 Zum Inhalt springen
Zum Inhalt springen 

You just got a rush order for five different plastic covers, each needing its own mold. Your production floor is booked solid, and the thought of swapping five full-size molds — each changeover eating two to four hours — makes your schedule impossible. A MUD injection mold system is built exactly for this situation: one universal frame stays in the press, and you swap lightweight insert molds in minutes instead of hours.
This article breaks down what a MUD system actually is, when it makes sense (and when it does not), how to design for it, and what it costs compared to conventional tooling. I have seen shops waste money on MUD bases for the wrong applications and others save thousands per month on the right ones — the difference comes down to understanding the trade-offs.
- A MUD system uses a universal frame with interchangeable insert molds for fast changeovers.
- Tooling changes take minutes instead of hours with a MUD quick-change base.
- MUD molds work best for low-volume, multi-part, or prototype production runs.
- Insert size and shot volume limits make MUD unsuitable for large or high-cavitation parts.
- A MUD insert costs 40–60% less than a full conventional mold base.
What Is a MUD Injection Mold?
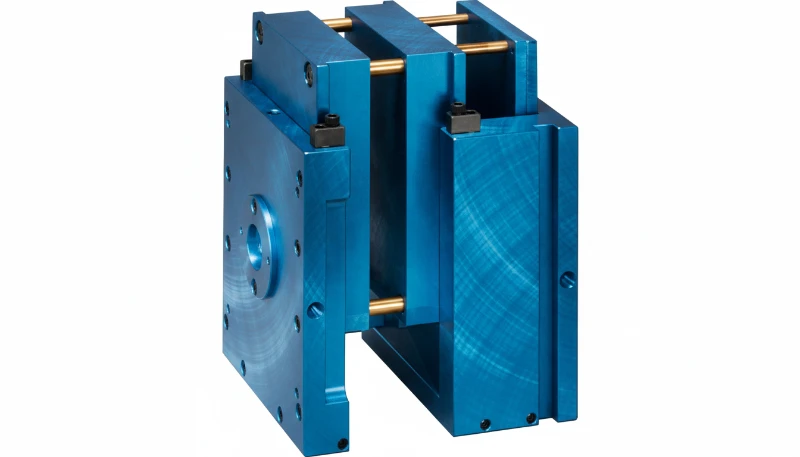
A MUD injection mold is a quick-change tooling system where one standardized mold base1 stays mounted in the Spritzgießen machine. Instead of removing a full mold for each product change, the operator swaps a smaller insert that contains the cavity and core. This reduces setup time when several related parts share the same press, material family, and production window.
Think of it like a power drill: the drill itself stays in your hand, and you just swap the bit. The MUD frame is the drill; the Einsatzform2 is the bit. Standard frame sizes range from roughly 6 inches up to 18 inches, accommodating insert molds of various footprints. Each frame includes guide pins, bushings, and clamping mechanisms that align and lock the insert into position.
In our shop, we have used MUD-style frames for jobs that require multiple small parts in the same material family, such as connector housings, small covers, and sensor enclosures. The ability to swap inserts without pulling the entire mold from the press is a real time-saver when several SKUs run back to back. With 47 injection molding machines ranging from 90T to 1850T, we have the flexibility to dedicate certain presses for quick-change tooling setups like these. Our production team has the experience to handle fast insert swaps without sacrificing part quality or press uptime.
The key distinction from a standard mold is that the MUD frame handles all the infrastructure: alignment, ejection stroke, and press mounting. The insert focuses on part geometry. This separation is what drives both cost savings and faster tooling changes. You are not rebuilding the wheel every time you need a new part; you are just swapping the tire. That extra planning margin also protects sampling time.
How Does a MUD Quick-Change System Work?
