione. Inoltre, durante il processo di produzione dello stampaggio a iniezione, è necessario prestare attenzione anche al contenuto di umidità del materiale plastico. Se contiene troppa acqua, può anche causare ammaccature e difetti.
Soluziones
-
Migliorare lo stampo: Una delle ragioni principali delle ammaccature nei pezzi stampati a iniezione è la cattiva progettazione dello stampo. Pertanto, migliorare lo stampo è un buon modo per risolvere il problema. Migliorare lo stampo significa modificare la differenza di spessore della cavità dello stampo e la progettazione di altre strutture locali per rendere uniforme la distribuzione della pressione interna dei pezzi stampati a iniezione e, infine, fermare le ammaccature.
-
Modificare i parametri del processo di stampaggio a iniezione: Per evitare le ammaccature sui pezzi stampati a iniezione, è necessario modificare i parametri del processo di stampaggio a iniezione. Ad esempio, è possibile aumentare leggermente la temperatura di iniezione o rallentare la velocità di iniezione, prolungare il tempo di raffreddamento e così via. Nel frattempo, è necessario assicurarsi che la macchina per lo stampaggio a iniezione sia stabile e che la pressione e la temperatura rimangano stabili durante il processo di stampaggio a iniezione.
-
Scegliete il materiale giusto: La scelta del materiale plastico giusto può aiutarvi a evitare ammaccature nei vostri pezzi stampati a iniezione. È necessario scegliere il materiale plastico in base al materiale di cui è fatto il pezzo, oppure è possibile aggiungere materiale speciale per rendere la plastica più resistente e in grado di sopportare una maggiore pressione. Inoltre, assicuratevi che il materiale non sia troppo bagnato, altrimenti si formeranno delle ammaccature.
Un raffreddamento inadeguato porta alla depressione dei pezzi stampati a iniezione.Vero
Un raffreddamento non uniforme provoca deformazioni e affossamenti, con conseguente depressione dei prodotti stampati. L'ottimizzazione delle velocità di raffreddamento può ridurre al minimo questi problemi.
La depressione nei pezzi stampati indica sempre difetti di progettazione dello stampo.Falso
Se i difetti di progettazione dello stampo possono causare la depressione, anche i problemi di materiale e di raffreddamento contribuiscono al difetto, richiedendo un approccio globale per risolverlo.
Quali sono le cause di deformazione dei prodotti di stampaggio a iniezione e le loro soluzioni?
La deformazione dei prodotti stampati a iniezione è un problema comune causato da una lavorazione non corretta, dalla scelta del materiale o dalla progettazione dello stampo. Affrontare queste cause garantisce una qualità superiore e una riduzione dei difetti.
La deformazione dei prodotti stampati a iniezione può derivare da fattori quali un raffreddamento non uniforme, un'elevata pressione di iniezione o difetti di progettazione dello stampo. Le soluzioni comprendono l'ottimizzazione del controllo della temperatura, la regolazione della pressione e il perfezionamento della progettazione dello stampo per garantire una qualità uniforme dei pezzi.
Definizione
La deformazione del guscio nello stampaggio a iniezione si riferisce alla deformazione o ai difetti di forma, dimensione, aspetto, ecc. del prodotto plastico che non soddisfano i requisiti di progettazione durante il processo di stampaggio a iniezione. Di solito si manifesta con un prodotto troppo grande, troppo piccolo, attorcigliato, deformato, con un guscio irregolare, con un colpo corto, ecc.
Causa della deformazione
-
Problema di temperatura: La deformazione dei pezzi stampati a iniezione è spesso legata alla temperatura. Nello stampaggio a iniezione, il flusso fuso viene iniettato nello stampo attraverso una cavità chiusa e si solidifica nella forma del prodotto dopo il raffreddamento. Pertanto, la temperatura ha una grande influenza sul flusso e sulla solidificazione del materiale plastico fuso. Quando la temperatura è troppo alta o troppo bassa, le variazioni della velocità di flusso e di solidificazione del materiale plastico causano la deformazione dei pezzi stampati a iniezione.
-
Problema materiale: La differenza di qualità dei materiali per lo stampaggio a iniezione provoca la deformazione dei pezzi stampati a iniezione. Ad esempio, le materie prime contenenti micropolveri o materiali invecchiati causano un ritiro non uniforme del prodotto, provocandone la deformazione.
-
Problema di muffa: Lo stampo è uno dei fattori che influenzano il processo di stampaggio a iniezione. Anche le impostazioni non corrette di parametri quali la temperatura dello stampo, la pressione di iniezione, la velocità di iniezione o i difetti o le carenze dello stampo stesso possono causare la deformazione dei pezzi stampati a iniezione.

