 Ir al contenido
Ir al contenido 

You just got a rush order for five different plastic covers, each needing its own mold. Your production floor is booked solid, and the thought of swapping five full-size molds — each changeover eating two to four hours — makes your schedule impossible. A MUD injection mold system is built exactly for this situation: one universal frame stays in the press, and you swap lightweight insert molds in minutes instead of hours.
This article breaks down what a MUD system actually is, when it makes sense (and when it does not), how to design for it, and what it costs compared to conventional tooling. I have seen shops waste money on MUD bases for the wrong applications and others save thousands per month on the right ones — the difference comes down to understanding the trade-offs.
- A MUD system uses a universal frame with interchangeable insert molds for fast changeovers.
- Tooling changes take minutes instead of hours with a MUD quick-change base.
- MUD molds work best for low-volume, multi-part, or prototype production runs.
- Insert size and shot volume limits make MUD unsuitable for large or high-cavitation parts.
- A MUD insert costs 40–60% less than a full conventional mold base.
What Is a MUD Injection Mold?
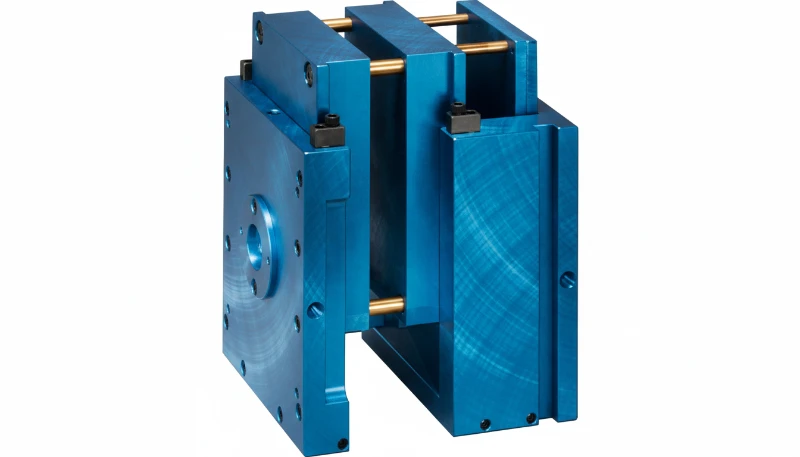
A MUD injection mold is a quick-change tooling system where one standardized mold base1 stays mounted in the moldeo por inyección machine. Instead of removing a full mold for each product change, the operator swaps a smaller insert that contains the cavity and core. This reduces setup time when several related parts share the same press, material family, and production window.
Think of it like a power drill: the drill itself stays in your hand, and you just swap the bit. The MUD frame is the drill; the molde de inserción2 is the bit. Standard frame sizes range from roughly 6 inches up to 18 inches, accommodating insert molds of various footprints. Each frame includes guide pins, bushings, and clamping mechanisms that align and lock the insert into position.
In our shop, we have used MUD-style frames for jobs that require multiple small parts in the same material family, such as connector housings, small covers, and sensor enclosures. The ability to swap inserts without pulling the entire mold from the press is a real time-saver when several SKUs run back to back. With 47 injection molding machines ranging from 90T to 1850T, we have the flexibility to dedicate certain presses for quick-change tooling setups like these. Our production team has the experience to handle fast insert swaps without sacrificing part quality or press uptime.
The key distinction from a standard mold is that the MUD frame handles all the infrastructure: alignment, ejection stroke, and press mounting. The insert focuses on part geometry. This separation is what drives both cost savings and faster tooling changes. You are not rebuilding the wheel every time you need a new part; you are just swapping the tire. That extra planning margin also protects sampling time.
How Does a MUD Quick-Change System Work?
