 Skip to content
Skip to content 

Introduction : Le cycle de moulage par injection, également appelé cycle de moulage, est le temps nécessaire pour achever un processus de moulage par injection. Il comprend le temps écoulé entre la fermeture du moule et le moment où le produit est moulé, refroidi, où le moule s'ouvre, où le produit est retiré et où la machine est prête pour le cycle suivant.

Ce cycle affecte directement l'efficacité de la production et l'utilisation des équipements, car il s'agit du temps total nécessaire à la machine de moulage par injection pour fabriquer une pièce en plastique.
Le contrôle précis du cycle de moulage par injection est essentiel pour l'industrie de transformation des matières plastiques et constitue l'un des facteurs importants de la compétitivité d'une entreprise et de ses performances sur le marché. Cet article examine en détail ce qu'est le cycle de moulage par injection.

Quelle est la composition du temps de cycle du moulage par injection ?
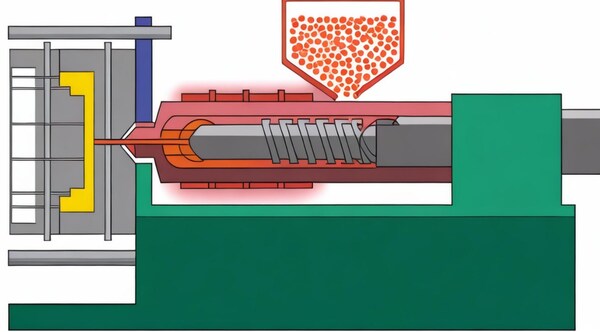
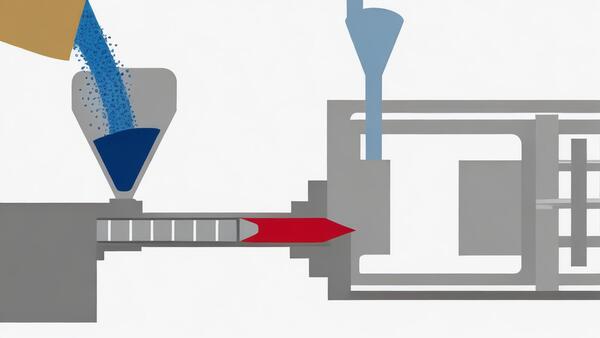
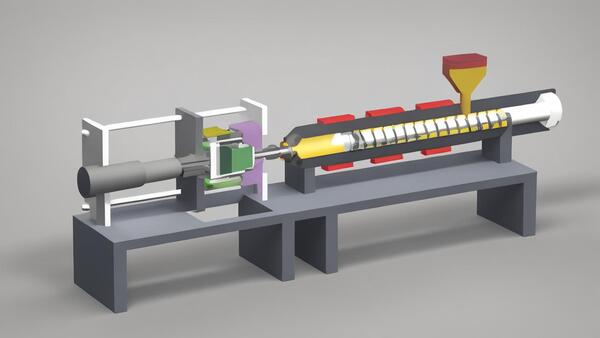
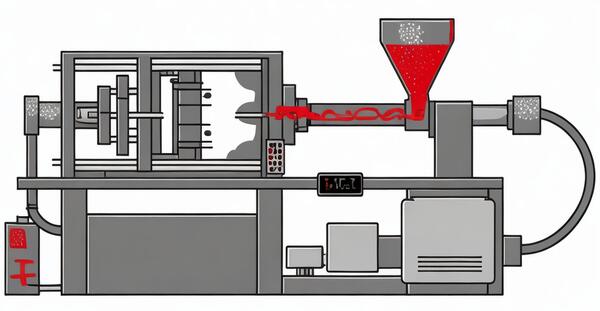
Le cycle d'injection se compose de l'injection (remplissage du moule), du temps d'attente, du temps de refroidissement et d'alimentation (y compris la préplastification), de l'ouverture du moule (retrait du produit), des opérations auxiliaires (telles que l'application d'un agent de démoulage, la mise en place d'inserts, etc.
Dans l'ensemble du cycle de moulage, le temps de refroidissement et le temps d'injection sont les plus importants et ont une influence décisive sur les performances et la qualité du produit. Le cycle d'injection est un facteur important du processus qui affecte moulage par injection.
Temps d'injection
Le processus d'injection peut être divisé en plusieurs étapes :
Période de non-charge du plongeur : Pendant la période t0~t1, le matériau est chauffé et plastifié dans le cylindre. Avant l'injection, le piston (ou la vis) commence à avancer, mais le matériau n'est pas encore entré dans la cavité du moule.

