

There are many different types of plastic injection molds, each with its advantages and disadvantages. This blog post will discuss the differences between hot runner molds and cold runner molds. Both types of molds have their pros and cons, so it’s important to know which one is right for your project. Let’s get started!
The cold runner is the basic form of injection mold, the so-called cold runner is the conventional injection mold, after the end of the plastic injection molding manufacturing process the runner has runner material that needs to be removed.
Avec la réduction des ressources, la concurrence sur le marché, le prix des matières premières a augmenté de manière significative, ce qui est très nécessaire pour économiser le matériel sur cette question, qui est également une raison importante pour l'émergence de la course à chaud, peut être considérée comme le produit inévitable de l'industrialisation sociale.
L'apparition du canal chaud a permis de résoudre le problème du gaspillage des ressources et de réaliser des économies, alors que dans le même temps, la production d'énergie a été réduite de moitié. fabrication moulage par injection process has also achieved relatively large results. The hot runner has gradually developed into the general direction of the development of injection molding, and will certainly be popular!
En raison du problème de comptabilité analytique, de nombreux moules de petite et moyenne taille n'ont pas encore été appliqués aux canaux chauds, et certaines parties de la matière plastique doivent être appliquées aux moules d'injection à canaux froids.
Ainsi, dans l'industrie du moulage par injection, il existe aujourd'hui des canaux froids et des canaux chauds.

Qu'est-ce qu'un coureur à froid ?
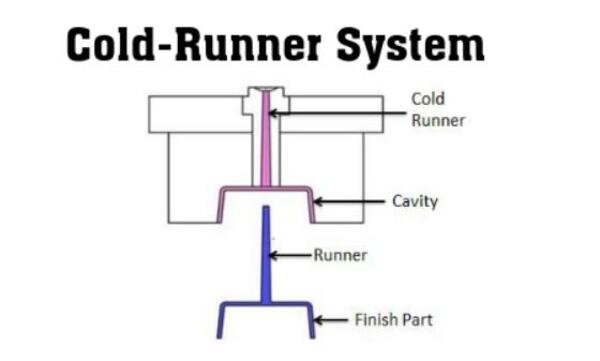
Couloir froid : Il s'agit de la partie située entre l'entrée du moule et la porte du produit. La pression d'injection et sa chaleur maintiennent le plastique en circulation dans le canal de coulée. La chambre de compression est utilisée comme partie du matériau moulé mais ne fait pas partie du produit (les résidus d'injection constituent la partie froide de la chambre de compression). (La partie froide du canal de coulée est le résidu d'injection).
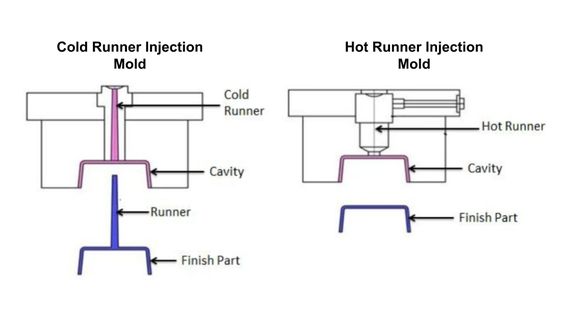
Cold Runner Injection Molds In a cold runner system, the runners and the molds are maintained at the same temperature. Within this system, two or three plates are contained within the mold.
As opposed to hot runner injection molding where the sprue system is cooled in the mold and removed with the product, removing the cold material from the sprue and trimming the sprue day can result in a final product with no visible traces of the incoming sprue.
Avantages des moules à canaux froids
(1) Les systèmes de canaux froids ont l'avantage d'être faciles à utiliser et répondent également très bien à certains besoins esthétiques.
(2) Les systèmes à canaux froids peuvent réduire la part d'acrylique ou de polycarbonate utilisée pour la transmission de la lumière dans le canal d'injection, évitant ainsi l'effet de bande visible dans certaines parties de l'injection.
(3) Conception simple des moules pour canaux froids, largement utilisés.
Les inconvénients du moule à canaux froids
Plus de déchets de matières premières, le matériau froid résultant doit être broyé à nouveau pour être recyclé. Cela entraîne des étapes supplémentaires dans l'ensemble du processus de production. Ne convient pas au système à cavités multiples.
Qu'est-ce qu'un coureur à chaud ?
As a common part of the injection molding service system, it is heated to keep the plastic in the runner and gate in a molten state. When choosing hot runner systems, consideration should also be made to the thermal sensitivity of the polymer.
Étant donné que des barres et des anneaux chauffants se trouvent à proximité ou au centre du canal de coulée, l'ensemble du canal, de la sortie de la buse à la porte de la machine de moulage par injection, est soumis à une température élevée, ce qui maintient le plastique en fusion dans le canal de coulée.
C'est pourquoi le processus de canaux chauds est parfois appelé système de collecteurs chauds ou moulage par canaux.
De nombreuses conditions sont prises en compte lors de la sélection d'un canal chaud, telles que les différentes propriétés du plastique, la forme, la taille, l'épaisseur, le poids du produit, la disposition de la cavité du moule et l'emplacement de la porte.
Il existe aujourd'hui sur le marché plusieurs formes et tailles de buses chaudes et de plaques de glissement adaptées à différents produits.