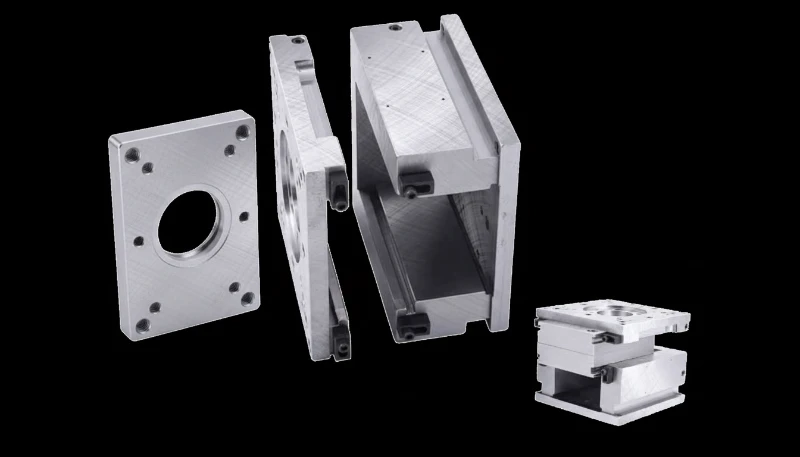
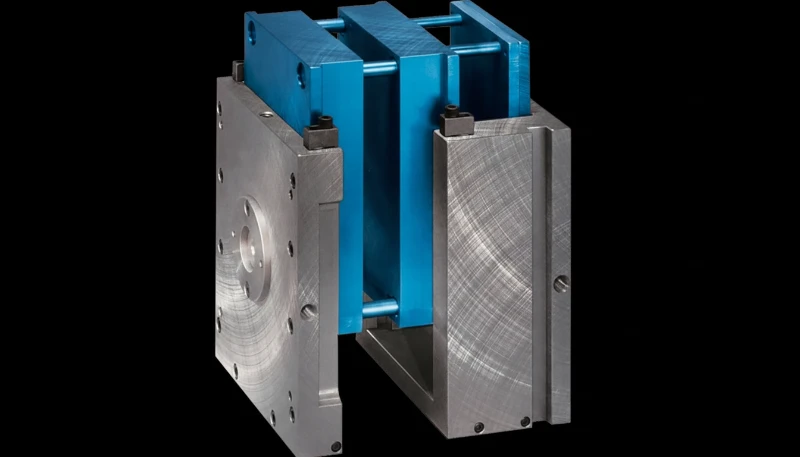
A mud quick-change system is a controlled process sequence that works through the stages and settings explained in this section. The MUD system has three main components: the master frame, the insert mold, and the locking mechanism. The master frame bolts into the press platens just like a conventional mold. It contains the ejector plate assembly, guide pin sets, support pillars, and a machined pocket sized to accept a specific class of insert.
The insert mold is a self-contained unit that holds the core, cavity, runner system, and its own cooling circuits. When you need to switch production from Part A to Part B, the operator opens the press, unclamps the current insert, slides it out, drops in the new insert, clamps it, and closes the mold. The whole process typically takes 10 to 30 minutes depending on the frame size and the complexity of the cooling and ejection hookup.
Some advanced MUD setups integrate quick-disconnect fittings for water lines and electrical connections, further reducing the swap time. Instead of manually wrenching individual coolant hoses on and off, the operator connects a single manifold block that routes cooling water to the correct channels inside the insert. These quick-disconnect fittings add upfront cost to the frame but pay for themselves quickly in a high-mix production environment where you might swap inserts three or four times per shift.
Compare that to a conventional mold change: you need to lower the mold from the press using a crane or forklift, disconnect all water lines and electrical connections, physically move a mold that can weigh hundreds of kilograms, then reverse the entire process for the new mold. That is two to four hours of downtime on a good day.
The locking mechanisms vary by manufacturer. DME’s original MUD system uses a wedge-style clamp that tightens from the side. Other systems use hydraulic clamps, toggle locks, or bayonet-style quick-release fittings. What matters for you as an engineer is understanding how the locking method affects insert alignment — misalignment of even a few thousandths of an inch will flash or produce out-of-tolerance parts.
In our production planning, MUD-style tooling is most useful when insert changes can run on compatible presses without long setup windows. ZetarMold has 20+ years of tooling experience and 47 injection molding machines from 90T to 1850T, so our engineers can match insert size, tonnage, material, and expected changeover frequency before recommending a MUD base.
When Should You Use a MUD System?
This section is about use a mud system and its impact on cost, quality, timing, or sourcing risk. MUD systems shine in specific scenarios. Here is where they genuinely add value, based on what we have seen running production molds over the past 20+ years. The common thread across all these use cases is that you need to run multiple different parts on the same press in relatively short production windows, and the cost of building dedicated full-size molds for each part cannot be justified by the volume.