Le plongeur est à l'arrêt. Lorsque le matériau s'écoule à grande vitesse à travers la buse et l'opercule, la température augmente en raison du frottement de cisaillement, et la pression au niveau du piston et de la buse augmente en raison de la résistance à l'écoulement.
Étape de remplissage du moule : Au moment t1, le plastique fondu commence à être injecté dans la cavité du moule, et la pression dans le moule augmente rapidement. Au moment t2, la cavité se remplit et la pression dans la cavité du moule atteint son point le plus élevé. Dans le même temps, la température du matériau et la pression du piston et de la buse augmentent.
Période de maintien de la pression : De t2 à t3, le plastique est encore en fusion. Le piston doit maintenir la pression sur le plastique pour le tasser et le façonner dans la cavité du moule, et pousser lentement un peu plus de plastique dans la cavité du moule pour compenser le rétrécissement du plastique lors du refroidissement.
Lorsque le matériau dans la cavité du moule se refroidit, la pression dans le moule commence également à baisser parce que le plastique se refroidit et se rétrécit.

Période de retour (période de pression de retour ou période de reflux) Le plongeur se déplace progressivement vers l'arrière à partir de t3, et de nouvelles matières (préplastification) sont livrées à l'extrémité avant du tonneau au cours du processus.
En raison de la diminution de la pression au niveau de la buse et de l'orifice du cylindre, et de la pression élevée dans la cavité du moule, la matière plastique fondue non congelée est repoussée vers l'orifice et la buse par la pression interne du moule, ce qui entraîne un reflux.
Période de solidification
Entre t4 et t5, la température du matériau dans la cavité continue à diminuer. Lorsqu'elle atteint la température de solidification et de durcissement, la porte gèle et le reflux s'arrête. Le temps de solidification est un certain temps entre t4 et t5.
La période de refroidissement qui s'ensuit est le temps qui s'écoule après le gel de la porte. En fait, le refroidissement du plastique dans la cavité commence après la fin du remplissage (temps t2). La période de refroidissement suivante consiste à continuer à refroidir le produit dans la cavité jusqu'à une température proche de la température de transition vitreuse du plastique, puis à le démouler.
Temps de maintien
Au cours de la phase de tassement, une pression est appliquée à la matière fondue afin de comprimer le polymère et de pousser davantage de matière dans le moule. Cette étape permet de compenser le rétrécissement du polymère pendant le processus de refroidissement de la température de la matière fondue à la température ambiante.
Au cours de l'étape d'emballage, 51 à 251 tonnes de matériau peuvent être ajoutées au moule. La porte doit être gelée pendant l'étape de conditionnement afin d'éviter que le matériau ne s'écoule du moule.

En termes de temps d'injection et d'emballage, le temps de remplissage par injection des produits généraux est très court, de l'ordre de 2 à 10 secondes, ce qui varie en fonction de la forme et de la taille du plastique et du produit.
Le temps de remplissage des produits de grande taille et à parois épaisses peut atteindre plus de 10 secondes. Le temps d'emballage des produits généraux est d'environ 20 à 100 secondes, et celui des produits de grande taille et à parois épaisses peut atteindre 1 à 5 minutes, voire plus.