- Problemi di processo: Lo stampaggio a iniezione è una parte fondamentale della produzione. Se il flusso del processo non è impostato correttamente, se la macchina per lo stampaggio a iniezione non è impostata correttamente o se l'operazione non è eseguita correttamente, si avrà una scarsa uniformità o una deformazione del prodotto.
Soluzioni
-
Modificare il processo: È possibile modificare lo stato di flusso, controllare la deformazione e il ritiro del materiale e ridurre la deformazione dei pezzi stampati a iniezione regolando i parametri del processo di stampaggio a iniezione, come la temperatura di iniezione, la velocità di iniezione, il tempo di mantenimento, ecc.
-
Scegliete il materiale giusto: La scelta del materiale giusto per lo stampaggio a iniezione si basa sulle caratteristiche del prodotto e sull'uso che se ne farà. Ad esempio, se si ha bisogno di un prodotto che mantenga la sua forma quando si surriscalda, è necessario un materiale con una resistenza alle alte temperature.
-
Migliorare lo stampo: Migliorare lo stampo migliorando lo stampo. Migliorare lo stampo migliorando lo stampo. Migliorare lo stampo migliorando lo stampo.
-
Fissare le prestazioni della macchina per lo stampaggio a iniezione: Fissando la precisione e la stabilità della macchina di stampaggio a iniezione, controllando i parametri fisici durante il processo di iniezione, è possibile eliminare il problema della deformazione dei pezzi stampati a iniezione.
-
Rafforzare l'ispezione e la flessibilità: Aumentare i punti di ispezione della qualità, rilevare tempestivamente i problemi di deformazione delle parti stampate a iniezione e ridurre le differenze tra i lotti di prodotto.
Un raffreddamento non uniforme causa la deformazione dei pezzi stampati a iniezione.Vero
Un raffreddamento non uniforme provoca variazioni di ritiro, causando deformazioni o distorsioni dei pezzi. Il controllo della distribuzione della temperatura riduce al minimo questo problema.
I difetti di progettazione degli stampi portano sempre alla deformazione.Falso
Se i difetti di progettazione degli stampi possono contribuire alla deformazione, anche problemi come il controllo della temperatura e della pressione giocano un ruolo importante nella qualità del prodotto.
Conclusione
In sintesi, i difetti dello stampaggio a iniezione includono principalmente: short shot, intrappolamento d'aria, fragilità, bruciatura, flash, delaminazione, macchie di spruzzo, macchie di flusso, striature argentate, ammaccature, segni di saldatura, deformazioni, bolle, punti neri, linee di flusso e linee di saldatura.
Il processo richiede quindi un grosso investimento iniziale per gli stampi. Ed è molto importante progettare sempre bene gli stampi. È qui che entra in gioco Zetar Mold! In Zetar Mold siamo specializzati nel fornire i migliori servizi di stampaggio a iniezione.
Conosciamo tutti i diversi difetti di stampaggio a iniezione e le loro cause.
La nostra competenza tecnica di prim'ordine ci consente di evitare questi difetti in molti modi diversi. Possiamo offrire i nostri servizi di stampaggio a iniezione a costi contenuti sia per la produzione di massa che per la prototipazione rapida. Avrete tutto questo e molto altro ancora quando caricherete i vostri file di progetto per un preventivo.difetto di stampaggio a iniezione.
-
Informazioni sullo stampaggio a iniezione: Guida completa : Lo stampaggio a iniezione è un processo produttivo in cui la plastica fusa viene iniettata in uno stampo per creare pezzi con elevata precisione e ripetibilità. ↩
-
Informazioni sulla comprensione della velocità di iniezione e della pressione di iniezione: la pressione di iniezione è fornita dal sistema idraulico della macchina di stampaggio a iniezione. In genere, la velocità di iniezione impostata si riferisce alla velocità di avanzamento della vite. ↩
-
Informazioni sul sistema Runner: Il sistema Runner è il sistema di riempimento attraverso il quale il materiale passa dall'unità di iniezione alla cavità del pezzo. ↩
-
Informazioni sulla macchina per lo stampaggio a iniezione: Una macchina per lo stampaggio a iniezione è una macchina per la produzione di prodotti in plastica mediante il processo di stampaggio a iniezione. ↩
-
Informazioni sulla velocità di iniezione: la velocità di iniezione ha un grande impatto sul grado di orientamento molecolare del componente. ↩
-
Informazioni sulla temperatura della canna: Le temperature della canna variano con i diversi gradi di TPU (durezza diversa), con il design del pezzo, con il rapporto tra volume dei pallini e volume della canna e con il tempo di ciclo. ↩
-
Come determinare la pressione di mantenimento e il tempo di mantenimento nello stampaggio a iniezione? In generale, la pressione di iniezione comprende sia la pressione che la velocità, mentre la pressione di mantenimento riguarda solo la pressione, non la velocità. ↩