Multi-Part Families in the Same Material
If you are molding a family of five small enclosures in ABS — same wall thickness, same gate style, same shrinkage — a MUD frame lets you run them all on one press with minimal changeover. This is the textbook use case. You mold SKU-1 for four hours, swap inserts, mold SKU-2 for three hours, and so on. One press, one frame, five inserts. The economics get even better when you factor in that each insert only needs maintenance on its own schedule — you do not take the entire frame offline to service one cavity.
Low-Volume and Prototype Production
When annual volumes are under 10,000 parts per SKU, building five dedicated full-size molds is hard to justify financially. Five MUD inserts at 40–60% of the cost of five full molds? That math works. We regularly recommend this approach to customers who need prototype bridges or market-test runs before committing to production tooling. The risk profile is also lower — if the product does not gain market traction, you are out a few thousand dollars per insert rather than tens of thousands per full mold.
Frequent Design Changes
During product development, when the design changes every few weeks, modifying a small insert is faster and cheaper than reworking a full mold base. The insert contains only the geometry-specific elements, so your modification cost is limited to the cavity and core steel, not the entire frame assembly. Our 8 senior engineers regularly work with customers on iterative insert designs during the validation phase.
There is also a scheduling advantage that people often overlook. If your production planner needs to squeeze in a small urgent job between two larger runs, a MUD insert lets you do that without disrupting the main schedule. You run the big job, pause for 20 minutes to swap in the urgent insert, run the short job, swap back, and resume. No crane, no recalibration of the press, no rebalancing the production floor.
What Are the Limitations of MUD Molds?
The limitations of mud molds are the main categories or options explained in this section. I would not be honest if I only talked about the benefits. MUD systems have real constraints that make them the wrong choice for many applications.
First, size limits. MUD inserts are small by design. Even the largest standard frames (15–18 inch series) limit your maximum part envelope. If your part is bigger than roughly 300mm in any dimension, or requires multiple cavities for high-volume output, a MUD system will not work. You need a full-size conventional mold.
Second, structural rigidity. A MUD insert sits in a pocket within the frame, and that interface is not as rigid as a solid one-piece mold. Under high injection pressures — especially with glass-filled materials — you may see línea de partición3 separation or flash at the insert-to-frame boundary. For tight-tolerance parts with ±0.05mm or stricter requirements, this flex can be a deal-breaker.
Third, cooling limitations. The insert mold has limited space for cooling channels compared to a full mold. Longer duración del ciclo4 per shot is common, sometimes 15–25% longer than an equivalent conventional mold. If you are running millions of parts and every second of cycle time matters, the cooling penalty adds up fast.
Fourth, cavitation limits. Most MUD inserts accommodate 1 to 4 cavities. If your production plan calls for an 8-cavity or 16-cavity mold to hit volume targets, a MUD system cannot deliver. The insert footprint simply does not have room.
“A MUD insert mold costs 40–60% less than a full conventional mold for the same part.”Verdadero
The insert contains only the core, cavity, and basic cooling — no frame, no large ejector plate, no heavy support structures. The shared master frame amortizes across all inserts, so you save on steel, machining time, and engineering effort for each additional part design.
"Los sistemas MUD son ideales para la producción en gran volumen de piezas grandes."Falso
Los insertos MUD tienen límites estrictos de tamaño y cavidades. Las piezas grandes exceden el volumen del inserto, y los trabajos de alto volumen requieren diseños multicavidad que no caben. Para producción grande o de alto volumen, los moldes convencionales de tamaño completo siguen siendo la elección correcta.
¿Cómo se Compara MUD con las Bases de Molde Convencionales?
Aquí hay una comparación lado a lado que refleja lo que realmente vemos en cotizaciones y producción, no números teóricos de libros de texto.
| Factor | Cambio Rápido MUD | Molde Convencional |
|---|---|---|
| Costo inicial del molde (por diseño de pieza) | 40–60% más bajo | Precio completo |
| Tiempo de cambio | 10–30 minutos | 2–4 hours |
| Tamaño máximo de pieza | ~300mm (marco más grande) | Limitado solo por el tamaño de la prensa |
| Máxima cavitación | 1–4 cavidades típicas | 16+ cavidades posibles |
| Rigidez estructural | Buena (inserto en marco) | Excelente (bloque sólido) |
| Cycle time impact | +15–25% vs convencional | Baseline |
| Best for | Bajo volumen, múltiples SKU, prototipo | Alto volumen, piezas grandes |
| Costo de cambio de ingeniería | Bajo (modificar solo el inserto) | Alto (modificar el molde completo) |
La decisión no siempre es binaria. Algunos talleres utilizan ambos: moldes convencionales para sus SKU de mayor volumen y un marco MUD en una prensa dedicada para la larga cola de piezas de bajo volumen. Con nuestra capacidad mensual de más de 100 juegos de moldes de inyección, construimos ambos estilos regularmente y podemos ayudarte a determinar qué enfoque se adapta a tu mezcla específica de productos.
