 Skip to content
Skip to content 
Découvrez les solutions avancées d'impression 3D PolyJet
Découvrez l'impression 3D PolyJet précise et polyvalente de Zetarmold, parfaite pour les conceptions et les prototypes complexes. Améliorez votre projet dès aujourd'hui !
Ressources pour Le guide complet de l'impression 3D PolyJet
Qu'est-ce que l'impression 3D PolyJet ?
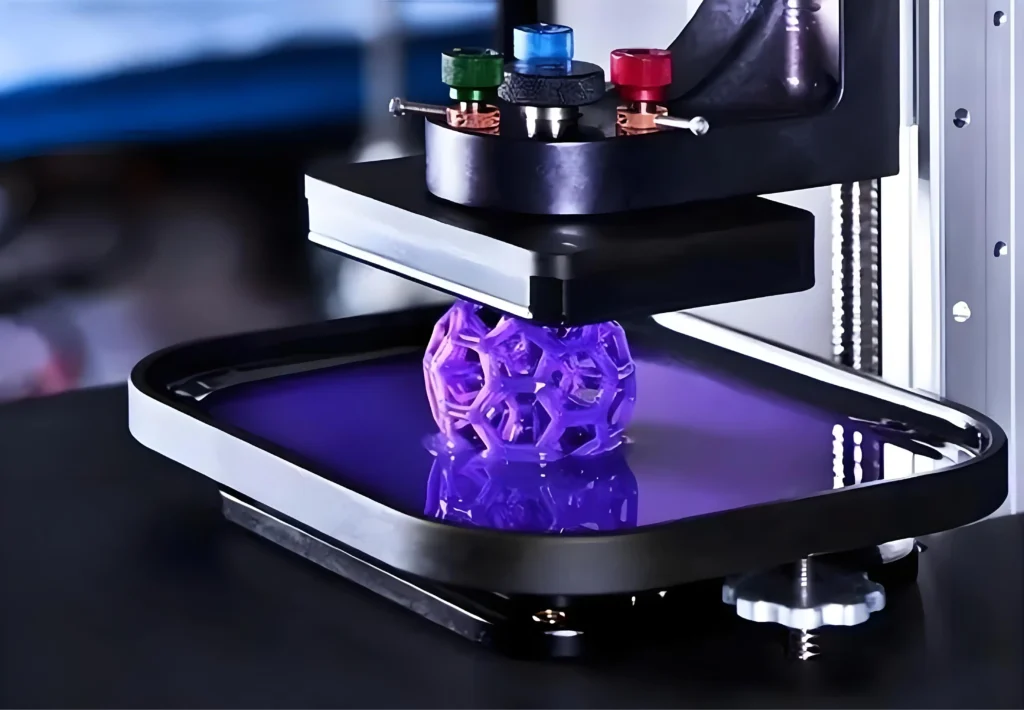
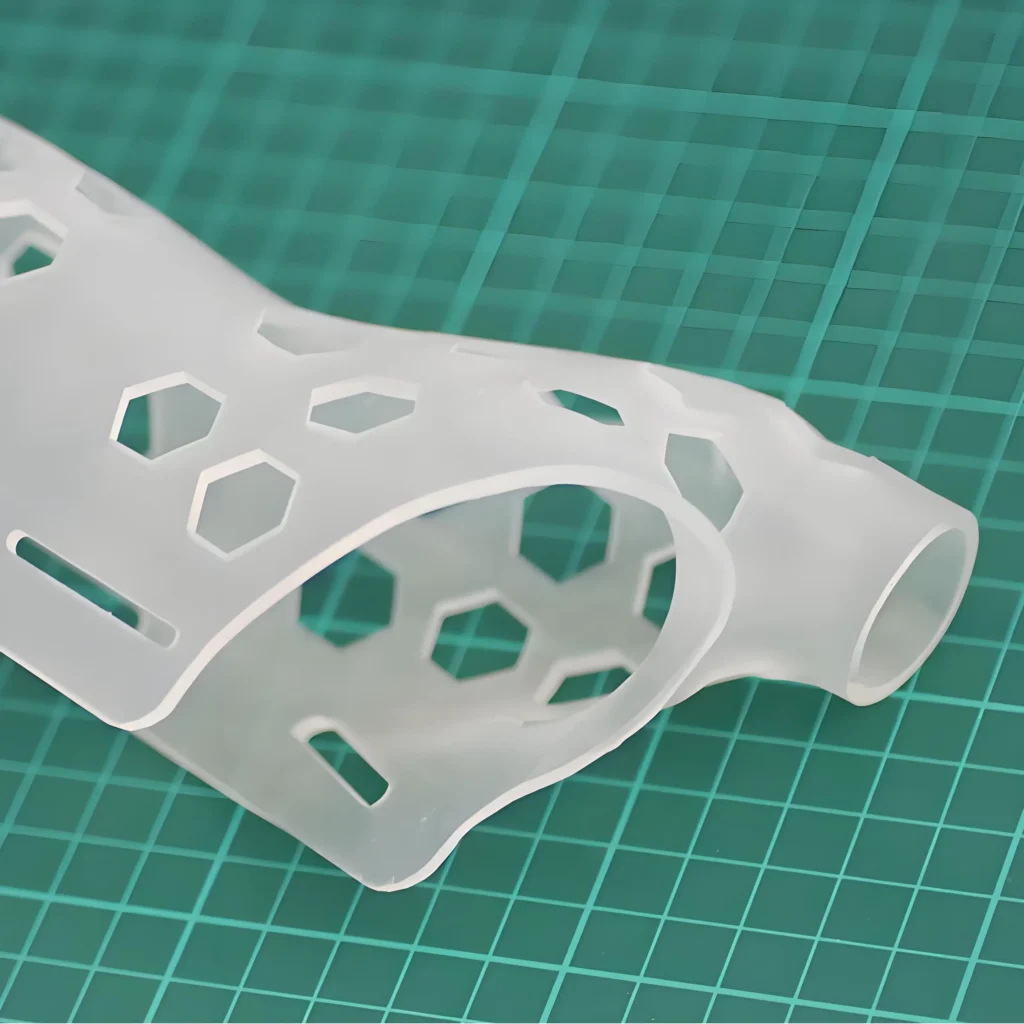
PolyJet est une technologie d'impression 3D industrielle réputée pour sa capacité à produire des pièces avec une résolution exceptionnellement élevée, des surfaces lisses et des détails complexes. C'est un outil puissant pour créer des prototypes réalistes, des modèles anatomiques complexes et des aides à la fabrication précises qui reproduisent fidèlement l'aspect, la sensation et la fonction des produits finaux.
