 Ir al contenido
Ir al contenido 

Las marcas de soldadura son un factor importante que afecta a la calidad de las piezas de plástico. La investigación descubrió que: en las mismas condiciones de proceso, la resistencia de la zona de la línea de soldadura es solo 10-92% del material original, lo que afecta gravemente al uso normal de los productos moldeados por inyección.
Evitar estos y otros moldeo por inyección defectos se trata de utilizar el fabricante de moldes adecuado y contar con un fabricante de piezas que tenga la garantía de calidad adecuada para detectar estos defectos y solucionarlos.
Por ejemplo, en la industria del automóvil, las piezas de plástico no cualificadas conducen directamente a la disminución de la calidad del coche, e incluso ponen en peligro la seguridad de la vida humana.
Por lo tanto, es de gran importancia práctica estudiar el proceso de formación de líneas de soldadura, y los factores que influyen y encontrar maneras de eliminar las líneas de soldadura.

Mecanismo de formación de las líneas de soldadura
Productos de plástico en el moldeo por inyección proceso, que se encuentra en la masa fundida de plástico de llenado de la cavidad, tales como dos o más hebras de fusión en la primera parte de la reunión se han enfriado de manera que no pueden ser completamente integrado, será en la intersección de la ranura, la formación de marcas de fusión.
Las "líneas de soldadura" de los productos plásticos se refieren a la zona tridimensional en la que la estructura morfológica y las propiedades mecánicas de los dos cordones de material fundido entran en contacto entre sí, que es completamente diferente de las demás partes.

Las líneas de soldadura más comunes en las piezas moldeadas por inyección son de dos tipos básicos:
Una son las marcas de unión de masa fundida que se forman en el encuentro de los frentes de masa fundida que entran en la cavidad desde diferentes compuertas, llamadas marcas de unión de masa fundida fría, cuando se utilizan dos o más compuertas para reducir el flujo de masa fundida y el tiempo de llenado del molde debido a las características estructurales o al gran tamaño del piezas moldeadas por inyección.
Otra es cuando la cavidad está equipada con núcleos e insertos, la masa fundida a baja temperatura se divide en dos cordones al sortear este obstáculo, y los dos cordones de masa fundida se vuelven a unir después de sortear el obstáculo para formar las marcas de soldadura, llamadas marcas de soldadura en caliente.

Causas de las marcas de soldadura en productos de plástico
1. La masa fundida plástica que pasa a través de la compuerta a alta velocidad entra directamente en la cavidad, luego toca la superficie de la cavidad y se cura, después es empujada por la masa fundida plástica subsiguiente, dejando así marcas serpenteantes.
2. Cuando el molde de inyección El diseño adopta un esquema de alimentación de varias compuertas, los frentes de flujo de la masa fundida de plástico convergen entre sí; en la zona de agujeros y obstáculos, los frentes de flujo de la masa fundida también se dividirán en dos; el grosor uniforme desigual de la pared también provocará marcas de soldadura.
3. Cuando se utiliza una compuerta lateral y no hay zona de material estancado o la zona de material estancado es insuficiente después de que el plástico pase a través de la compuerta, producirá fácilmente marcas de pulverización.

Soluciones para marcas de soldadura en productos de plástico
1. Reducir el número de puertas.
2. Ajuste la posición de la puerta.
3. Añada pozos de desbordamiento de material cerca de la parte de fusión, mueva la línea de soldadura a los pozos de desbordamiento y, a continuación, retírela.
4. Aumentar el escape en la zona de la línea de soldadura para evacuar rápidamente el aire y los volátiles de esta pieza. 5. Aumentar la temperatura del material y la temperatura del molde para mejorar la fluidez del plástico y aumentar la temperatura del material al fundirse.
5. Cambie la ubicación y el número de compuertas para desplazar la ubicación de la línea de soldadura a otro lugar.
6. Aumente la velocidad de inyección.
7. Aumentar la presión de inyección y aumentar el tamaño del sistema de vertido.
8. Reducir el uso de agentes desmoldeantes.
9. Acortar la distancia entre la compuerta y la zona de soldadura.
10. Ajuste la posición de la compuerta de modo que el plástico fundido golpee el pasador o la pared después de pasar por la compuerta.
11. Cambie la forma de la compuerta por una compuerta solapada o una compuerta de orejetas con suficiente superficie de estancamiento en la zona de la compuerta.
12. Reduzca la velocidad inicial de inyección de la masa fundida de plástico.
13. Aumentar el espesor de la compuerta/área de sección transversal para que el frente de flujo de material se forme inmediatamente.
14. Aumente la temperatura del molde para evitar el endurecimiento rápido del material.

