 Ir al contenido
Ir al contenido 

El PC suele denominarse policarbonato. Debido a sus excelentes propiedades mecánicas, se suele denominar adhesivo antibalas.
El PC tiene las características de alta resistencia mecánica, amplio rango de temperaturas de trabajo, buen rendimiento de aislamiento eléctrico, buena estabilidad dimensional y transparencia.
En este artículo se presentan las características del material de los ordenadores personales y las cuestiones a las que hay que prestar atención durante el proceso de fabricación. moldeo por inyección proceso desde diferentes perspectivas.
Moldeo por inyección de material PC
Para satisfacer las necesidades de moldeo por inyección procesos, el policarbonato está disponible en diferentes especificaciones de índice de fusión. Normalmente, los índices de fusión entre 5 y 25g/10min pueden utilizarse para moldeo por inyección.
Sin embargo, las mejores condiciones de transformación dependen del tipo de moldeo por inyección máquina, la forma del producto moldeado y la especificación del policarbonato, y hay diferencias considerables, que deben ajustarse en función de la situación real.

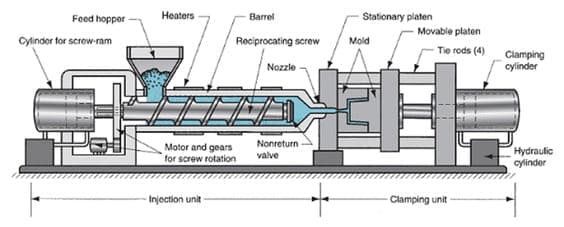
Puntos clave de la selección de la máquina de moldeo por inyección
Requisitos para moldeo por inyección de plástico máquinas que fabrican productos de PC: El volumen máximo de inyección del producto (incluyendo patines, compuertas, etc.) no debe ser superior al 70-80% del volumen nominal de inyección, y el tornillo debe utilizar una sola rosca de cabeza equidistante con un anillo de retención para la sustitución gradual. Tornillo de tipo compresión, la relación L/D del tornillo es de 15-20, y la relación geométrica de compresión C/R es de 2-3.
Presión de apriete: de 0,47 a 0,78 toneladas por centímetro cuadrado multiplicado por la superficie proyectada del producto acabado (o de 3 a 5 toneladas por pulgada cuadrada).
Tamaño de la máquina: el peso del producto acabado es de aproximadamente 40 a 60% de la capacidad de la moldeo por inyección máquina es el mejor, si la máquina se expresa en términos de capacidad de poliestireno (onza), se debe reducir por 10% utilizar la capacidad de GUANG DA. 1 onza = 28,3 gramos.
Tornillo: La longitud del tornillo debe ser de al menos 15 diámetros, y su L/D debe ser de 20:1 en el mejor de los casos. La relación de compresión debe ser de 1,5:1 a 30:1. La válvula de cierre en la parte delantera del tornillo debe ser del tipo de anillo deslizante, y el espacio fluido de resina debe ser de al menos 3.2MM.
Boquilla: La apertura de la punta debe ser de al menos 4.5MM (diámetro), si el peso del producto terminado es de 5.5KG o más, el diámetro de la boquilla debe ser de 9.5MM o más. Además, la abertura de la punta debe ser de 0.5 a 1MM menos que el diámetro de la compuerta, y cuanto más corto sea el canal del segmento, mejor, alrededor de 5MM.
Por razones de coste y de otra índole, los Productos de moldeo por inyección de PC a menudo utilizan materiales modificados, especialmente productos eléctricos, pero también necesitan mejorar la resistencia al fuego. Cuando se moldea PC ignífugo y otros productos de aleación de plástico, el sistema de plastificación de. piezas moldeadas por inyección requiere una mezcla uniforme y una resistencia a la corrosión difíciles de conseguir con los tornillos de plastificación convencionales.
Los puntos clave del proceso de moldeo por inyección de material de PC
a. La temperatura de inyección debe ser coherente con la forma, el tamaño y la estructura del molde del producto. El rendimiento del producto, los requisitos y otros aspectos sólo pueden realizarse tras su consideración.