À la base, PolyJet est un procédé de projection de matériaux. Il consiste à déposer des microgouttelettes de résine photopolymère liquide sur une plateforme de fabrication et à les durcir instantanément à l'aide d'une lumière ultraviolette (UV). Cette approche couche par couche, combinée à la capacité unique de la technologie à projeter plusieurs matériaux simultanément, la distingue de toutes les autres méthodes de fabrication additive. C'est la technologie à privilégier lorsque la fidélité esthétique, la finesse des caractéristiques et les propriétés multi-matériaux sont les principales exigences.

1. Le principe de base (technologie de projection de matériaux) :
Pour comprendre PolyJet, imaginez une imprimante à jet d'encre 2D très avancée, mais au lieu de projeter de l'encre sur du papier, elle projette du plastique liquide sur un plateau de fabrication et construit un objet tridimensionnel.
① Dépôt de matériaux : Les têtes d'impression piézoélectriques, semblables à celles des imprimantes de bureau, projettent sélectivement des gouttelettes de résine photopolymère de la taille d'un picolitre.
② Durcissement par UV : Immédiatement après le dépôt, deux puissantes lampes UV, qui se déplacent à côté des têtes d'impression, durcissent et solidifient le matériau.
③ Construction couche par couche : La plate-forme de construction s'abaisse d'une fraction de millimètre (généralement de 16 à 32 microns) et le processus se répète, construisant la pièce une couche ultrafine à la fois.
2. Les principales caractéristiques en un coup d'œil :
La technologie PolyJet se définit par une combinaison unique d'attributs qui la rendent indispensable pour des applications spécifiques :
① Résolution exceptionnelle : Permet d'obtenir des hauteurs de couche parmi les plus fines de l'industrie de l'impression 3D (jusqu'à 16 µm), ce qui se traduit par une finition de surface exceptionnellement lisse et exempte de stries ou de lignes de couche visibles.
② Capacités multimatériaux : L'avantage le plus important du PolyJet est sa capacité à imprimer avec plusieurs matériaux en une seule fois. Cela permet de créer des pièces dont la dureté, la couleur et la transparence varient.
③ Impression en couleur : Les systèmes PolyJet avancés peuvent imprimer plus de 500 000 couleurs distinctes, y compris les dégradés et les textures, et sont validés par Pantone®, ce qui garantit une précision chromatique inégalée pour des prototypes réalistes.
④ Haute précision : Cette technologie offre une précision dimensionnelle exceptionnelle, ce qui la rend idéale pour les essais de forme et d'ajustement, les gabarits et les montages, ainsi que les assemblages complexes.
Comment cela fonctionne-t-il ? Le processus étape par étape
Étape 1 : Prétraitement et préparation des fichiers numériques :
Le voyage commence par un modèle numérique en 3D créé à l'aide d'un logiciel de conception assistée par ordinateur (CAO).
① Fichier CAO au format prêt à imprimer :
Le modèle 3D initial est généralement exporté dans un format d'impression 3D standard, tel que STL, OBJ ou le format plus avancé 3MF. Si le STL est le plus courant, les formats tels que le 3MF et le VRML sont préférés pour les impressions multi-matériaux et en couleur, car ils peuvent contenir les données nécessaires à l'affectation des couleurs et des matériaux dans un seul fichier.
② Tranchage et configuration des travaux :
Le fichier est ensuite importé dans un logiciel de tranchage spécialisé, tel que Stratasys GrabCAD Print™. Dans ce logiciel, l'utilisateur effectue plusieurs tâches essentielles :
- Orientation : La pièce est orientée sur le plateau de construction virtuel afin d'optimiser le temps d'impression, la qualité de la surface et la minimisation de la structure de support.
- Affectation du matériel : Pour les impressions multi-matériaux, différents matériaux sont assignés à des coques ou corps spécifiques du modèle CAO. Les utilisateurs peuvent choisir parmi une large gamme de résines de base ou créer des "matériaux numériques" en combinant les propriétés.
- Sélection des finitions : L'utilisateur choisit entre une finition "mate" ou "brillante". Le logiciel génère automatiquement les structures de support nécessaires en fonction de ce choix et de la géométrie de la pièce.
- Trancher : Le logiciel découpe le modèle numérique en centaines ou milliers de couches horizontales, créant ainsi un fichier d'instructions détaillé pour l'imprimante 3D.

Étape 2 : Le processus d'impression - un regard microscopique :
Une fois le travail envoyé à l'imprimante, le processus de création physique automatisé commence.
① Mécanisme de projection de la tête d'impression :
Le chariot de l'imprimante PolyJet, qui contient plusieurs têtes d'impression piézoélectriques, balaie la plate-forme de construction. Chaque tête d'impression contient des centaines de minuscules buses. Une charge électrique provoque la déformation du matériau piézoélectrique à l'intérieur de la tête, éjectant une gouttelette précise de résine photopolymère de la taille d'un picolitre à partir d'une buse spécifique.
② Dépôt simultané de matériel et de support :
Lorsque le chariot se déplace, les têtes d'impression projettent à la fois le(s) matériau(x) du modèle et un matériau de support distinct, semblable à un gel.
- Modèle Matériau : Forme la pièce proprement dite. Pour les impressions multi-matériaux, différentes têtes projettent différentes résines, qui peuvent même être mélangées en vol avant d'atterrir sur le plateau de construction pour former les matériaux numériques.