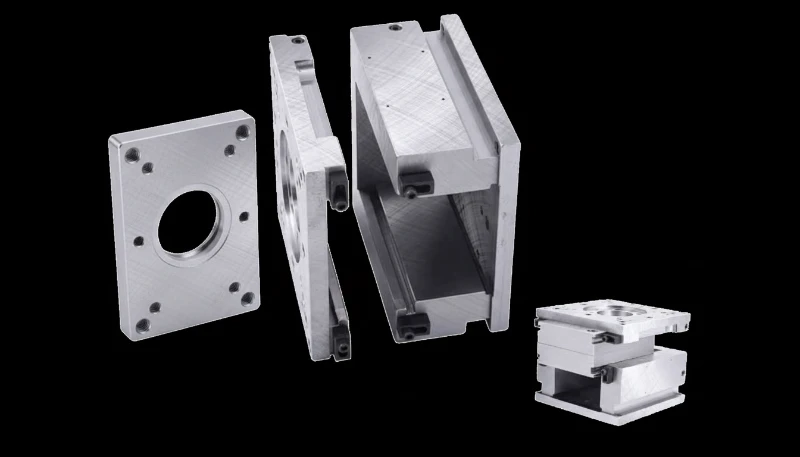
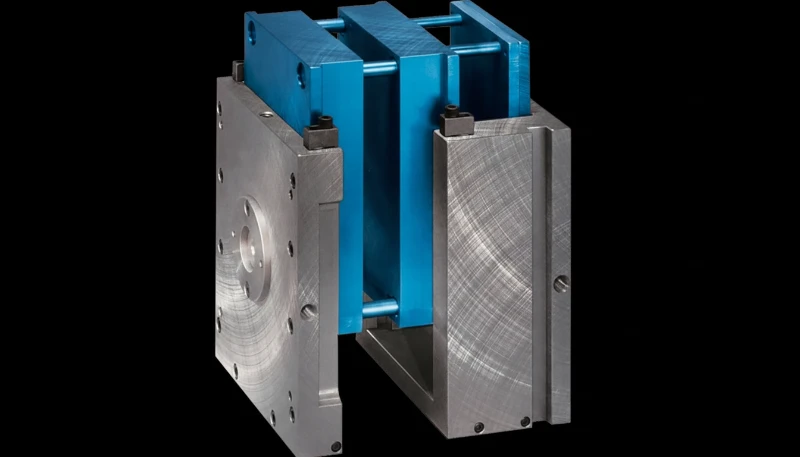
A mud quick-change system is a controlled process sequence that works through the stages and settings explained in this section. The MUD system has three main components: the master frame, the insert mold, and the locking mechanism. The master frame bolts into the press platens just like a conventional mold. It contains the ejector plate assembly, guide pin sets, support pillars, and a machined pocket sized to accept a specific class of insert.
The insert mold is a self-contained unit that holds the core, cavity, runner system, and its own cooling circuits. When you need to switch production from Part A to Part B, the operator opens the press, unclamps the current insert, slides it out, drops in the new insert, clamps it, and closes the mold. The whole process typically takes 10 to 30 minutes depending on the frame size and the complexity of the cooling and ejection hookup.
Some advanced MUD setups integrate quick-disconnect fittings for water lines and electrical connections, further reducing the swap time. Instead of manually wrenching individual coolant hoses on and off, the operator connects a single manifold block that routes cooling water to the correct channels inside the insert. These quick-disconnect fittings add upfront cost to the frame but pay for themselves quickly in a high-mix production environment where you might swap inserts three or four times per shift.
Compare that to a conventional mold change: you need to lower the mold from the press using a crane or forklift, disconnect all water lines and electrical connections, physically move a mold that can weigh hundreds of kilograms, then reverse the entire process for the new mold. That is two to four hours of downtime on a good day.
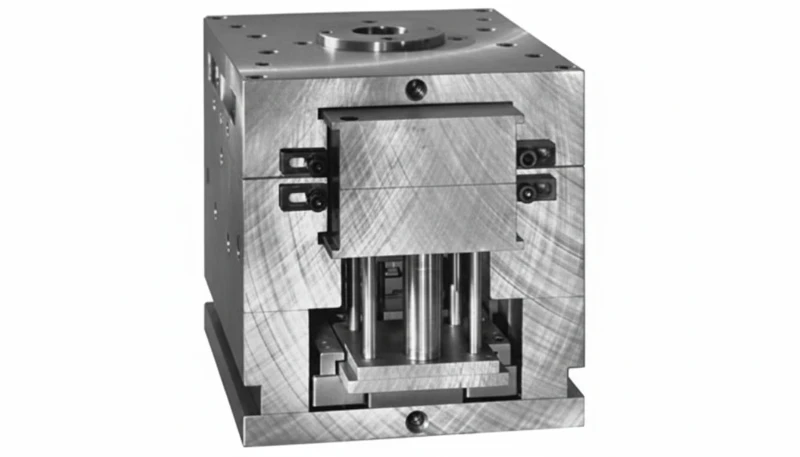
The locking mechanisms vary by manufacturer. DME’s original MUD system uses a wedge-style clamp that tightens from the side. Other systems use hydraulic clamps, toggle locks, or bayonet-style quick-release fittings. What matters for you as an engineer is understanding how the locking method affects insert alignment — misalignment of even a few thousandths of an inch will flash or produce out-of-tolerance parts.