“Cambiar de moldes convencionales a un sistema MUD puede reducir el tiempo de inactividad por cambio en más del 90%.”Verdadero
Un cambio de molde convencional toma de 2 a 4 horas (grúa, desconectar agua/electricidad, intercambiar, reconectar, verificar). Un intercambio de inserto MUD toma de 10 a 30 minutos (abrir prensa, desbloquear, deslizar hacia afuera, deslizar hacia adentro, bloquear, cerrar). La diferencia es de un 90% a un 95% menos de tiempo de inactividad por cambio.
“Cualquier diseño de molde de inyección se puede convertir a un inserto MUD sin compromisos.”Falso
El tamaño del inserto, el diseño de los canales de enfriamiento, la complejidad del sistema de eyección y los requisitos de volumen de inyección imponen límites. Los moldes con acciones laterales complejas, elevadores o grandes socavados pueden no caber dentro del espacio del inserto o mantener la rigidez requerida.
¿Qué reglas de diseño se aplican a los moldes de inserto MUD?
Diseñar para un sistema MUD no es lo mismo que diseñar un molde independiente molde de inyección. El inserto debe funcionar dentro de las limitaciones del marco. Estas son las reglas que más importan en la práctica.
1. Respeta el espacio del inserto. Cada tamaño de marco tiene una dimensión máxima de cavidad. Tu núcleo y cavidad deben caber dentro de ese límite con un grosor de pared adecuado para soporte estructural. Diseña la pieza primero, luego verifícala con las especificaciones del marco antes de comprometerte con la herramientía. Esto parece obvio, pero he visto ingenieros diseñar una pieza, obtener aprobación y luego descubrir que no cabe en ningún inserto MUD estándar.
2. Planifica la ubicación de la compuerta para el sistema de canales del marco. La mayoría de los marcos MUD tienen una ubicación estándar del bebedero de diseño de molde de inyección en el centro. Si tu pieza requiere una compuerta lateral o una compuerta submarina, asegúrate de que el diseño de canales del inserto pueda llevar el material fundido desde esa posición fija del bebedero hasta la ubicación óptima de la compuerta en la pieza.
3. Minimiza las acciones laterales. Los mecanismos de deslizamiento, elevadores y núcleos colapsados consumen el espacio limitado dentro de un inserto. Cada acción lateral añade complejidad y reduce el espacio disponible para los canales de enfriamiento. Si tu pieza tiene más de dos socavados externos, un inserto MUD se vuelve un ajuste muy ajustado, y la ventaja de costo de la herramientía comienza a desaparecer.
4. Optimiza el enfriamiento dentro de los límites del inserto. No se pueden hacer pasar circuitos de refrigeración de gran diámetro a través de un inserto compacto. Utilice deflectores, burbujeadores o diseños de canales optimizados cuando sea posible para maximizar la extracción de calor en el espacio confinado. La penalización por refrigeración es real, pero un buen diseño puede reducir la brecha.
5. Verifique la carrera de eyección con respecto a la placa eyectora del bastidor. El bastidor maestro proporciona la placa eyectora y el sistema de retorno. Su inserto debe conectarse correctamente con él: las posiciones de los pasadores, la longitud de la carrera y la fuerza del resorte de retorno deben coincidir. La mayoría de los bastidores utilizan un patrón de cuadrícula estándar para los pasadores eyectores; diseñe la eyección de su inserto para alinearse con esa cuadrícula.
¿Cuánto Cuesta un Molde MUD en Comparación con la Herramiental Estándar?