- Matériel de soutien : Un matériau dédié (par exemple, SUP705™ ou le SUP706B™ soluble dans l'eau) est projeté pour remplir les vides, soutenir les surplombs et envelopper la pièce. Cela permet d'assurer la stabilité et la précision géométriques pendant la construction.
③ Durcissement instantané par UV :
Juste derrière les têtes d'impression se trouvent de puissantes lampes UV. Dès qu'une couche de résine liquide est déposée, la lumière UV passe dessus et déclenche une réaction photochimique appelée photopolymérisation. Les gouttelettes se solidifient instantanément et se lient à la couche inférieure. Ce processus de "polymérisation à la volée" garantit que les pièces sont entièrement polymérisées et stables au fur et à mesure de leur fabrication.
④ Progression de l'axe Z :
Une fois que chaque couche a été projetée et durcie, la plate-forme de construction s'abaisse avec une extrême précision (par exemple, de 16 microns). Le chariot commence alors son passage suivant, déposant la couche suivante. Ce cycle se répète jusqu'à ce que la pièce soit complète.

Étape 3 : Post-traitement et finalisation des pièces :
Une fois l'impression terminée, la pièce, enveloppée dans le matériau de support, est retirée de la plate-forme de construction et passe à l'étape finale. Cette étape sera abordée en détail dans la section Options de post-traitement section.
Comparaison avec d'autres technologies d'impression 3D
Le choix de la bonne technologie d'impression 3D dépend entièrement des exigences de l'application. Voici comment PolyJet se positionne par rapport à d'autres technologies de pointe.
1. PolyJet et stéréolithographie (SLA) :
Le SLA et le PolyJet sont souvent comparés car ils utilisent tous deux des résines photopolymères et produisent des pièces très détaillées.
① Similarités : Tous deux permettent de créer des pièces présentant un excellent état de surface et des caractéristiques très détaillées. Elles sont toutes deux idéales pour les prototypes visuels où l'esthétique est primordiale.
② Principales différences :
- Processus : Le PolyJet projette le matériau couche par couche, tandis que le SLA utilise un laser ou un projecteur UV pour polymériser la résine dans une grande cuve.
- Multi-matériaux : PolyJet excelle dans l'impression multi-matériaux et multi-couleurs au sein d'une même pièce. L'impression SLA standard est limitée à un seul matériau par fabrication.
- Suppression du support : Les supports gélifiés ou hydrosolubles de PolyJet sont généralement beaucoup plus faciles et rapides à enlever que les supports en treillis de SLA, qui doivent être coupés et poncés manuellement.
- Précision : Les deux sont très précis, mais le processus de pulvérisation de PolyJet permet de contrôler un peu plus les propriétés des matériaux numériques.

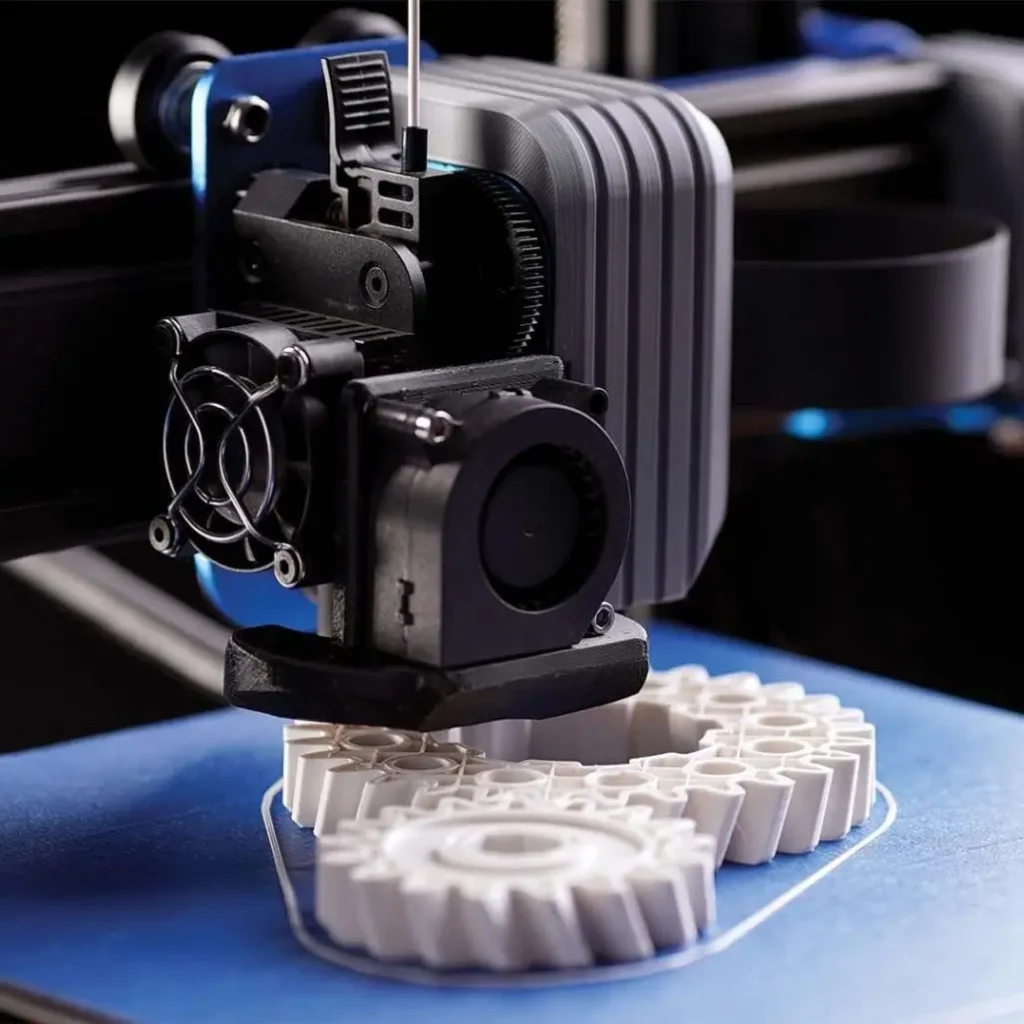
2. PolyJet vs. Fused Deposition Modeling (FDM) :
La technologie FDM est l'une des technologies d'impression 3D les plus courantes, connue pour ses matériaux thermoplastiques résistants. Principaux facteurs de différenciation :
① Résolution et état de surface : La technologie PolyJet est largement supérieure. Les pièces FDM présentent des lignes de couche visibles et une finition beaucoup plus rugueuse, tandis que les pièces PolyJet sont lisses au toucher et ressemblent à des pièces moulées par injection.