In our production planning, MUD-style tooling is most useful when insert changes can run on compatible presses without long setup windows. ZetarMold has 20+ years of tooling experience and 47 injection molding machines from 90T to 1850T, so our engineers can match insert size, tonnage, material, and expected changeover frequency before recommending a MUD base.
When Should You Use a MUD System?
This section is about use a mud system and its impact on cost, quality, timing, or sourcing risk. MUD systems shine in specific scenarios. Here is where they genuinely add value, based on what we have seen running production molds over the past 20+ years. The common thread across all these use cases is that you need to run multiple different parts on the same press in relatively short production windows, and the cost of building dedicated full-size molds for each part cannot be justified by the volume.
Multi-Part Families in the Same Material
If you are molding a family of five small enclosures in ABS — same wall thickness, same gate style, same shrinkage — a MUD frame lets you run them all on one press with minimal changeover. This is the textbook use case. You mold SKU-1 for four hours, swap inserts, mold SKU-2 for three hours, and so on. One press, one frame, five inserts. The economics get even better when you factor in that each insert only needs maintenance on its own schedule — you do not take the entire frame offline to service one cavity.
Low-Volume and Prototype Production
When annual volumes are under 10,000 parts per SKU, building five dedicated full-size molds is hard to justify financially. Five MUD inserts at 40–60% of the cost of five full molds? That math works. We regularly recommend this approach to customers who need prototype bridges or market-test runs before committing to production tooling. The risk profile is also lower — if the product does not gain market traction, you are out a few thousand dollars per insert rather than tens of thousands per full mold.
Frequent Design Changes
During product development, when the design changes every few weeks, modifying a small insert is faster and cheaper than reworking a full mold base. The insert contains only the geometry-specific elements, so your modification cost is limited to the cavity and core steel, not the entire frame assembly. Our 8 senior engineers regularly work with customers on iterative insert designs during the validation phase.
There is also a scheduling advantage that people often overlook. If your production planner needs to squeeze in a small urgent job between two larger runs, a MUD insert lets you do that without disrupting the main schedule. You run the big job, pause for 20 minutes to swap in the urgent insert, run the short job, swap back, and resume. No crane, no recalibration of the press, no rebalancing the production floor.
What Are the Limitations of MUD Molds?
The limitations of mud molds are the main categories or options explained in this section. I would not be honest if I only talked about the benefits. MUD systems have real constraints that make them the wrong choice for many applications.
First, size limits. MUD inserts are small by design. Even the largest standard frames (15–18 inch series) limit your maximum part envelope. If your part is bigger than roughly 300mm in any dimension, or requires multiple cavities for high-volume output, a MUD system will not work. You need a full-size conventional mold.
Second, structural rigidity. A MUD insert sits in a pocket within the frame, and that interface is not as rigid as a solid one-piece mold. Under high injection pressures — especially with glass-filled materials — you may see Trennungslinie3 separation or flash at the insert-to-frame boundary. For tight-tolerance parts with ±0.05mm or stricter requirements, this flex can be a deal-breaker.
Third, cooling limitations. The insert mold has limited space for cooling channels compared to a full mold. Longer Zykluszeit4 per shot is common, sometimes 15–25% longer than an equivalent conventional mold. If you are running millions of parts and every second of cycle time matters, the cooling penalty adds up fast.
Fourth, cavitation limits. Most MUD inserts accommodate 1 to 4 cavities. If your production plan calls for an 8-cavity or 16-cavity mold to hit volume targets, a MUD system cannot deliver. The insert footprint simply does not have room.