Normalmente, la temperatura utilizada en el moldeo es de 270-320℃. Si la temperatura del material es demasiado alta, superior a 340°C, el PC se descompone, el color del producto se oscurece y aparecen en la superficie defectos como líneas plateadas, rayas oscuras, puntos negros y burbujas. Al mismo tiempo, las propiedades físicas y mecánicas se reducen considerablemente.
b. La presión de inyección tiene cierta influencia en las propiedades físicas y mecánicas, la tensión interna y la contracción de moldeo de los productos de PC. Tiene un mayor impacto en la apariencia y el desmoldeo del producto.
Una presión de inyección demasiado baja o demasiado alta puede hacer que el producto parezca algo defectuoso. Para algunos defectos, la presión de inyección suele controlarse entre 80-120MPa.
Para productos con paredes finas, procesos largos, formas complejas y puertas pequeñas, elija una más alta para superar la resistencia al flujo de la masa fundida y llenar la cavidad del molde a tiempo. Presión de inyección (120-145MPa) Para obtener un producto de superficie completa y lisa.
c. Presión de mantenimiento y tiempo de mantenimiento La cantidad de presión de mantenimiento y la duración del tiempo de mantenimiento tienen una gran influencia en la tensión interna de Productos moldeados por inyección de PC.
Si la presión de retención es demasiado pequeña, el efecto de alimentación es deficiente y tiende a provocar burbujas de vacío o contracción de la superficie. Cuando se empotra, la presión de retención es demasiado alta y pueden generarse grandes tensiones internas alrededor de la compuerta.
En el procesamiento práctico, esto suele resolverse con una temperatura elevada del material y una presión de mantenimiento baja. La elección del tiempo de mantenimiento debe depender del grosor del producto, el tamaño de la compuerta, la temperatura del molde, etc. Normalmente, los productos pequeños y finos no necesitan un tiempo de mantenimiento largo.
Por el contrario, los productos grandes y gruesos deben tener un tiempo de retención más largo. La duración del tiempo de retención puede determinarse mediante la prueba de tiempo de sellado de la compuerta.
d. La velocidad de inyección no tiene un efecto significativo en el rendimiento de Productos moldeados por inyección de PC. Salvo en el caso de los productos de paredes finas, compuerta pequeña, orificio profundo y flujo largo, se suelen utilizar velocidades medias o bajas para el procesado, preferiblemente con inyección en varias etapas. Normalmente se utilizan velocidades lentas.
e. La temperatura del molde de inyección suele controlarse a 80-100°C. También puede aumentarse a 100-120°C para formas complejas, productos más finos y exigentes, pero no debe superar la temperatura de deflexión térmica del molde.
f. Velocidad del tornillo y contrapresión. Debido a la alta viscosidad de la masa fundida de PC, que es propicio para la plastificación, el escape y el mantenimiento de la máquina de moldeo, para evitar la sobrecarga del tornillo, la velocidad del tornillo no debe ser demasiado alta, generalmente controlada a 30 -60r / min apropiado, y la contrapresión debe ser controlada entre 10-15% de la presión de inyección.
g. En el Moldeo por inyección de PC proceso, debe controlarse estrictamente el uso de agentes desmoldeantes. Al mismo tiempo, el uso de material reciclado no debe ser superior a tres veces la cantidad utilizada, y la cantidad utilizada debe ser de aproximadamente 20%.