② Matériau : PolyJet utilise des photopolymères thermodurcis, tandis que FDM utilise des thermoplastiques de qualité technique (par exemple, ABS, PC, ULTEM™). Les pièces FDM sont généralement plus solides, plus durables et présentent une meilleure résistance thermique.
③ Détail et complexité : PolyJet peut produire des caractéristiques beaucoup plus complexes et délicates que FDM.
④ Couleur et multi-matériaux : La FDM a des capacités très limitées en matière de multi-couleurs/matériaux (généralement double extrusion), alors qu'il s'agit d'un point fort du PolyJet.
3. PolyJet et frittage sélectif par laser (SLS) :
Le SLS est une technologie de fusion sur lit de poudre connue pour produire des pièces en nylon résistantes et fonctionnelles. Contrastes fondamentaux :
① Matériau : PolyJet utilise des résines liquides ; SLS utilise des polymères en poudre (généralement du nylon).
② Structures de soutien : Le SLS est autoportant, car la poudre non frittée dans la chambre de fabrication soutient la pièce. Le procédé PolyJet nécessite des structures de support dédiées qui doivent être retirées.
③ Application Focus : PolyJet est destiné aux prototypes réalistes et de haute fidélité. Le SLS est destiné aux prototypes durables et fonctionnels et aux pièces d'utilisation finale qui nécessitent de bonnes propriétés mécaniques.
④ Finition et couleur de la surface : Les pièces PolyJet sont lisses et peuvent être en couleur. Les pièces SLS ont une finition de surface granuleuse caractéristique et sont généralement blanches ou grises (bien qu'elles puissent être teintées après le processus).

Tableau comparatif récapitulatif :
| Fonctionnalité | PolyJet | ALS | FDM | SLS |
|---|---|---|---|---|
| Technologie | Jetting de matériaux | Photopolymérisation en cuve | Extrusion de matériaux | Fusion de lits de poudre |
| Matériaux | Résines photopolymères | Résines photopolymères | Thermoplastiques | Poudres thermoplastiques |
| Résolution | Très élevé (16-32 µm) | Très élevé (25-100 µm) | Faible à moyen (100-400 µm) | Moyen (100-120 µm) |
| Finition de la surface | Excellent, très doux | Excellent, lisse | Couches équitables et visibles | Bon, légèrement granuleux |
| Multi-matériaux | Oui, étendu | Non (en général) | Limité (double extrusion) | Non |
| Couleur | Oui, validé par Pantone | Non (monochromatique) | Très limité | Non (peut être teint) |
| Résistance mécanique | Modéré | Modéré à faible | Élevée (grade d'ingénieur) | Très élevé (Nylon) |
| Meilleur pour | Prototypes réalistes | Prototypes détaillés, moules | Pièces fonctionnelles, gabarits | Pièces fonctionnelles, géo complexe |
| Suppression du support | Facile (Jet d'eau/Soluble) | Moyen (écrêtage manuel) | Facile à dur (cassant/soluble) | Non requis |
Quels sont les principaux avantages de l'impression polyjet ?
Le processus unique de PolyJet offre un ensemble d'avantages puissants qui ouvrent de nouvelles possibilités en matière de développement et de fabrication de produits.
1. Réalisme et finition de surface inégalés :
PolyJet produit la finition de surface la plus lisse de toutes les principales technologies d'impression 3D. Les couches ultrafines (plus fines qu'un cheveu humain) éliminent l'effet d'escalier commun aux autres procédés. Les pièces PolyJet sont donc idéales pour :
① Des modèles de marketing et de vente qui ressemblent au produit final.
② Essais en soufflerie où l'état de surface est critique.
③ Études ergonomiques où la sensation tactile est importante.
2. Capacités multi-matériaux et multi-couleurs :
C'est la force déterminante du PolyJet. La possibilité de combiner différents matériaux dans un seul travail d'impression change la donne.
① Matériaux numériques : Ingénierie des propriétés personnalisées :
Les imprimantes PolyJet ne se contentent pas d'imprimer avec des résines de base ; elles les combinent au niveau des gouttelettes pour créer des "matériaux numériques". Cela permet une ingénierie précise des propriétés mécaniques. C'est ainsi qu'il est possible d'obtenir des propriétés mécaniques précises :
- Dureté Shore A : En mélangeant un matériau rigide (comme Vero™) et un matériau souple (comme Agilus30™), il est possible de créer un spectre complet de valeurs Shore A, simulant parfaitement un caoutchouc ou un silicone de dureté variable.
- Simulation de surmoulage : Une seule pièce peut être imprimée avec un noyau rigide et un extérieur souple, semblable à du caoutchouc, reproduisant parfaitement le processus de surmoulage utilisé dans la fabrication d'outils électriques, d'étuis de téléphone et d'ustensiles de cuisine.
② Réalisme des couleurs avec validation Pantone :
Les systèmes avancés tels que la série J de Stratasys peuvent combiner les résines de base cyan, magenta, jaune, noire, blanche et transparente pour produire plus de 500 000 couleurs vérifiables. Cela comprend :
- Dégradés de couleurs : Transitions douces entre les couleurs.
- Cartographie des textures : Application de textures numériques (comme le grain de bois ou la fibre de carbone) directement sur la surface de la pièce.
- Validation Pantone® : La possibilité de faire correspondre des couleurs Pantone spécifiques garantit la cohérence de la marque et élimine les incertitudes liées au prototypage de couleurs critiques.