„Ein MUD-Einsatzwerkzeug kostet für dasselbe Teil 40–60 % weniger als ein vollständiges konventionelles Werkzeug.“Wahr
Der Einsatz enthält nur Kern, Kavität und grundlegende Kühlung – keinen Rahmen, keine große Auswerferplatte, keine schweren Tragstrukturen. Der gemeinsame Hauptrahmen wird auf alle Einsätze verteilt, sodass Sie bei jedem zusätzlichen Teiledesign Stahl, Bearbeitungszeit und Konstruktionsaufwand sparen.
„MUD-Systeme sind ideal für die hochvolumige Produktion großer Teile.“Falsch
MUD-Einsätze haben strenge Größen- und Kavitätsgrenzen. Große Teile überschreiten den Einschubeinsatz, und Aufträge mit hohen Stückzahlen benötigen Mehrfachkavitätenlayouts, die nicht passen. Für große oder hochvolumige Produktion bleiben konventionelle Vollformwerkzeuge die richtige Wahl.
How Does MUD Compare to Conventional Mold Bases?
Hier ist ein direkter Vergleich, der widerspiegelt, was wir tatsächlich bei der Angebotserstellung und Produktion sehen, nicht theoretische Lehrbuchzahlen.
| Faktor | MUD Schnellwechsel | Konventionelles Werkzeug |
|---|---|---|
| Anfängliche Formkosten (pro Bauteilkonstruktion) | 40–60 % niedriger | Vollpreis |
| Rüstzeit | 10–30 Minuten | 2–4 hours |
| Maximale Teilgröße | ~300 mm (größter Rahmen) | Nur durch Pressengröße begrenzt |
| Maximale Kavitation | 1–4 Kavitäten typisch | 16+ Kavitäten möglich |
| Strukturelle Steifigkeit | Gut (Einsatz-im-Rahmen) | Ausgezeichnet (massiver Block) |
| Auswirkung auf die Zykluszeit | +15–25 % gegenüber konventionell | Baseline |
| Best for | Geringes Volumen, mehrere SKUs, Prototyp | Großvolumen, große Teile |
| Kosten für technische Änderungen | Niedrig (nur Einsatz anpassen) | Hoch (vollständige Form modifizieren) |
Die Entscheidung ist nicht immer binär. Einige Betriebe setzen beides ein: konventionelle Formen für ihre hochvolumigen SKUs und einen MUD-Rahmen an einer dedizierten Presse für das lange Ende der niedrigvolumigen Teile. Mit unserer monatlichen Kapazität von über 100 Sätzen Spritzgussformen bauen wir regelmäßig beide Varianten und können Ihnen helfen herauszufinden, welcher Ansatz zu Ihrer spezifischen Produktpalette passt.
„Der Wechsel von konventionellen Formen zu einem MUD-System kann die Rüstzeit um über 90 % reduzieren.“Wahr
Ein konventioneller Formenwechsel dauert 2–4 Stunden (Kran, Wasser/Strom trennen, tauschen, wieder anschließen, verifizieren). Ein MUD-Einsatzwechsel dauert 10–30 Minuten (Presse öffnen, entklemmen, herausschieben, einschieben, klemmen, schließen). Der Unterschied sind 90–95% weniger Stillstand pro Rüstvorgang.
„Jede Spritzgussformkonstruktion kann ohne Kompromisse in einen MUD-Einsatz umgewandelt werden.“Falsch
Einsatzgröße, Kühlkanallayout, Komplexität des Auswurfsystems und Anforderungen an das Schussvolumen setzen alle Grenzen. Formen mit komplexen Seitenaktionen, Liftern oder großen Hinterschneidungen passen möglicherweise nicht in das Einsatzvolumen oder behalten die erforderliche Steifigkeit nicht bei.
Welche Designregeln gelten für MUD-Einsatzformen?
Die Konstruktion für ein MUD-System ist nicht dasselbe wie die Konstruktion eines eigenständigen Spritzgussform. Der Einsatz muss innerhalb der Rahmenbeschränkungen funktionieren. Hier sind die in der Praxis wichtigsten Regeln.