Limpieza de barricas
a. A la temperatura de moldeo del policarbonato, añadir material de limpieza (poliestireno de grado general o trans-fenileno) y disparar de veinte a treinta veces de forma continua.
b. Vuelva a colocar la máquina y continúe vaciando el material de purga hasta que el material de purga comience a hincharse y a burbujear.
c. Vuelva a ajustar la temperatura de la cuba entre 200 y 230°C.
d. Continúe vaciando el material de limpieza hasta que la temperatura de fusión del material de limpieza alcance 260℃ y el aspecto sea limpio y transparente.
Diseño de moldes y compuertas
La temperatura común del molde es de 80-100℃, y 100-130℃ con fibra de vidrio. Para productos pequeños, una puerta en forma de aguja está disponible, y la profundidad de la puerta debe ser 70% de la parte más gruesa.
Cuanto mayor sea la compuerta, mejor, para reducir los defectos causados por el cizallamiento excesivo del plástico. La profundidad del orificio de ventilación debe ser inferior a 0,03-0,06 mm, el canal debe ser lo más corto y redondo posible, y la pendiente del desmolde suele ser de unos 30′-1.

¿Cuáles son las condiciones del proceso de moldeo por inyección de PC?
Rendimiento del proceso de moldeo de PC
a. La absorción de humedad del PC es pequeña, pero la sensibilidad al agua es muy fuerte, y una pequeña cantidad de humedad puede causar degradación a la temperatura de moldeo. El contenido de humedad de la materia prima de PC debe ser inferior a 0,2%, de lo contrario debe secarse.
b. PC fundido contenido de humedad está en línea con los requisitos, puede ser probado por el método de inyección en el aire, si la masa fundida de la boquilla para uniforme incoloro, brillante, sin plata y burbujas tira delgada, que está calificado.
c. PC es plástico amorfo, buena estabilidad térmica, amplia gama de temperatura de moldeo, más de 300 ℃ antes de la descomposición grave. La descomposición produce gas no tóxico, no corrosivo.
d. La fluidez del PC es pobre, el cambio de temperatura tiene un mayor impacto en la fluidez, y la velocidad de enfriamiento es más rápida.
e. El espesor de pared de las piezas de plástico debe ser uniforme, evitar esquinas afiladas, muescas e insertos metálicos causan concentración de tensiones, si hay insertos metálicos deben ser precalentados, la temperatura de precalentamiento es generalmente 110 ~ 130 ℃.
f. Los productos de PC son propensos a la concentración de tensiones, por lo que las condiciones de moldeo deben controlarse estrictamente y los productos deben recibir el tratamiento térmico correspondiente.
g. El sistema de vertido de PC debe ser principalmente corto y grueso, y debe configurarse con cavidades frías, utilizando alimentación de entrada directa.
h. La masa fundida de PC se adhiere fuertemente al metal, por lo que el cañón y la boquilla deben limpiarse al final de la operación.
i. La naturaleza no newtoniana del PC no es obvia, y la viscosidad disminuye insignificantemente tras aumentar la presión de inyección, pero disminuye significativamente tras aumentar la temperatura.
j. La temperatura de fusión del PC es más alta y la viscosidad también es más alta, por lo que es apropiado utilizar la máquina de moldeo por inyección de tornillo para operar, y el área de la boquilla debe ser calentada.
k. PC calificado para secado, colocado en aire a temperatura ambiente por más de 15min, perderá el efecto de secado debido a la absorción de humedad, por esta razón, debe haber un dispositivo de calentamiento en la tolva del moldeo por inyección máquina, de modo que la temperatura del PC no sea inferior a 100℃.
l. La masa fundida de PC no es corrosiva para el acero, por lo que no es necesario cromar el molde, pero debe tener suficiente resistencia, rigidez y resistencia al desgaste.
m. La densidad del PC varía mucho con la temperatura, y la contracción volumétrica de la masa fundida al condensarse es fácil que haga que las piezas de plástico produzcan defectos como burbujas huecas, por lo que el grosor de la pared de las piezas de plástico no puede ser demasiado grueso, preferiblemente no más de 150 mm, y el grosor de la pared es uniforme.
n. PC moldeado por fusión contracción es pequeña, como las condiciones de moldeo son apropiadas, por lo general puede ser moldeado de un piezas de plástico de alta precisión.