El costo es la razón principal por la que la mayoría de las personas considera MUD, así que permítame darle cifras reales de nuestra experiencia en cotizaciones. Estos son rangos típicos para un molde de una sola cavidad para una carcasa electrónica pequeña (aproximadamente 80 mm × 50 mm × 25 mm) en acero P20.
| Cost Component | Inserción MUD Únicamente | Molde Convencional Completo |
|---|---|---|
| Marco maestro (única vez) | $3,000–$6,000 | N/A (integrado en el molde) |
| Insertar molde (por pieza) | $2.500–$5.000 | $6,000–$12,000 |
| Insertos adicionales (cada uno) | $2.500–$5.000 | $6,000–$12,000 |
| Total de familia de 5 piezas | $15,500–$31,000 | $30.000–$60.000 |
| Mano de obra de cambio por intercambio | 15 min × 1 operador | 3 hrs × 2 operadores + grúa |
| Tiempo de inactividad por cambio de producción | 10–30 min | 2–4 horas |
La clave: el marco maestro es una inversión única. Una vez que lo posee, cada inserto adicional es solo el costo del inserto. Para una familia de cinco piezas, el enfoque MUD generalmente ahorra 40–50% en la inversión total de herramientas. Para una familia de diez piezas, el ahorro se aproxima a 55–60%.
Pero aquí está la trampa que la gente olvida: si está produciendo un diseño de pieza en volumen muy alto — digamos 500,000+ piezas por año — la penalización en tiempo de ciclo por la refrigeración limitada y los límites de cavidad de un inserto MUD significa que su costo por pieza es realmente mayor. El ahorro en herramientas se consume por la ineficiencia de producción. Para ese escenario, un molde convencional dedicado de 8 cavidades gana en costo total de propiedad.
Con nuestro acero para moldes interno sourcing y una instalación completa de fabricación de moldes (máquinas CNC, cortadoras por alambre, EDMs, rectificadoras — 23 máquinas dedicadas), podemos entregar insertos MUD y moldes convencionales con tiempos de entrega competitivos. La clave es elegir el sistema adecuado para la realidad de su producción, no solo la opción más económica.
-
base del molde: Una base de molde se refiere al marco o carcasa estandarizada que sostiene los insertos de núcleo y cavidad, proporcionando soporte estructural, características de alineación e interfaces de montaje para las placas de la máquina de moldeo por inyección. ↩
-
molde de inserto: Un molde inserto es una unidad de molde compacta e independiente que se ajusta en un marco de base de molde estandarizado, conteniendo solo el núcleo y la cavidad junto con componentes de refrigeración y expulsión específicos para un diseño de pieza. ↩
-
parting line: La línea de separación se refiere a la junta visible en una pieza moldeada donde las dos mitades del molde se unen, generalmente apareciendo como una leve cresta o línea en la superficie del producto terminado. ↩
-
cycle time: El tiempo de ciclo se define como la duración total de un ciclo completo de moldeo por inyección, medido desde el cierre del molde hasta el cierre del molde, incluyendo las fases de inyección, compactación, enfriamiento y eyección, típicamente expresado en segundos. ↩
Preguntas Frecuentes Sobre Moldes de Inyección MUD
What does MUD stand for in injection molding?
MUD significa Master Unit Die. Es un sistema de base de molde de cambio rápido originalmente desarrollado por DME (ahora parte de Barnes Group) donde un marco universal permanece montado permanentemente en la máquina de moldeo por inyección y pequeños moldes insertos intercambiables se introducen y extraen para cambios rápidos de herramientas. El marco maestro contiene el sistema de expulsión, guías y mecanismo de sujeción, mientras que cada inserto solo contiene el núcleo, la cavidad y sus circuitos de refrigeración específicos. Aunque MUD es una marca registrada, el término se ha usado ampliamente en la industria del moldeo por inyección para describir cualquier sistema similar de molde inserto de cambio rápido, independientemente del fabricante.
¿Cuánto tiempo toma un cambio de inserto MUD?
Un cambio de inserto MUD típico toma de 10 a 30 minutos dependiendo del tamaño del marco y la complejidad de las conexiones de refrigeración y expulsión. El operador abre la prensa, desbloquea el inserto actual, lo extrae, instala el nuevo inserto, lo bloquea y cierra el molde. Esto se compara con 2–4 horas para un cambio de molde completo convencional que requiere una grúa o carretilla elevadora, desconectar líneas de agua y conexiones eléctricas, mover físicamente un molde que pesa cientos de kilogramos y luego revertir todo el proceso. Para una instalación de producción que ejecuta múltiples trabajos de serie corta por día, este ahorro de tiempo es significativo y se traduce directamente en una mayor utilización de la prensa y menores costos indirectos por pieza.