1. Respektieren Sie den Einschubeinsatz. Jede Rahmengröße hat eine maximale Aufnahmedimension. Ihr Kern und Ihre Kavität müssen innerhalb dieser Grenze mit ausreichender Wandstärke für die strukturelle Unterstützung passen. Konstruieren Sie zuerst das Bauteil und prüfen Sie es dann anhand der Rahmenspezifikationen, bevor Sie sich für die Werkzeugherstellung entscheiden. Das klingt offensichtlich, aber ich habe Ingenieure erlebt, die ein Bauteil konstruiert, die Freigabe erhalten und dann festgestellt haben, dass es in keinen Standard-MUD-Einsatz passt.
2. Planen Sie Ihre Angusslage für das Angusssystem des Rahmens. Die meisten MUD-Rahmen haben eine standardmäßige Angusslage in der Mitte. Wenn Ihr Teil einen Rand- oder Tunnelanguss benötigt, stellen Sie sicher, dass das Angusslayout des Einsatzes das Schmelzmaterial von dieser festen Angussposition zur optimalen Angusslage am Teil führen kann.
3. Seitenaktionen minimieren. Schiebemechanismen, Auswerfer und Kollapskerne beanspruchen den begrenzten Platz im Einsatz. Jede Seitenaktion erhöht die Komplexität und verringert den für Kühlkanäle verfügbaren Raum. Wenn Ihr Bauteil mehr als zwei externe Hinterschneidungen aufweist, wird ein MUD-Einsatz sehr eng – und der Kostenvorteil bei der Werkzeugherstellung beginnt zu schwinden.
4. Optimieren Sie die Kühlung innerhalb der Grenzen des Einsatzes. Sie können keine großvolumigen Kühlkreisläufe durch einen kompakten Einsatz führen. Verwenden Sie nach Möglichkeit Umlenkbleche, Sprudler oder optimierte Kanalanordnungen, um die Wärmeabfuhr im begrenzten Raum zu maximieren. Der Kühlungsnachteil ist real, aber gutes Design kann die Lücke verkleinern.
5. Überprüfen Sie den Auswerferhub gegen die Auswerferplatte des Rahmens. Der Masterrahmen stellt die Auswerferplatte und das Rückholsystem bereit. Ihr Einsatz muss korrekt damit verbunden sein – Stiftpositionen, Hubweg und Rückholfederkraft müssen alle übereinstimmen. Die meisten Rahmen verwenden ein Standardgittermuster für Auswerferstifte; entwerfen Sie den Auswurf Ihres Einsatzes so, dass er mit diesem Gitter übereinstimmt.
Wie viel kostet eine MUD-Form im Vergleich zu Standardwerkzeugen?
Die Kosten sind der Grund, warum die meisten Leute überhaupt MUD in Betracht ziehen, also lassen Sie mich Ihnen echte Zahlen aus unserer Angebotserfahrung geben. Dies sind typische Bereiche für eine Einzelkavitätenform für ein kleines Elektronikgehäuse (ca. 80 mm × 50 mm × 25 mm) aus P20-Stahl.
| Cost Component | Nur MUD-Einsatz | Vollständige konventionelle Form |
|---|---|---|
| Masterrahmen (einmalig) | $3,000–$6,000 | Nicht zutreffend (in die Form integriert) |
| Einsatzkernform (pro Teil) | $2.500–$5.000 | $6.000–$12.000 |
| Zusätzliche Einsätze (jeweils) | $2.500–$5.000 | $6.000–$12.000 |
| 5-teilige Familie gesamt | $15.500–$31.000 | $30.000–$60.000 |
| Rüstarbeit pro Wechsel | 15 Min. × 1 Bediener | 3 Std. × 2 Bediener + Kran |
| Produktionsstillstandszeit pro Wechsel | 10–30 Min. | 2–4 Std. |
Die entscheidende Erkenntnis: Der Masterrahmen ist eine einmalige Investition. Sobald Sie ihn besitzen, kostet jeder zusätzliche Einsatz nur den Einsatzpreis. Bei einer Bauteilfamilie mit fünf Teilen spart der MUD-Ansatz typischerweise 40–50% der gesamten Werkzeuginvestition. Bei einer zehnteiligen Familie nähern sich die Einsparungen 55–60%.
