 Skip to content
Skip to content 

Introduction : Le processus de fabrication de pièces en plastique avec moulage par injection comprend principalement quatre étapes : remplissage-tenue de pression-refroidissement-démoulage. Ces quatre étapes déterminent directement la qualité du produit et constituent un processus continu complet.
Qu'est-ce que le moulage par injection ?
Le moulage par injection est un procédé qui permet de fabriquer des pièces en plastique. Le plastique (généralement de petits morceaux) est chauffé dans une machine. Lorsqu'il a fondu, vous le poussez vers l'avant à l'aide d'un piston ou d'une vis. Il est ensuite injecté dans le moule à une température plus basse, à une vitesse très rapide, par la buse située à l'extrémité avant du cylindre.
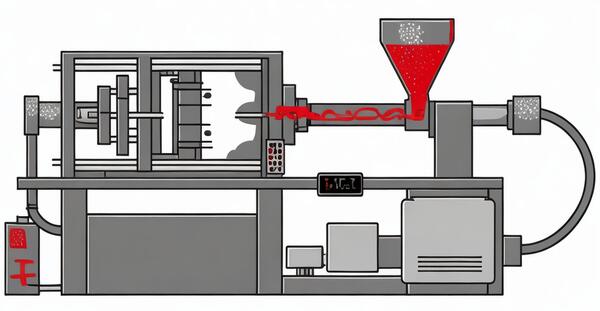
L'opération s'effectue très rapidement par un trou situé à l'avant de la machine. Après refroidissement et mise en forme, on ouvre le moule et on retire la pièce. Cette opération est répétée à l'infini.
Quel est le principe de fonctionnement du moulage par injection ?
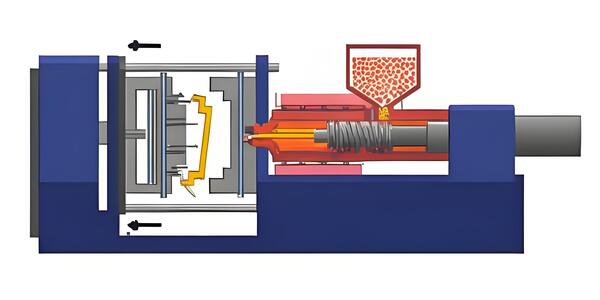
Le moulage par injection est un procédé de fabrication de produits en plastique. La machine de moulage par injection fait fondre le plastique et le projette dans un moule. Il faut ensuite le laisser refroidir et durcir. L'idée de base est la suivante :

Chauffage et fusion : chauffer des particules ou des poudres de plastique jusqu'à ce qu'elles fondent, généralement dans une machine à injecter. Le plastique fondu devient épais et liquide et peut être poussé dans le moule par la machine à injection.
Remplir le moule : Injection du plastique fondu dans le moule à l'aide d'une machine à injection. La machine d'injection applique une pression élevée pour faire couler le plastique et remplir toute la cavité du moule.
Refroidissement et solidification : La matière plastique contenue dans le moule doit refroidir et se solidifier. Le temps et la température de refroidissement dépendent de facteurs tels que le type et l'épaisseur du matériau. La conception spécifique du moule peut également affecter le temps de refroidissement et la qualité.
Ouverture et élimination des moisissures : Une fois que le moule a refroidi et que la pièce s'est solidifiée, ouvrez le moule et retirez la pièce. Le moule contient généralement des agents de démoulage pour faciliter le démoulage de la pièce.

Ébarbage, ébarbage et traitement : Une fois les pièces retirées, il faut éliminer le plastique excédentaire et les bavures, puis découper et traiter les pièces. Cette opération peut être réalisée à la main ou à l'aide d'une machine.
Inspection et emballage : Enfin, nous devons inspecter le produit fini pour nous assurer qu'il est suffisamment bon, puis nous le mettons dans une boîte et vous l'envoyons.

Quels sont les Étape du processus de moulage par injection?
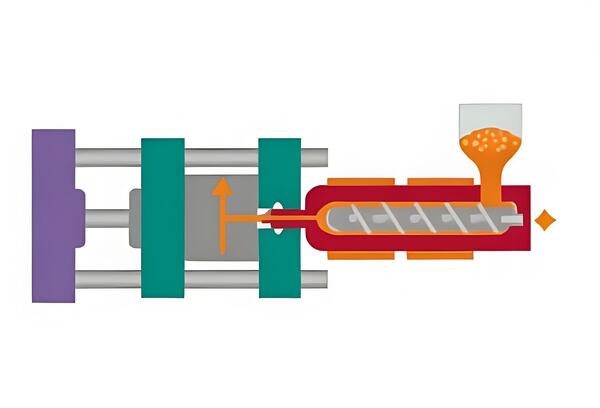
Le moulage par injection est un procédé de fabrication de plastique courant qui est largement utilisé dans la fabrication de produits en plastique. Le principe consiste à injecter la matière thermoplastique fondue chauffée dans le moule à l'aide d'une machine à injection, puis à la refroidir et à la mouler pour obtenir finalement un produit en plastique de la forme souhaitée.
Le processus de moulage par injection se déroule généralement comme suit :
Préparation du moule : Il faut préparer le moule pour fabriquer l'objet en plastique que l'on veut. Cela signifie que tu dois le concevoir, le fabriquer et le mettre dans la machine. Lorsque tu conçois le moule, tu dois penser à l'aspect de l'objet, à sa taille et à sa composition.