3. Précision exceptionnelle et finesse des détails :
La combinaison d'une haute résolution et d'un processus de projection précis permet à PolyJet de reproduire des détails incroyablement fins, comme par exemple :
① Texte gravé ou en relief.
② Textures et motifs complexes.
③ Parois minces et arêtes vives.
④ Composants minuscules et complexes pour les appareils médicaux ou électroniques.
4. Vitesse pour une production à haut mélange et à faible volume :
Alors qu'une seule grande pièce peut être imprimée plus rapidement sur d'autres machines, PolyJet excelle en termes d'efficacité lorsqu'il s'agit d'imprimer un plateau de construction rempli de pièces multiples et différentes. Comme la tête d'impression passe sur l'ensemble du plateau indépendamment de ce qui est imprimé, le fait de remplir le plateau avec de nombreuses petites pièces complexes ou multi-matériaux n'augmente pas de manière significative le temps d'impression.
5. Polyvalence des matériaux en une seule impression :
La possibilité de combiner des propriétés matérielles disparates en une seule fois est un outil puissant pour le prototypage fonctionnel. Une seule impression peut contenir :
① Rigide pour assurer l'intégrité structurelle.
② Flexible pour les joints d'étanchéité ou les charnières vivantes.
③ Transparent pour les lentilles, les tubes de lumière ou l'analyse fluidique.
Quelles sont les limites de l'impression polyjet ?
Bien que puissant, le procédé PolyJet n'est pas la solution pour toutes les applications. Reconnaître ses limites est la clé d'une mise en œuvre réussie.
1. Propriétés mécaniques et durabilité :
Les pièces PolyJet sont fabriquées à partir de photopolymères à base d'acrylique (thermodurcissables). Bien qu'elles puissent être rendues plus résistantes avec des matériaux numériques tels que Digital ABS Plus™, elles ne possèdent généralement pas la même solidité, ténacité ou résistance à la température que les pièces fabriquées à partir de thermoplastiques techniques (comme le Nylon ou le PC) via FDM ou SLS. Elles peuvent être fragiles et ne conviennent généralement pas aux applications fonctionnelles à long terme soumises à de fortes contraintes.
2. Sensibilité aux UV et stabilité des matériaux :
En tant que photopolymères, les pièces PolyJet sont intrinsèquement sensibles à la lumière ultraviolette (UV). Une exposition prolongée à la lumière du soleil peut entraîner le jaunissement des pièces, leur fragilisation et la perte des propriétés prévues. Bien que les couches transparentes puissent atténuer ce phénomène, elles conviennent mieux à une utilisation à l'intérieur. Les matériaux peuvent également présenter un certain "fluage" (déformation sous une charge constante) au fil du temps.
3. Coût des matériaux plus élevé :
Les résines photopolymères exclusives utilisées dans les systèmes PolyJet sont nettement plus chères au kilogramme que les filaments FDM ou les poudres SLS. Le matériau de support, qui est utilisé abondamment, augmente également le coût global d'une impression. Cette technologie est donc moins rentable pour les modèles de masse simples ou les pièces volumineuses où le détail n'est pas une priorité.
4. Exigences relatives aux structures de soutien :
Presque toutes les pièces PolyJet nécessitent un support, qui doit être retiré lors d'une étape de post-traitement. Bien que le processus d'enlèvement soit relativement facile (en particulier avec les supports solubles), il ajoute encore du temps, de la main-d'œuvre et des coûts au flux de travail global.

Quels sont les matériaux utilisés dans l'impression 3D PolyJet ?
La vaste bibliothèque de matériaux est au cœur de la polyvalence de PolyJet. Les matériaux sont généralement classés en fonction de leur propriété principale.
1. La famille Vero™ (Rigide Opaque) :
Il s'agit de la famille de matériaux PolyJet la plus utilisée, connue pour ses excellents résultats en termes de détails, de résistance et de stabilité.
- VeroWhitePlus™, VeroBlackPlus™, VeroGray™, VeroBlue™ : Couleurs standard pour la modélisation générale.
- VeroVivid™ Couleurs : Les bases cyan, magenta et jaune pour l'impression en quadrichromie.
- VeroClear™ : Matériau transparent pour simuler le PMMA (acrylique) ou le verre. Peut être poli pour une plus grande clarté.
- VeroFlex™ : Un matériau unique qui offre à la fois flexibilité et durabilité, idéal pour le prototypage de lunettes.
2. La famille Agilus30™ (flexible, caoutchouteux) :
Cette famille de matériaux simule le caoutchouc avec différents degrés de résistance à la déchirure et d'élongation à la rupture.
- Agilus30™ Clear, Black et White : Utilisé pour le prototypage de joints, d'étanchéités, de charnières vivantes et de surfaces douces au toucher. Peut être combiné avec les matériaux Vero pour créer une large gamme de valeurs de dureté Shore A.
3. Matériaux numériques (composites à la volée) :
Il ne s'agit pas de résines de base, mais de résines créées par l'imprimeur en mélangeant deux ou trois résines de base à des concentrations spécifiques.
- Digital ABS Plus™ : Créé en combinant Rigur™ et un autre matériau pour offrir une ténacité et une résistance à la chaleur améliorées (jusqu'à 90°C), simulant le plastique ABS standard. Idéal pour les prototypes fonctionnels, les moules et les outils de fabrication.
- Polypropylène simulé (Endur™ & Durus™) : Matériaux offrant la flexibilité et la durabilité du polypropylène, excellents pour les pièces à fermeture par pression et les charnières vivantes.
- Dureté variable Shore A : En combinant Vero et Agilus30, des centaines d'états intermédiaires flexibles peuvent être obtenus dans une seule pièce.
4. Matériaux spécialisés :
- Biocompatible (MED610™) : Matériau transparent certifié pour le contact corporel (ISO 10993, par exemple), convenant aux guides chirurgicaux, aux plateaux dentaires et aux prototypes de dispositifs médicaux qui entrent en contact avec la peau ou les membranes muqueuses.