Principales condiciones de moldeo por inyección de PC
a. Temperatura del barril. La temperatura del barril tiene una gran influencia en la calidad de las piezas de plástico, baja temperatura del material causará una falta de material, sin brillo superficial, y el alambre de plata; alta temperatura del material es fácil de producir material de desbordamiento, burbujas, y la decoloración.
Control general de la temperatura del barril en 230 ~ 310 ℃. Para productos de paredes delgadas, la temperatura del barril debe tomar un valor grande; para productos de paredes gruesas puede tomar un valor pequeño.
b. Temperatura del molde. En general, la tensión interna en las piezas de plástico y el enfriamiento de la temperatura del molde y la diferencia de temperatura del material son aproximadamente proporcionales a la relación, por lo que requieren una alta temperatura del molde, la temperatura del molde se puede controlar en 80-120 ℃, piezas de plástico de pared delgada se debe tomar 80-100℃.
Las piezas de plástico de paredes gruesas deben tomarse 100-120 ℃. Si la temperatura del molde supera los 120 ℃, las piezas de plástico tardarán en enfriarse, se pegarán fácilmente al molde, serán difíciles de desmoldar, se deformarán con facilidad y el ciclo de moldeo será largo.
La viscosidad de la masa fundida de PC es alta, por lo que necesita una mayor presión de moldeo. Cuando se utiliza un tornillo moldeo por inyección máquina, la presión de inyección es generalmente 70~140MPa, mientras que la máquina de moldeo por inyección de tipo émbolo es 100~160MPa, dependiendo de la materia prima, pieza de plástico, molde y moldeo por inyección máquina.
Temperatura de fusión del material PC
PC material de temperatura de punto de fusión de 230 ~ 240 grados, se puede inyectar en el aire para determinar la temperatura de procesamiento de alta y baja. Temperatura de procesamiento de plástico PC general de 270-320 ℃, algunos materiales plásticos PC modificados o de bajo peso molecular para 230-270 ℃.
a. Temperatura del barril de inyección: 250 ~ 320, 290 ~ 320, 270 ~ 300, 250 ~ 280, 80 ~ 90 para aumentar la fluidez, la necesidad de temperatura del molde: 100 ~ 120.
b. El material de PC es muy absorbente; es necesaria una operación de secado antes de la inyección; 120 grados durante 2~4 horas.
c. La fluidez del material PC no es muy buena, por lo que la presión de inyección de 160MPA o más.
Velocidad de inyección
La mayor parte de la velocidad de inyección es rápida, como las piezas de interruptores eléctricos. Es habitual utilizar el moldeo rápido a baja velocidad.
La velocidad de inyección no tiene un efecto significativo en el rendimiento de Productos moldeados por inyección de PC. Por lo general, la velocidad de inyección es media o lenta, excepto para productos con paredes finas, compuertas pequeñas, orificios profundos o canales largos.
Es mejor utilizar la inyección multietapa, especialmente el proceso de moldeo por inyección multietapa lento-rápido-lento.
Contrapresión
La contrapresión de unos 10 bar, puede reducirse si no hay patrón de aire y mezcla de colores.
Tiempo de permanencia
Si permanece demasiado tiempo a altas temperaturas, el material se degradará, pero también CO2 y se volverá amarillo. No utilice LDPE, POM, ABS o PA para limpiar el barril. Limpie con PS.
Algunos materiales plásticos PC modificados, debido al número de reciclado demasiadas veces (reducción del peso molecular) o a una variedad de componentes mezclados de forma desigual, fácil de producir burbujas de líquido de color marrón oscuro.

Propiedades físicas del plástico PC
El PC es un material de ingeniería no cristalino con una resistencia al impacto, estabilidad térmica, brillo, propiedades de inhibición bacteriana, propiedades ignífugas y resistencia a la contaminación excepcionalmente buenas. La resistencia al impacto Izod del PC es muy alta y el índice de contracción es muy bajo, generalmente 0,1%~0,2%.
1.Alta resistencia al impacto y amplia gama de temperaturas de funcionamiento.
2.Alta transparencia y libre de manchas.
3.Alto H.D.T.
4.Excelentes propiedades eléctricas.
5.Insípido, inodoro e inocuo para el cuerpo humano de acuerdo con la salud y la seguridad.
6.Baja tasa de contracción y buena estabilidad dimensional.