Aber hier ist der Haken, den viele vergessen: Wenn Sie ein Bauteildesign in sehr hoher Stückzahl fertigen – sagen wir 500.000+ Teile pro Jahr – dann bedeutet der Zykluszeitverlust durch begrenzte Kühlung und die Kavitationsgrenzen eines MUD-Einsatzes, dass Ihre Stückkosten tatsächlich höher sind. Die Werkzeugeinsparungen werden durch die Produktionsineffizienz aufgefressen. Für dieses Szenario ist eine dedizierte 8-fach-Kavitation in einer konventionellen Form die wirtschaftlichere Wahl über die Gesamtlebensdauer.
Mit unserer eigenen Formenstahlfertigung sourcing und einer kompletten Formenfertigungseinrichtung (CNC-Maschinen, Drahterodierer, EDM-Maschinen, Schleifmaschinen – 23 spezialisierte Maschinen) können wir MUD-Einsätze und konventionelle Formen mit wettbewerbsfähigen Durchlaufzeiten liefern. Der Schlüssel liegt darin, das richtige System für Ihre Produktionsrealität zu wählen, nicht nur die günstigere Option.
-
Formengrundrahmen: Eine Formgrundplatte bezieht sich auf den standardisierten Rahmen oder das Gehäuse, das die Kern- und Kavitätseinsätze hält und strukturelle Unterstützung, Ausrichtungsmerkmale und Montageschnittstellen für die Aufspannplatten der Spritzgießmaschine bereitstellt. ↩
-
Einsatzkernform: Eine Einsatzkernform ist eine kompakte, eigenständige Formeinheit, die in einen standardisierten Formengrundrahmen passt und nur den Kern und die Kavität sowie kühl- und auswerferspezifische Komponenten für ein bestimmtes Bauteildesign enthält. ↩
-
parting line: Die Trennlinie bezeichnet die sichtbare Naht an einem geformten Teil, an der die beiden Formhälften zusammentreffen, und erscheint typischerweise als leichter Grat oder Linie auf der Oberfläche des Fertigprodukts. ↩
-
cycle time: Die Zykluszeit ist definiert als die Gesamtdauer eines vollständigen Spritzgießzyklus, gemessen vom Formschluss bis zum Formschluss, einschließlich der Phasen Einspritzen, Nachdruck, Kühlen und Auswerfen, typischerweise in Sekunden angegeben. ↩
Häufig gestellte Fragen zu MUD-Spritzgussformen
What does MUD stand for in injection molding?
MUD steht für Master Unit Die. Es handelt sich um ein Schnellwechsel-Formgrundplattensystem, das ursprünglich von DME (jetzt Teil der Barnes Group) entwickelt wurde, bei dem ein universeller Rahmen dauerhaft in der Spritzgießmaschine montiert bleibt und kleine austauschbare Einsatzformen ein- und ausgeschoben werden, um schnelle Werkzeugwechsel zu ermöglichen. Der Master-Rahmen enthält das Auswerfersystem, Führungsstifte und den Spannmechanismus, während jeder Einsatz nur den Kern, die Kavität und seine eigenen Kühlkreisläufe enthält. Obwohl MUD eine eingetragene Marke ist, wird der Begriff in der Spritzgießindustrie weitgehend verwendet, um jedes ähnliche Schnellwechsel-Einsatzformsystem unabhängig vom Hersteller zu beschreiben.
Wie lange dauert ein MUD-Einsatzwechsel?
Ein typischer MUD-Einsatzwechsel dauert je nach Rahmengröße und Komplexität der Kühl- und Auswerferanschlüsse 10 bis 30 Minuten. Der Bediener öffnet die Presse, löst den aktuellen Einsatz, schiebt ihn heraus, installiert den neuen Einsatz, spannt ihn ein und schließt die Form. Im Vergleich dazu dauert ein konventioneller vollständiger Formenwechsel 2–4 Stunden, bei dem ein Kran oder Gabelstapler benötigt wird, Wasserleitungen und elektrische Verbindungen getrennt werden müssen, eine mehrere hundert Kilogramm schwere Form physisch bewegt wird und dann der gesamte Prozess umgekehrt abläuft. Für eine Produktionsstätte, die mehrere Kurzläufe pro Tag durchführt, ist diese Zeitersparnis erheblich und führt direkt zu einer höheren Maschinenauslastung und niedrigeren Stückkosten.