Lorsque vous fabriquez le moule, vous devez penser au type de matériau que vous utilisez et à la qualité que vous souhaitez obtenir. En outre, lors de la préparation du moule, la conception de l'unité de fermeture doit tenir compte de l'épaisseur de la paroi afin de garantir la stabilité et la qualité du moulage pendant l'opération de moulage. processus de moulage par injection.

Préparation des matières plastiques : Vous devez choisir et traiter les matières plastiques en fonction des exigences des produits que vous souhaitez fabriquer. En général, vous chauffez des granulés ou des poudres de plastique jusqu'à ce qu'ils fondent, puis vous projetez le plastique fondu dans un moule à l'aide d'une machine.
Injection : Le processus d'injection consiste à injecter du plastique chaud dans un moule à l'aide d'une machine d'injection. Vous devez contrôler la pression d'injection, la vitesse et la température de la machine d'injection pour vous assurer que l'unité d'injection est précise et de bonne qualité.
Refroidissement : Après le moulage par injection, il faut attendre un certain temps pour que le plastique refroidisse et durcisse. Le temps et la température de refroidissement dépendent du type et de l'épaisseur du matériau.
Ouverture du moule : Après le refroidissement, vous devez ouvrir le moule et retirer les pièces. Il existe de nombreuses façons d'ouvrir le moule : manuelle, mécanique et hydraulique.

Décorticage, élagage et traitement : Une fois les pièces sorties de la machine de moulage par injection, elles doivent être décriées, découpées et traitées afin d'éliminer l'excès de matière plastique, d'aplanir la surface et de percer les trous nécessaires au traitement.
Inspection et emballage : Enfin, nous devons inspecter le produit fini pour nous assurer qu'il est suffisamment bon, puis le mettre dans une boîte et l'envoyer quelque part.

Quelles sont les étapes du processus de moulage par injection de pièces en plastique ?
Phase de remplissage
Le remplissage est la première étape de l'ensemble du processus moulage par injection cycle. Le temps commence à partir de la fermeture du moule et du moulage par injection jusqu'à ce que la cavité du moule soit remplie à environ 95%. En théorie, plus le temps de remplissage est court, plus l'efficacité du moulage est élevée, mais dans la pratique, le temps de moulage ou la vitesse d'injection sont soumis à de nombreuses conditions.
Stade de pression de maintien
L'objectif de la phase de pression de maintien est de maintenir la pression, de tasser la matière fondue, de rendre le plastique plus dense (densification) et de compenser le retrait du plastique. Au cours du processus de maintien de la pression, la contre-pression est élevée car la cavité du moule est déjà pleine de plastique.

Pendant le processus d'emballage sous pression de maintien, la vis de la machine de moulage par injection ne peut avancer que lentement et légèrement, et le débit du plastique est également relativement lent. Le flux à ce moment-là est appelé flux de pression de maintien.
Pendant la phase de pression de maintien, le plastique se refroidit et se solidifie plus rapidement contre la paroi du moule, et la viscosité de la matière fondue augmente rapidement, de sorte que la résistance dans la cavité du moule est très importante.

Au cours de la dernière étape de la pression de maintien, la densité du matériau continue d'augmenter et la partie plastique se forme progressivement. La phase de pression de maintien doit se poursuivre jusqu'à ce que la porte soit solidifiée et scellée. À ce moment-là, la pression de la cavité dans la phase de pression de maintien atteint la valeur la plus élevée.
Stade de refroidissement
Lorsqu'il s'agit de moules à injection, la conception du système de refroidissement est très importante. En effet, les pièces en plastique moulées doivent refroidir et durcir avant de pouvoir être démoulées. Dans le cas contraire, elles seront déformées par tout ce qui les touche.
Étant donné que le temps de refroidissement représente environ 70% à 80% de l'ensemble du cycle de moulage, une bonne conception du système de refroidissement peut réellement réduire le temps nécessaire à la fabrication des pièces, produire plus de pièces dans le même laps de temps et économiser de l'argent.
Si le système de refroidissement n'est pas conçu correctement, il augmentera le temps et le coût de moulage, et un refroidissement inégal entraînera une déformation des produits en plastique.

Phase de démoulage
Le démoulage est la dernière étape de la moulage par injection cycle. Même si le produit a été refroidi, le démoulage a encore un impact important sur la qualité du produit. Si vous démoulez le produit de la mauvaise manière, la force exercée sur le produit pendant le démoulage peut être inégale, ce qui peut entraîner une déformation du produit lors de l'éjection et d'autres défauts.
Il existe deux méthodes principales de démoulage : le démoulage par éjecteur et le démoulage par stripper. Lorsque vous concevez un moule, choisissez la bonne méthode de démoulage en fonction de la structure du produit afin de vous assurer que le produit est bon.

Lors de l'utilisation de moules nécessitant un démoulage par éjecteur, veillez à placer l'éjecteur aussi uniformément que possible. Choisissez une position où la résistance au démoulage est la plus élevée et où la pièce en plastique est la plus solide et la plus rigide afin d'éviter toute déformation ou tout endommagement de la pièce en plastique.
Conclusion
Le moulage par injection de plastique comporte quatre étapes principales : le remplissage, qui consiste à injecter du plastique fondu dans le moule ; le maintien de la pression, qui consiste à appliquer une pression continue pour compacter le plastique et compenser le retrait ; le refroidissement, qui consiste à solidifier le plastique ; le démoulage, qui consiste à retirer la pièce moulée du moule. Ces étapes déterminent la qualité et l'efficacité de la production du produit final.