- Haute température (RGD525™) : Offre une température de déflexion thermique (HDT) plus élevée, ce qui le rend adapté aux tests fonctionnels statiques ou aux pièces exposées à l'air chaud ou à l'eau, comme les prototypes de robinets ou de tuyaux.

Services d'impression 3D PolyJet de haute précision
Découvrez les services professionnels d'impression 3D PolyJet pour des détails ultrafins, des finitions lisses et des capacités multi-matériaux.
Ressources pour Le guide complet de l'impression 3D PolyJet
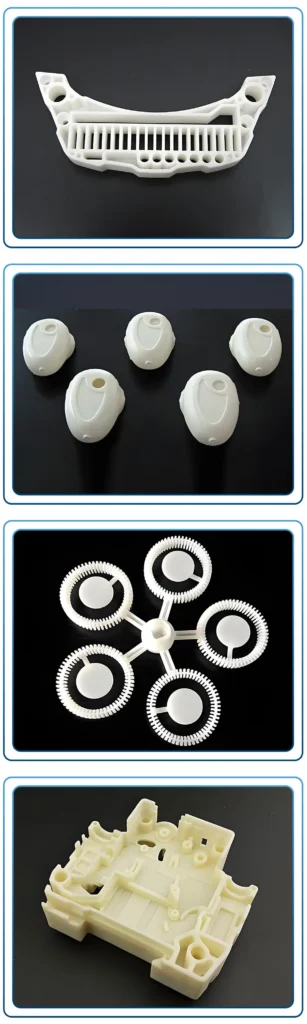
Quelles sont les principales applications de l'impression polyjet ?
Les avantages uniques de la technologie PolyJet se traduisent par une large gamme d'applications à fort impact dans diverses industries.
1. Prototypage et développement de produits :
Il s'agit du principal domaine d'application de PolyJet.
① Prototypes visuels haute fidélité :
PolyJet permet aux concepteurs et aux ingénieurs de créer des modèles qui sont pratiquement impossibles à distinguer du produit final. Ces modèles sont d'une valeur inestimable pour :
- Examens préliminaires de la conception et retour d'information des parties prenantes.
- Photographie marketing et groupes de discussion avec les consommateurs.
- Obtenir un financement ou l'approbation d'un projet à l'aide d'un modèle tangible et réaliste.
② Tests de forme, d'ajustement et de sensation :
La haute précision de la technologie et les capacités multi-matériaux permettent une véritable évaluation fonctionnelle :
- Forme : Vérifier que la forme et l'esthétique d'une pièce sont conformes à l'intention du concepteur.
- En forme : Tester des assemblages en imprimant plusieurs composants qui s'emboîtent parfaitement.
- Sentir : Utilisation de matériaux en caoutchouc surmoulés pour tester l'ergonomie des poignées et des manches.
2. Médecine et soins de santé :
PolyJet transforme la médecine en fournissant des outils et des modèles spécifiques aux patients.
① Modèles de planification chirurgicale :
Les chirurgiens peuvent imprimer un modèle 3D de l'organe ou de la structure osseuse d'un patient (à partir d'un scanner ou d'une IRM) en utilisant une combinaison de matériaux rigides, flexibles et colorés. Cela leur permet de :
- Pratiquer des procédures complexes avant d'entrer dans la salle d'opération.
- Expliquer l'opération aux patients à l'aide d'un modèle physique clair.
- Réduire le temps d'opération et améliorer les résultats pour les patients.
② Prototypage de dispositifs médicaux :
Grâce aux matériaux biocompatibles, les entreprises peuvent rapidement créer des prototypes d'appareils tels que des prothèses auditives, des instruments chirurgicaux et des systèmes d'administration qui nécessitent à la fois rigidité et flexibilité.
3. Biens de consommation et électronique :
PolyJet permet d'accélérer le cycle de conception des produits de consommation. Les applications comprennent le prototypage d'étuis de téléphones portables, d'appareils de cuisine, de technologies portables et d'emballages avec des couleurs, des textures et des caractéristiques surmoulées réalistes.
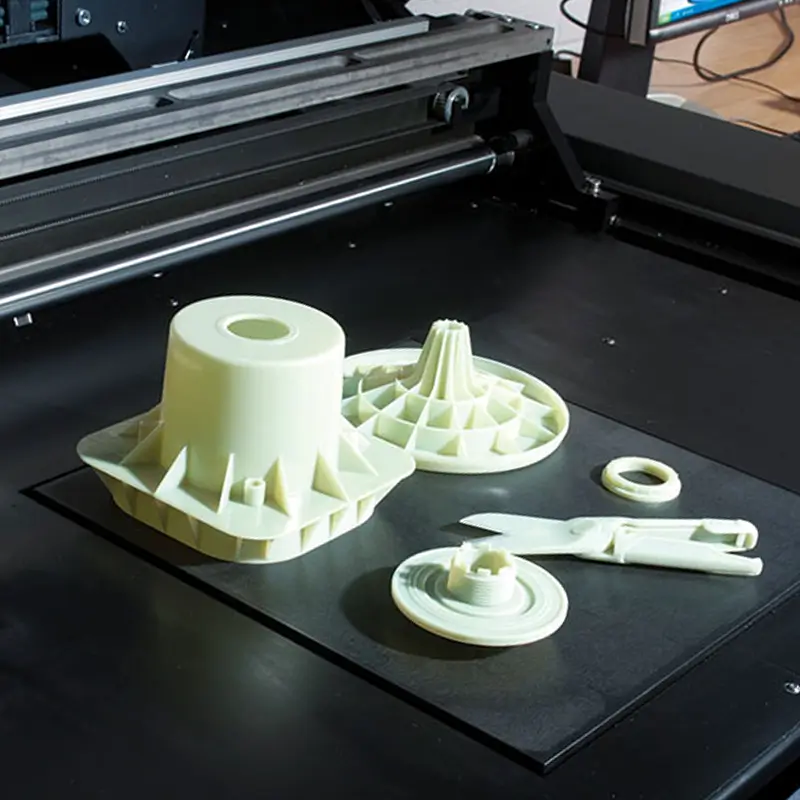
4. Gabarits, montages et aides à la fabrication :
Bien qu'elle ne soit pas aussi durable que les pièces FDM ou SLS, la technologie PolyJet est excellente pour créer des gabarits et des fixations personnalisés de haute précision pour les lignes d'assemblage ou de contrôle de la qualité. Sa finition de surface lisse garantit qu'elle ne rayera pas et n'abîmera pas les composants délicats.