¿Cuál es el tamaño máximo de pieza para un molde MUD?
El tamaño máximo de la pieza depende de la serie específica de marco MUD que seleccione. Los marcos MUD estándar más grandes disponibles (generalmente la serie de 15–18 pulgadas) pueden acomodar piezas de hasta aproximadamente 300mm en su dimensión más grande. Sin embargo, debe considerar el grosor de la pared del inserto y el soporte estructural alrededor de la cavidad, por lo que el volumen útil de la pieza es algo menor que la dimensión del receptáculo del marco. Las piezas que exceden este tamaño, o las piezas que requieren diseños multicavidad para cumplir objetivos de producción de alto volumen, son más adecuadas para moldes completos convencionales donde el único límite práctico de tamaño es la tonelada y las dimensiones de las placas de su prensa de moldeo por inyección.
¿Puede un sistema MUD manejar materiales con carga de vidrio o de alta presión?
Los insertos MUD pueden moldear materiales con carga de vidrio y de alta presión, pero debe considerar las limitaciones estructurales de la interfaz inserto-marco. Debido que el inserto se sitúa en un receptáculo dentro del marco maestro y no es un bloque sólido de una pieza, es inherentemente menos rígido bajo altas presiones de inyección. Con nylon con carga de vidrio, PBT u otras resinas de ingeniería de alta viscosidad que requieren presiones de inyección superiores a 150 MPa, puede aparecer rebaba en el límite del inserto o una leve separación en la línea de separación. Para piezas de tolerancia estrecha (±0.05mm o más estrictas) moldeadas con estos materiales agresivos, un molde convencional sólido generalmente ofrece una estabilidad dimensional más consistente durante las series de producción.
¿Cuántas cavidades caben en un inserto MUD?
La mayoría de los insertos MUD admiten de 1 a 4 cavidades, dependiendo del tamaño individual de la pieza y de la serie específica de marco que se utilice. La huella compacta del inserto limita inherentemente el número total de cavidades en comparación con los moldes convencionales, que pueden diseñarse con 8, 16 o incluso 32 o más cavidades para piezas de alto volumen. Si sus requisitos de volumen de producción demandan una alta cavitación para alcanzar el ciclo objetivo de producción y el costo por pieza, un molde convencional de tamaño completo casi siempre será la opción más rentable durante la vida del proyecto, aunque la inversión inicial en herramienta sea mayor.
¿Es adecuado un molde MUD para piezas médicas o de grado alimentario?
Los insertos MUD pueden producir piezas médicas y de grado alimentario siempre que el inserto esté diseñado con acabados superficiales apropiados, enfriamiento adecuado para un comportamiento consistente del material y una eyección que no contamine la superficie de la pieza. Sin embargo, debe considerar cuidadosamente los requisitos de validación. En industrias reguladas por la FDA, ISO 13485 o marcos similares, cada inserto puede requerir su propio protocolo de calificación, incluyendo validación del proceso, estudios de capacidad y documentación. Si está utilizando múltiples insertos para una familia de piezas, la sobrecarga de validación para cada inserto individual puede compensar los ahorros en costos de herramienta que hacen atractivo el MUD en primer lugar. Para piezas reguladas de alto volumen, un molde convencional dedicado con una única validación integral suele ser más sencillo.
¿De qué materiales se fabrican típicamente los insertos MUD?
Los insertos MUD se mecanizan más comúnmente de acero preendurecido P20 (aproximadamente 28–32 HRC) para series de producción estándar, ofreciendo un buen equilibrio de mecanizabilidad, pulibilidad y vida útil de la herramienta a un costo moderado. Para aplicaciones de alto desgaste que involucren materiales con carga de vidrio, resinas de ingeniería abrasivas o series de producción que superen los 500.000 ciclos, el acero de herramienta endurecido H13 (48–52 HRC) proporciona una resistencia al desgaste y una vida a fatiga térmica significativamente mejores. Los insertos de aluminio (típicamente 7075-T6) también se utilizan para prototipos y series puente de muy bajo volumen donde el menor costo del material y el tiempo de mecanizado CNC más rápido superan la vida útil más corta de la herramienta. El acero inoxidable S136 es una opción cuando se requiere resistencia a la corrosión para PVC u otros materiales de moldeo corrosivos.