Factores que influyen en las marcas de fusión y medidas para mejorar su eliminación
Dado que las marcas de fusión tienen una influencia importante en la calidad de las piezas de plástico, se ha investigado mucho sobre su mecanismo de formación y la evaluación de su rendimiento, y se han propuesto diversas soluciones.
a. Influencia de la temperatura
El aumento de la temperatura puede acelerar el proceso de relajación del polímero y reducir el tiempo de entrelazamiento de la cadena molecular, lo que es más propicio para la fusión completa, la difusión y el entrelazamiento de las moléculas en la parte delantera del material, mejorando así la resistencia de la zona de la cicatriz de la junta de soldadura.
Se demuestra que el aumento de la temperatura de fusión es beneficioso para reducir la profundidad de la muesca en V en la superficie de las piezas de plástico, y la profundidad de la muesca en V disminuye de 7μm a 3μm cuando la temperatura de fusión aumenta de 220℃ a 250℃.
Efecto de la temperatura en la capacidad de tracción de las marcas de fusión de PA66 productos moldeados por inyección con refuerzo de fibra de vidrio 33% y se comprobó que: la resistencia a la tracción de las probetas con y sin marcas de fusión aumentaba con el incremento de la temperatura de fusión.
El efecto del cambio de temperatura en la resistencia a la tracción de las marcas de empalme de soldadura no es lineal, y la resistencia a la tracción de las marcas de empalme de soldadura cambia significativamente con el aumento de la temperatura cuando la temperatura es relativamente baja (como 70℃);
Sin embargo, este cambio es relativamente plano cuando la temperatura aumenta hasta cierto grado.
Se obtuvieron conclusiones similares en los experimentos con PA66 (35% reforzado con fibra de vidrio), utilizando ABS.
Mediante simulaciones se comprobó que la temperatura del molde y la temperatura de fusión del moldeo por inyección máquina no tuvo el mismo efecto sobre la resistencia de las marcas de soldadura formadas por diferentes materiales.
Mediante una combinación de experimentos y simulaciones, se descubrió que, entre los parámetros del proceso de moldeo por inyección, la temperatura de fusión era la que más influía en la resistencia de las marcas de soldadura de las piezas de plástico ABS.

b. Influencia de la presión de inyección y de la presión de mantenimiento
La presión de inyección es un factor importante en el llenado y moldeo de la masa fundida de plástico. Su función es superar la resistencia de la masa fundida de plástico cuando fluye en el barril, la boquilla, el sistema de vertido y la cavidad, para dar a la masa fundida de plástico una velocidad de llenado suficiente y poder compactar la masa fundida para garantizar la calidad de... productos moldeados por inyección.
El aumento de la presión de inyección ayuda a superar la resistencia del canal de flujo y a transferir la presión al frente de fusión, de modo que la fusión pueda fundirse en la marca de soldadura con alta presión y aumente la densidad en la marca de soldadura, con lo que puede mejorarse la resistencia de la marca de soldadura.
El aumento de la presión de mantenimiento no sólo proporciona más energía cinética al movimiento de la cadena molecular de la masa fundida, sino que también favorece la unión mutua de los dos cordones de masa fundida, aumentando así la densidad de la zona de la marca de soldadura y la resistencia de la misma.

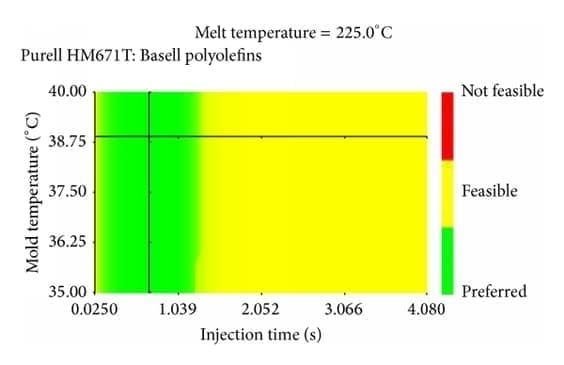
c. Influencia de la velocidad y el tiempo de inyección
Aumentar la velocidad de inyección y acortar el tiempo de inyección reducirá el tiempo de flujo antes de que converjan los frentes de fusión, reducirá la pérdida de calor y aumentará la generación de calor de cizallamiento, de modo que disminuya la viscosidad de la fusión y aumente la fluidez, mejorando así la resistencia de las marcas de soldadura.
La resistencia de las marcas de empalme de la soldadura es muy sensible al tiempo de inyección y aumentará a medida que se reduzca el tiempo de inyección.
Sin embargo, la velocidad de inyección es demasiado grande y es fácil que se produzcan turbulencias (ruptura de la masa fundida), lo que afecta gravemente al rendimiento de las piezas de plástico.
En general, la línea de soldadura moldeo por inyección debe hacerse a baja presión y baja velocidad, y luego la velocidad de moldeo por inyección de plástico debe ajustarse en función de la forma de la pieza moldeada.
En la práctica, para acortar el ciclo de producción y evitar turbulencias, se suele utilizar una velocidad de inyección de media a alta.

La velocidad de inyección afecta al comportamiento del flujo de la masa fundida en la cavidad, así como a la presión y la temperatura de la masa fundida en la cavidad y al rendimiento del producto.
La velocidad de inyección es grande, la masa fundida a través del sistema de fundición del molde y la velocidad de flujo de la cavidad también es grande, cuanto más fuerte se cizalla el material, mayor es el calor de fricción, la temperatura aumenta, la viscosidad disminuye, el proceso del material también se prolonga, la presión de la cavidad también aumenta, la resistencia de las marcas de soldadura del producto también aumentan.
Además, cuando el grosor uniforme de las paredes de las piezas es demasiado diferente, el flujo de fluido a través del molde de inyección cavidad cuando la resistencia es diferente, la resistencia en el espesor de la pared es pequeña, el caudal es rápido, y la resistencia en la pared delgada es grande, el caudal es lento.
Debido a esta diferencia en la velocidad de flujo, de modo que la masa fundida de diferentes espesores de pared, con diferentes velocidades de flujo de convergencia, y, finalmente, en la convergencia de la formación de marcas de soldadura.