Le temps de refroidissement est basé sur le principe du contrôle du produit afin qu'il ne se déforme pas lors du démoulage, et le temps est court. Il est généralement compris entre 30 et 120 secondes, et les produits de grande taille et à parois épaisses peuvent être prolongés de manière appropriée.
Temps de refroidissement
Le temps de refroidissement est une étape de la moulage par injection Le moule reste fermé et le plastique continue à se refroidir jusqu'à ce que la pièce puisse être éjectée. Le moule reste fermé et le plastique continue de refroidir jusqu'à ce que la pièce puisse être éjectée. L'étape de refroidissement est généralement la plus longue du cycle de moulage et représente souvent 80% de la durée totale du cycle.
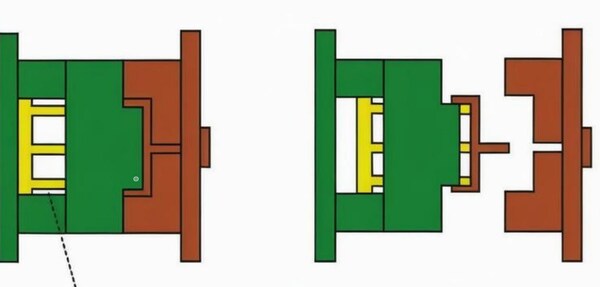
Temps d'ouverture du moule
Il s'agit du temps nécessaire pour ouvrir le moule avant que le cycle de moulage suivant ne commence. Ce temps comprend : l'ouverture du moule, l'éjection de la pièce, la préparation du cycle suivant, comme le chargement de l'insert (qui ne fait pas toujours partie du cycle), et la fermeture du moule.

Combien de pièces y a-t-il dans le cycle de moulage par injection ?
Le temps nécessaire pour mener à bien un processus de moulage par injection s'appelle le cycle de moulage, également connu sous le nom de durée du cycle. Il se compose en fait des parties suivantes :
Cycle de moulage
Le cycle de moulage est important pour la productivité du travail et l'utilisation des équipements. Les fabricants de moules en plastique doivent donc s'efforcer de réduire la durée du cycle de moulage tout en garantissant la qualité.

Dans l'ensemble du cycle de moulage, le temps de l'unité d'injection et le temps de refroidissement sont les plus importants et ont une influence décisive sur la qualité du produit. Le temps de remplissage dans le temps d'injection est proportionnel au taux de remplissage, et le temps de remplissage dans la production est généralement de l'ordre de 3 à 5 secondes.
Temps d'habitation
Le temps pendant lequel les matières plastiques sont sous pression dans le moule s'appelle le temps de maintien. Il représente une grande partie du temps total d'injection, généralement de 20 à 120 secondes (pour les pièces épaisses, il peut atteindre 5 à 10 minutes). Le temps de maintien affecte la précision dimensionnelle de la pièce jusqu'à ce que la matière à l'entrée se fige.

S'il est trop court, il n'aura aucun effet. Le temps de maintien a également une valeur optimale, qui dépend de la température du matériau, de la température du moule, de la taille et de l'emplacement du point d'injection. Si la taille et l'emplacement de la porte ainsi que les conditions du processus sont normaux, la valeur de pression qui donne la plus petite plage de retrait pour la pièce est généralement utilisée comme norme.
Temps de refroidissement
Le temps de refroidissement est principalement déterminé par l'épaisseur du produit, les propriétés thermiques et de cristallisation du plastique et la température du moule. La fin du temps de refroidissement doit être basée sur le principe d'assurer que le produit ne change pas lors du démoulage. Le temps de refroidissement est généralement compris entre 30 et 120 secondes.

Si le temps de refroidissement est trop long, il est inutile, ce qui non seulement réduit l'efficacité de la production, mais affecte également les pièces complexes. Le démoulage est difficile et une contrainte de démoulage peut même être générée lors d'un démoulage forcé. D'autres moments du cycle de moulage sont liés à l'automatisation en continu du processus de production et au degré d'automatisation en continu.
Comment estimer le cycle de moulage par injection ?
Le moulage par injection est un processus cyclique. Le cycle de moulage est principalement composé du temps de stockage du matériau, du temps de maintien de l'injection, du temps de refroidissement, du temps d'ouverture et de fermeture du moule, du temps d'éjection et d'enlèvement.