Propiedades químicas del plástico PC
El PC tiene buenas propiedades mecánicas, pero escasas características de fluidez, fabricación del moldeado por inyección difícil el proceso para este material. A la hora de elegir qué calidad de material de PC utilizar, la expectativa final del producto debe ser el punto de referencia.
Si la pieza de plástico requiere una alta resistencia al impacto, entonces utilice un material de PC de bajo caudal; por el contrario, puede utilizar un material de PC de alto caudal, que puede optimizar la moldeo por inyección proceso.
PC material plástico es un nuevo tipo de termoplástico, grado transparente de 90%, conocido como el metal transparente. Es rígido y resistente, con alta resistencia al impacto, alta estabilidad dimensional y una amplia gama de temperaturas de funcionamiento, buenas propiedades de aislamiento eléctrico y resistencia al calor y no tóxico, se puede inyectar, moldeo por extrusión.
El plástico PC tiene excelentes propiedades térmicas y puede utilizarse durante mucho tiempo entre -100℃ y 130℃, y la temperatura de fragilización es inferior a -100℃.

Ventajas e inconvenientes del plástico PC
Ventajas de los plásticos PC:
a. Alta resistencia al impacto y buena resistencia a la fluencia.
b. Buena resistencia al calor, baja temperatura de fragilidad (-130℃) puede resistir la influencia de la luz solar, la lluvia y los cambios de temperatura.
c. Buenas propiedades químicas, alta transparencia.
d. Buenas propiedades dieléctricas.
e. Buena estabilidad dimensional.
Desventajas del plástico PC:
a. Escasa resistencia a los disolventes.
b. Fenómeno de agrietamiento por tensión.
c. Fácil hidrólisis cuando se sumerge en agua hirviendo durante mucho tiempo.
d. Escasa resistencia a la fatiga.
Áreas de aplicación del PC
Maquinaria alimentaria
La resina de policarbonato se utiliza principalmente en la producción de diversa maquinaria de procesamiento de alimentos, carcasas de herramientas eléctricas, cuerpos, soportes, cajones de congeladores de frigoríficos y piezas de aspiradoras.
Además, los materiales de policarbonato también han demostrado su gran valor en el uso de piezas importantes en ordenadores, grabadoras de vídeo y televisores en color, que requieren piezas de gran precisión.
Lente óptica
Las lentes ópticas fabricadas con policarbonato de grado óptico pueden utilizarse no sólo para cámaras, microscopios, telescopios e instrumentos ópticos de prueba, sino también para lentes de proyectores de películas, lentes de fotocopiadoras, lentes de proyectores de enfoque automático por infrarrojos, lentes de impresoras de haz láser y diversos prismas, espejos multifacéticos y muchos otros equipos de oficina y electrodomésticos.
Productos sanitarios
Los productos de moldeo por inyección de policarbonato se utilizan ampliamente en equipos de hemodiálisis de riñón artificial y otros dispositivos médicos que deben funcionar en condiciones transparentes e intuitivas y necesitan ser esterilizados repetidamente. Como la producción de jeringuillas de alta presión, mascarillas quirúrgicas, aparatos dentales desechables, separadores de sangre, etc.

Resumen
A través de este artículo, hemos aprendido acerca de los materiales de PC y las cuestiones a las que se debe prestar atención durante el moldeo por inyección así como las aplicaciones de los materiales de los ordenadores personales.
Sin embargo, en el proceso real de ejecución del proyecto, siguen interviniendo muchos factores para hacer un buen Producto de moldeo por inyección de plástico PC.
Si tiene un producto de plástico que debe fabricarse con material de PC, se recomienda elegir a un experto fábrica de moldes de inyección y fábrica de moldeo por inyección para garantizar la buena ejecución del proyecto.