Impression polyjet pour la fabrication de moules
Une application très avancée du PolyJet est son utilisation dans la création d'outils de moulage par injection, un processus connu sous le nom d'outillage rapide.
1. Qu'est-ce que l'outillage rapide avec PolyJet ?
L'outillage rapide consiste à imprimer en 3D une cavité et un noyau de moule, qui sont ensuite utilisés dans une machine de moulage par injection standard pour produire un petit lot de pièces (généralement de 10 à 100 unités) dans le plastique de production final.
2. Le processus expliqué :
① Conception et impression de moules : Le moule est conçu en CAO avec des caractéristiques standard telles que les portes, les patins et l'emplacement des goupilles d'éjection. Il est ensuite imprimé à l'aide d'un matériau PolyJet haute résistance et haute température tel que Digital ABS Plus™.
② Préparation du moule : Le moule imprimé peut nécessiter un polissage minimal des surfaces de la cavité pour une meilleure finition de la pièce. Il est ensuite assemblé dans une base de moule standard.
③ Moulage par injection : Le moule est placé dans une presse à mouler. Un thermoplastique à basse température (par exemple, polypropylène, PEHD, TPE) est injecté sous une pression relativement faible pour créer les pièces finales.
3. Avantages des moules PolyJet :
① Vitesse : Un moule PolyJet peut être imprimé et prêt à l'emploi en quelques heures ou quelques jours, alors que l'usinage CNC traditionnel des moules en acier ou en aluminium prend des semaines ou des mois.
② Coût-efficacité : Pour les petites séries, le coût est une fraction de celui d'un moule en métal, ce qui permet une validation abordable avec des matériaux de qualité de production.
③ Itération de la conception : Il permet un véritable développement agile des produits. Les équipes peuvent tester une conception, recevoir des commentaires, modifier le fichier CAO et imprimer un nouveau moule en une nuit.
4. Limites et considérations :
① Durée de vie limitée des moules : Les moules PolyJet ne sont pas aussi durables que le métal et ne peuvent généralement supporter que 10 à 100 tirs, en fonction de la géométrie de la pièce et des paramètres de moulage.
② Compatibilité des matériaux : Ils ne conviennent qu'aux thermoplastiques dont les températures de fusion et les pressions d'injection sont faibles.
③ Conductivité thermique : Les moules en plastique ne dissipent pas la chaleur aussi bien que les moules en métal, ce qui peut allonger la durée des cycles.

Lignes directrices pour la conception de l'impression polyjet
Le respect des principes de conception pour la fabrication additive (DfAM) est essentiel pour maximiser la qualité et le succès de vos impressions PolyJet.
1. Bonnes pratiques générales :
① Épaisseur minimale de la paroi :
Pour s'assurer que les pièces sont suffisamment solides pour résister au post-traitement et à la manipulation, il convient de suivre les lignes directrices suivantes :
- Matériaux rigides (famille Vero) : 0,6 mm (0,024 in) pour les applications standard.
- Matériaux flexibles (Agilus30) : 1,0 mm (0,040 in) pour maintenir l'intégrité structurelle.
② Taille minimale de l'objet :
La haute résolution du PolyJet permet d'obtenir des caractéristiques minuscules, mais il y a des limites pratiques :
- Pins/Rods : Un diamètre minimum de 0,5 mm est recommandé.
- Gravé/Embossé Texte : Utilisez une taille de police d'au moins 6 points avec une profondeur/hauteur de 0,2 mm.
③ Tolérances :
Le procédé PolyJet est très précis. Les tolérances dimensionnelles typiques sont de ±0,1 mm pour les premiers 25 mm, et de ±0,05 mm pour chaque 25 mm supplémentaires. Toutefois, ces tolérances peuvent varier en fonction de la géométrie et de l'orientation.
2. Conception de pièces multi-matériaux :
① Préparation du dossier :
Pour affecter différents matériaux à différentes sections d'une pièce, votre conception doit être structurée correctement :
- Coquilles/corps séparés : La méthode la plus fiable consiste à concevoir la pièce comme un assemblage de corps distincts et non superposés dans votre logiciel de CAO.
- Format de fichier : Exporter l'assemblage sous la forme d'un STL unique (où chaque corps est une coque séparée) ou, de préférence, sous la forme d'un fichier 3MF ou VRML, qui peut préserver les attributions de matériaux et de couleurs.
3. Optimisation des structures de soutien :
① Orientation de la pièce :
L'orientation est une décision critique qui a un impact sur l'état de surface, la précision et le temps d'impression.
- Pour une meilleure finition : Orienter les surfaces critiques vers le haut, car elles ne seront pas en contact avec le matériau de support et peuvent être imprimées avec une finition "brillante".
- Pour plus de précision : Orientez les trous circulaires de manière à ce que leur axe central soit perpendiculaire à la plate-forme de construction (dans la direction Z) afin de garantir la meilleure circularité possible.
② Choisir la bonne finition (brillante ou mate) :
- Finition mate : La pièce entière est encapsulée dans un matériau de support. Cela permet d'obtenir une finition uniforme et non réfléchissante sur toutes les surfaces, mais nécessite davantage de matériau de support et de temps de nettoyage.
- Finition brillante : Seuls les débords et les dessous sont soutenus. Les surfaces orientées vers le haut sont imprimées sans contact avec le support, ce qui donne une finition très lisse et brillante. C'est le choix par défaut et le plus courant.

Options de post-traitement
Les dernières étapes après l'impression sont cruciales pour obtenir l'aspect et la sensation souhaités.
1. Suppression du soutien (la première étape essentielle) :
Il s'agit de la principale activité de post-traitement pour toutes les pièces PolyJet.