Le refroidissement du produit, le dosage de la vis et le stockage du matériau sont effectués en même temps. Lors du calcul du cycle de moulage, il convient de prendre la valeur la plus élevée des deux (le temps de refroidissement inclut généralement le temps de stockage des matériaux).
Stockage des matériaux et temps de maintien de l'injection
Le temps de stockage et d'injection du matériau doit être déterminé en fonction des propriétés du plastique, de la forme du produit et des exigences de qualité (aspect, taille, etc.). Il est lié à de nombreux facteurs tels que la pression d'injection, le taux d'injection, la vitesse de la vis, la contre-pression et la température.
Dans un souci de qualité, il convient de rechercher le temps le plus court. Lorsque l'on estime le temps de stockage des pièces moulées par injection, on le calcule généralement entre 65% et 85% de la capacité maximale de plastification (g/s) de la machine de moulage par injection. Le processus d'injection est généralement divisé en trois étapes (lent-rapide-lent).
Lors de l'estimation, T=W/20~50%V + t. T : temps d'injection total ; W : volume d'injection total (poids d'un seul produit x nombre + poids de la buse) ; V : vitesse d'injection maximale de la machine de moulage par injection ; t : base de temps nécessaire pour que la vis démarre et s'arrête ; 80T~200T prennent 1~2S ; 200T~500T prennent 2~3S ; 500T~1000T prennent 3~4S .
Temps de maintien de la pression
Le temps de maintien de la pression est le temps qui s'écoule entre le moment où la cavité du moule est remplie et la fin du maintien de la pression. Le choix du temps de maintien en pression dépend généralement des exigences du produit en matière de retrait d'aspect, de taille et de déformation.
Temps de refroidissement
Le temps de refroidissement est le temps qui s'écoule entre la fin du maintien de la pression et l'ouverture du moule. La durée du refroidissement dépend de facteurs tels que la forme et l'épaisseur de la paroi du produit, la conception de l'eau de refroidissement du moule, la température du moule et les propriétés de la matière fondue.

Afin de garantir la qualité du produit, le temps de refroidissement doit être réduit autant que possible. Lorsque le produit est fixe, la conception de l'eau de refroidissement du moule est le facteur clé qui influe sur la durée du temps de refroidissement.
Heures d'ouverture et de fermeture des moules
Le temps d'ouverture et de fermeture du moule est influencé par des facteurs tels que la taille de la machine et la structure du moule.

La structure de traction du noyau (glissière) sur le moule, le mécanisme de transmission de la crémaillère d'ouverture et de fermeture du moule, le mécanisme du moule à trois plaques (sortie d'eau fine), etc. affectent le temps d'ouverture et de fermeture du moule. En général, 80T~200T prend 4~8S, 200T~500T prend 6~10S, et 500T~1000T prend 8~15S.
Temps d'éjection et de prise en charge
Le temps d'éjection et de retrait dépend de la vitesse d'éjection, de la course d'éjection et de la méthode de retrait (automatique, manuelle, robotisée). La sortie automatique n'est généralement utilisée que pour les petits produits ayant de faibles exigences en matière d'apparence (pièces internes), et le temps de sortie est généralement compris entre 0,5 et 2 secondes.