Les avantages du moule à canaux chauds
(1) Économiser les matières premières et réduire les coûts.
(2) Raccourcissement du cycle de moulage et amélioration de l'efficacité de la machine
(3) Améliorer la qualité de la surface et les propriétés mécaniques des produits.
(4) Il n'est pas nécessaire d'utiliser un moule à trois plaques qui peut utiliser une porte pointue.
(5) Les produits uniques moulés de manière économique avec des portes latérales.
(6) Améliorer le degré d'automatisation.
(7) L'étanchéité de la vanne peut être contrôlée par une vanne à pointeau.
(8) La qualité des pièces moulées par injection dans les moules à cavités multiples est constante.
(9) Improve the surface aesthetics of injection molded products.
(10) Peut utiliser une pression d'injection plus faible, ce qui permet de réduire efficacement la post-déformation des produits à parois minces.

Inconvénients des moules à canaux chauds
Cependant, chaque technologie a ses inconvénients, et la technologie des canaux chauds ne fait pas exception :
La structure du moule est complexe, le coût est élevé et les frais d'entretien sont importants. Il faut un certain temps pour que le processus se stabilise, ce qui entraîne davantage de déchets au début.
En cas de fuite de matière fondue et de défaillance de l'élément chauffant, l'impact sur la qualité du produit et le calendrier de production sera plus important. Le troisième inconvénient ci-dessus peut être réduit en achetant des éléments chauffants, des plaques de canaux chauds et des buses de qualité supérieure et en les entretenant soigneusement.
Réduction des coûts des matériaux pour les canaux chauds par rapport aux canaux froids
Le canal chaud n'entraîne aucune perte de carotte et de porte, ni aucun broyage ou recyclage après le moulage, ce qui permet d'économiser les déchets de carotte et les coûts de broyage et de recyclage, en particulier lorsque le poids du système de carotte est supérieur à celui du produit moulé.
Le moulage sans système de carotte permet d'économiser de l'énergie de moulage.
Les déchets générés par la chaîne de froid et la carotte sont très importants, en particulier plus la taille de la pièce est grande, plus les déchets sont nombreux en raison de la longueur de la chaîne. Certains de ces déchets peuvent être réutilisés, d'autres non.
Même s'ils peuvent être réutilisés, les performances globales du matériau sont fortement réduites et il est nécessaire d'utiliser un équipement de broyage des matériaux.
L'efficacité de la production est améliorée par l'utilisation de canaux chauds plutôt que de canaux froids
The molding cycle of an injection molded part = injection time + holding time + cooling time + ejection time + trim time.
The longest of these is the cooling time. In plastic molds manufacture, the thicker the wall of the product the longer the cooling time. Since the cold runner needs to feed multiple mold cavities or more pouring points at the same time, the cooling time is usually longer.
Therefore, the wall thickness of the product in the cold runner is usually greater than the thickness of the injection molded product itself.
Because there is a cooling time difference between the melt in the cold runner and the injection molded product, the hot runner eliminates the need for a cold runner.
Le canal chaud élimine le canal froid et le temps de refroidissement est réduit. La différence de temps d'injection est également un aspect de l'utilisation d'un canal chaud au lieu d'un canal froid.
La principale différence dans le temps d'injection est attribuée au temps supplémentaire nécessaire pour remplir la chambre froide. En effet, le moule à canaux froids augmente la course d'ouverture/fermeture de la machine de moulage par injection.
This increase in stroke is to ensure the safe ejection of the cold runner. Hot runner injection molding is more suitable for automatic product removal.
Without the interference of the cold runner on the product ejection, the secondary manual operation of the processus de moulage par injection.
Par exemple, le temps nécessaire à la séparation du produit de la glissière, au découpage du produit et à l'emballage peut être considérablement réduit, voire éliminé. Ainsi, la capacité par unité de temps est améliorée, c'est-à-dire que la productivité est augmentée.
Les canaux chauds et les canaux froids améliorent la qualité des pièces
The use of hot runners can effectively improve the surface quality and mechanical properties of products, greatly improve the warpage of thin-walled parts and ensure the consistent quality of injection molded parts with multiple cavities.
It can ensure the consistent quality of injection molded parts in multi-cavity molds.
In particular, the needle valve nozzle is more obvious to improve the appearance quality of injection molded products.
Les principaux avantages sont l'absence de marques résiduelles laissées sur le produit par le portillon. Le diamètre plus important de la porte peut être utilisé pour accélérer le remplissage de la cavité et réduire davantage la pression d'injection et la déformation du produit.
Il peut empêcher le phénomène d'étirement et de salivation lors de l'ouverture du moule, et empêcher la réabsorption du matériau de la cavité du moule lorsque la vis de la machine de moulage par injection est reculée.

Résumé
Grâce à cet article, je pense que vous avez une certaine compréhension de ce qui suit moules d'injection à canaux chauds et moules d'injection à canaux froidsdans les moules d'injection proprement dits, avant fabrication de moules d'injection doit tenir compte de son rapport coût-efficacité. Le coût du moule et le coût du produit doivent être considérés en fonction de nombreux aspects.
Si le nombre de produits est important, les moules à canaux chauds sont plus appropriés, bien que les coûts initiaux d'entrée du moule puissent être plus élevés, le prix du produit sera plus bas, mais les canaux chauds ne sont pas adaptés à la nécessité de changer fréquemment la couleur du produit.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