① WaterJetting : La méthode la plus courante et la plus efficace. Un système de jet d'eau à haute pression (comme un Stratasys WaterJet) est utilisé pour éliminer le matériau de support gélifié (SUP705™) sans endommager la pièce elle-même.
② Suppression du support soluble : Pour les pièces délicates avec des canaux internes complexes, un matériau de support soluble dans l'eau (SUP706B™) est utilisé. La pièce est simplement immergée dans un bain de solution de nettoyage, et le matériau de support se dissout, nécessitant un travail manuel minimal.
③ Suppression manuelle : Pour les pièces plus simples, le support peut être enlevé à la main à l'aide de petits outils ou en trempant la pièce dans une solution d'eau et de soude caustique.
2. Techniques de finition esthétique :
① Ponçage et polissage :
- Ponçage : Un ponçage humide avec des grains de papier de verre de plus en plus fins peut être utilisé pour éliminer les marques d'appui restantes ou pour obtenir une finition encore plus lisse et mate.
- Polissage : Pour les pièces transparentes fabriquées avec VeroClear™, le ponçage et le polissage avec un composé de polissage peuvent permettre d'obtenir une clarté quasi optique.
② Peinture et teinture : Bien que PolyJet offre une impression en couleur, les pièces peuvent toujours être peintes pour obtenir des finitions métalliques spécifiques ou pour correspondre à une couleur non Pantone. Un apprêt est recommandé pour une meilleure adhérence.
③ Revêtement transparent : L'application d'un vernis résistant aux UV est fortement recommandée pour les pièces qui seront fréquemment manipulées ou exposées à la lumière du soleil. Il améliore l'aspect et la durabilité à long terme de la pièce ainsi que sa stabilité aux UV.
Pourquoi choisir nos services d'impression PolyJet ?
Lorsque la précision, le réalisme et la vitesse sont importants, il est essentiel de s'associer avec le bon fournisseur de services. Voici pourquoi nous sommes le leader de l'industrie pour vos besoins PolyJet.
1. Une technologie de pointe :
Nous disposons d'un parc d'imprimantes Stratasys PolyJet de dernière génération, notamment les systèmes J850 Pro et J55 Prime. Vous avez ainsi accès à l'ensemble des capacités multimatériaux, aux couleurs validées par Pantone et aux matériaux spécialisés tels que VeroUltraClear et l'Agilus30 flexible.
2. Une expertise inégalée :
Notre équipe d'ingénieurs et de techniciens possède des dizaines d'années d'expérience combinée dans le domaine de la fabrication additive. Nous ne nous contentons pas d'imprimer votre fichier, nous vous offrons des conseils d'experts en conception pour la fabrication additive (DfAM) afin d'optimiser votre pièce en termes de coût, de vitesse et de performance.
3. Bibliothèque de matériel complète :
Nous disposons d'une gamme étendue de matériaux PolyJet, allant des résines rigides opaques et transparentes aux résines flexibles de type caoutchouc, biocompatibles et à haute température. Notre capacité à créer des milliers de combinaisons de matériaux numériques nous permet de répondre parfaitement à vos exigences en matière de propriétés.
4. Assurance qualité certifiée ISO 9001 :
Notre processus de production est régi par un système de gestion de la qualité strict, certifié ISO 9001:2015. Chaque pièce subit une inspection rigoureuse pour s'assurer qu'elle répond à vos spécifications en matière de précision dimensionnelle et de qualité esthétique.
5. Solutions de bout en bout :
Nous sommes votre guichet unique pour le développement de produits. De la consultation initiale sur la conception et la préparation des fichiers à l'impression, au post-traitement complet (y compris le polissage, la peinture et le revêtement transparent) et à l'assemblage final, nous gérons chaque étape du processus afin de fournir des pièces prêtes à être présentées.

Foire aux questions (FAQ) sur l'impression polyjet
PolyJet est l'une des technologies d'impression 3D disponibles. Les tolérances sont de ±0,1 mm pour les 25 premiers millimètres d'une pièce et de ±0,05 mm pour chaque 25 millimètres supplémentaires. Cette précision est idéale pour tester la forme et l'ajustement d'assemblages complexes.
Les pièces PolyJet ont une résistance modérée et conviennent mieux aux prototypes visuels et fonctionnels qu'aux applications finales à forte charge. Alors que des matériaux tels que Digital ABS Plus™ offrent une ténacité accrue, pour les applications nécessitant une résistance mécanique et une durabilité élevées, des technologies telles que FDM ou SLS avec des matériaux de qualité technique peuvent s'avérer plus appropriées.
La meilleure façon de procéder consiste à concevoir votre pièce comme un assemblage de corps distincts et non superposés dans votre logiciel de CAO. Attribuez à chaque corps un nom ou une couleur unique. Exportez ensuite l'ensemble sous la forme d'un seul fichier 3MF, VRML ou OBJ. Lorsque vous nous soumettez le fichier, vous pouvez spécifier le matériau à appliquer à chaque corps.
Nos systèmes grand format, comme le Stratasys J850, ont un volume de construction pouvant atteindre 490 x 390 x 200 mm (19,3 x 15,3 x 7,9 in). Il est possible de créer des pièces plus grandes en les imprimant par sections et en les assemblant lors du post-traitement.
En raison de leur sensibilité inhérente à la lumière UV, les pièces PolyJet standard ne sont pas recommandées pour une utilisation à long terme en extérieur, car elles peuvent se fragiliser et se décolorer. Toutefois, l'application d'un vernis résistant aux UV peut considérablement prolonger leur durée de vie et leur durabilité dans de telles conditions.
A brillant est obtenue lorsque les surfaces orientées vers le haut sont imprimées sans contact avec le matériau de support, ce qui donne une surface très lisse et brillante. A mat La finition brillante est obtenue lorsque la pièce entière est enveloppée dans un matériau de support, ce qui donne à toutes les surfaces une texture uniforme et non réfléchissante. La finition brillante est le choix le plus courant et le plus rentable.

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