Lorsque le robot sort le produit, le moule peut commencer à fermer le moule après que le produit a quitté la zone du moule. Le temps d'éjection et de retrait est généralement de 3 à 8 secondes, et le retrait manuel prend généralement 1 à 3 secondes de plus que le robot. En général, des produits similaires sont utilisés comme référence pour estimer le cycle de moulage.
Quels sont les principaux moyens de raccourcir la durée du moulage par injection ?
La principale raison d'utiliser des moules automatiques à grande vitesse est de raccourcir le cycle de moulage par injection et d'atteindre la limite de la capacité de production. moulage par injection La capacité de plastification de la machine peut être améliorée afin d'améliorer la qualité des pièces en plastique, d'économiser de la main d'œuvre et d'améliorer l'efficacité de la production. Les principales méthodes pour raccourcir le cycle de moulage sont les suivantes.

Raccourcir le temps d'injection
Pour raccourcir le temps d'injection, vous pouvez augmenter la pression d'injection afin de réduire le temps nécessaire au matériau fondu pour remplir le moule. Pour ce faire, il est nécessaire d'utiliser des portillons de plus petite section, tels que les portillons à pointe et les portillons latéraux.
Comme ces portes ont une faible section, lorsque la matière en fusion les traverse, elle génère un taux de cisaillement très élevé et une nouvelle chaleur due au frottement à grande vitesse, ce qui augmente la fluidité de la matière en fusion et lui permet de remplir rapidement la cavité du moule. Pour ce faire, le canal de coulée doit être aussi court que possible.

Si vous utilisez un système d'injection sans canal ou à canal chaud, l'extrémité avant de la buse peut être directement en contact avec le canal, ce qui réduit considérablement la résistance à l'écoulement et permet de raccourcir le temps d'injection.
Maintenir les différentes parties des pièces moulées à une température appropriée. Au cours du processus d'injection, en raison de la dissipation de la chaleur par le canal et le corps du moule, lorsque les flux de plastique fondu atteignent la fin du processus, leur température diminue progressivement, ce qui entraîne le non-remplissage de la cavité finale.

Pour éviter ce phénomène, la température du moule doit être plus élevée à la fin du processus. La température du moule doit également être légèrement plus élevée dans les zones où des marques de soudure sont susceptibles de se produire afin d'éviter les marques de soudure.
Pour cette raison, des méthodes de chauffage local sont parfois utilisées, ou la disposition dense des canaux de circulation d'eau est utilisée pour équilibrer la chaleur, c'est-à-dire que la sortie du canal de circulation d'eau est réglée à la fin du processus (la température de l'eau à la sortie du canal est plus élevée qu'à l'entrée) pour ajuster l'équilibre de la température du moule et assurer la fluidité du matériau fondu à la fin de la coulée.

Installez les dispositifs d'évacuation et de débordement nécessaires. Lors du moulage à grande vitesse, la résine plastique fondue est injectée à haute pression et remplit la cavité du moule en peu de temps. Si l'air présent dans la cavité ne peut être évacué à temps et rapidement, la qualité de la pièce plastique s'en trouvera affectée et des défauts d'injection se produiront.
Par conséquent, lors de la conception du moule, il convient d'accorder toute l'attention nécessaire à la mise en place des rainures d'échappement. En général, les rainures d'échappement appropriées et les dispositifs de débordement nécessaires sont placés au niveau du plan de joint et à la fin de chaque processus.

Raccourcir le temps de refroidissement et de solidification de la matière fondue
Le temps de refroidissement et de solidification de la matière fondue au cours du processus d'injection représente une part importante. Par conséquent, l'amélioration de l'efficacité du refroidissement du moule et la réduction du temps de refroidissement et de solidification constituent l'un des moyens les plus efficaces de raccourcir le cycle de moulage.
Améliorer l'efficacité globale du refroidissement du moule. D'une manière générale, le refroidissement du corps du moule est réalisé par l'eau dans le canal de circulation de l'eau qui absorbe la chaleur pour refroidir le moule.

Après avoir mis en place un bon circuit de refroidissement, le problème le plus important est d'augmenter le débit d'eau de refroidissement et d'essayer de réduire la différence de température entre la sortie et l'entrée de l'eau de refroidissement, en particulier pour les moules automatisés à grande vitesse, la différence de température entre la sortie et l'entrée doit être contrôlée à moins de 3°C.

Il est plus efficace d'utiliser la méthode parallèle pour les canaux d'eau de refroidissement, en particulier en été lorsque l'eau du robinet est utilisée, un dispositif spécial de refroidissement et d'acheminement de l'eau de refroidissement doit être mis en place. Sa fonction est que l'eau qui s'écoule de la sortie du canal d'eau du corps de moule ait une certaine température.
Après avoir été refroidies par le dispositif de refroidissement, ces eaux s'écoulent dans l'entrée du canal d'eau à l'aide d'une pompe à eau spéciale, ce qui permet d'améliorer l'efficacité du refroidissement et peut être recyclé pour économiser l'eau.

Le circuit d'eau de refroidissement est placé aussi près que possible de la pièce en plastique moulée et une structure de blocage du flux, telle qu'une marche ou un filet grossier, est mise en place sur la paroi latérale. À ce moment-là, le flux d'eau de refroidissement entre en collision avec la partie en escalier lors du retour et obtient de la chaleur du noyau.
L'eau de refroidissement qui évacue la chaleur éclabousse la partie en escalier et entre en collision avec l'eau de refroidissement entrante, augmentant ainsi la surface de contact entre l'eau de refroidissement et le corps du noyau et augmentant l'effet de refroidissement.

Lorsque la forme du noyau est mince, en raison de la petite taille du noyau, la température augmente facilement pendant le moulage et il n'est pas facile de la dissiper et de la refroidir, ce qui a un impact important sur le cycle de moulage, et un dispositif de refroidissement doit être mis en place.
Toutefois, lorsqu'il est impossible de créer un canal d'eau de refroidissement de l'intérieur, un alliage de cuivre au béryllium présentant une bonne conductivité thermique peut être choisi.
Parfois, pour obtenir un refroidissement équilibré, il est nécessaire de refroidir et de chauffer une certaine partie du moule automatisé à grande vitesse. Dans le cas du moulage automatisé à grande vitesse, vous ne pouvez pas ignorer le problème de refroidissement du canal de coulée.
Si vous utilisez un système à canaux froids pour le moulage par coulée, le canal principal et le canal secondaire sont relativement épais, de sorte que leur temps de refroidissement sera relativement long, c'est-à-dire que le cycle de moulage sera prolongé en même temps. Il est donc indispensable de mettre en place un circuit de refroidissement au niveau du canal de coulée.

Courten le temps auxiliaire
Le temps auxiliaire désigne le temps du cycle de moulage, à l'exception du maintien de la pression d'injection et du processus de refroidissement et de durcissement, c'est-à-dire le temps qui s'écoule entre l'ouverture et la fermeture du moule.
Pendant ce temps, les pièces en plastique et le condensat coulé sont démoulés pour tomber automatiquement du moule, les débris dans la zone de moulage du corps du moule sont nettoyés et les pièces mobiles sont réinitialisées pendant le processus de fermeture du moule.

La proportion de temps qu'ils occupent n'est pas importante, mais chaque seconde compte dans le processus de moulage automatisé à grande vitesse. Afin de réduire le temps auxiliaire, le soufflage d'air comprimé est souvent utilisé pour éliminer automatiquement les débris avant de fermer le moule.
Conclusion
Ce document traite principalement des composantes temporelles de l'effet plastique. moulage par injection Le cycle d'injection et de maintien de la pression, le temps de refroidissement, le temps d'ouverture du moule et le temps d'éjection sont des éléments essentiels du cycle d'injection et de maintien de la pression. Ces périodes n'affectent pas seulement l'efficacité de la production et l'utilisation des équipements, mais déterminent aussi directement la qualité du produit et l'efficacité de la production.

L'optimisation du fonctionnement et des paramètres techniques de chaque étape permet de raccourcir efficacement le cycle de moulage, d'améliorer l'efficacité de la production et de garantir la stabilité et la constance de la qualité des produits.