Was ist die maximale Bauteilgröße für eine MUD. Form?
Die maximale Bauteilgröße hängt von der spezifischen MUD-Rahmenserie ab, die Sie auswählen. Die größten verfügbaren Standard-MUD-Rahmen (typischerweise die 15–18-Zoll-Serie) können Bauteile mit bis zu etwa 300 mm in ihrer größten Abmessung aufnehmen. Sie müssen jedoch die Wandstärke des Einsatzes und die strukturelle Unterstützung um den Hohlraum herum berücksichtigen, sodass der nutzbare Bauraum etwas kleiner ist als die reine Rahmentaschenabmessung. Bauteile, die diese Größe überschreiten, oder Bauteile, die Mehrfachhohlraum-Anordnungen erfordern, um hohe Produktionsziele zu erreichen, sind besser für konventionelle Vollgrößenformen geeignet, bei denen die einzige praktische Größenbeschränkung die Tonnage und die Aufspannplattenabmessungen Ihrer Spritzgießmaschine sind.
Kann ein MUD-System glasgefüllte oder hochdruckbeständige Materialien verarbeiten?
MUD-Einsätze können glasgefüllte und hochdruckbeständige Materialien formen, aber Sie müssen die strukturellen Grenzen der Einsatz-Rahmen-Schnittstelle berücksichtigen. Da der Einsatz in einer Tasche innerhalb des Master-Rahmens sitzt und kein massiver einteiliger Block ist, ist er unter hohen Einspritzdrucken von Natur aus weniger steif. Bei glasgefüllten Nylonen, PBT oder anderen hochviskosen technischen Kunststoffen, die Einspritzdrucke über 150 MPa erfordern, kann es zu Gratbildung an der Einsatzgrenze oder leichter Trennung der Trennfuge kommen. Für eng tolerierte Bauteile mit ±0,05 mm oder strengeren Anforderungen, die in diesen anspruchsvollen Materialien geformt werden, bietet eine konventionelle massive Form in der Regel eine konsistentere Maßstabilität über die Produktionsläufe hinweg.
Wie viele Kavitäten passen in einen MUD-Einsatz?
Die meisten MUD-Einsätze bieten Platz für 1 bis 4 Kavitäten, abhängig von der individuellen Bauteilgröße und der verwendeten Rahmenserie. Der kompakte Aufbau der Einsätze begrenzt von Natur aus die Gesamtzahl der Kavitäten im Vergleich zu konventionellen Formen, die für Massenartikel mit 8, 16 oder sogar 32 oder mehr Kavitäten ausgelegt werden können. Wenn Ihre Produktionsmengen eine hohe Kavitätenzahl erfordern, um die gewünschte Zyklusleistung und Stückkosten zu erreichen, ist eine konventionelle Vollform über die Projektlaufzeit fast immer die kosteneffizientere Wahl, auch wenn die Anfangsinvestition in das Werkzeug höher ist.
Ist eine MUD-Form für medizinische oder lebensmittelgerechte Bauteile geeignet?
MUD-Einsätze können medizinische und lebensmittelgerechte Bauteile produzieren, vorausgesetzt, der Einsatz ist mit geeigneten Oberflächengüten, ausreichender Kühlung für ein konsistentes Materialverhalten und einem geeigneten Auswerfer, der die Bauteiloberfläche nicht kontaminiert, ausgelegt. Sie sollten jedoch die Validierungsanforderungen sorgfältig prüfen. In regulierten Branchen, die unter FDA, ISO 13485 oder ähnlichen Rahmenwerken stehen, kann jeder Einsatz sein eigenes Qualifizierungsprotokoll erfordern, einschließlich Prozessvalidierung, Fähigkeitsstudien und Dokumentation. Wenn Sie mehrere Einsätze für eine Bauteilfamilie verwenden, kann der Validierungsaufwand für jeden einzelnen Einsatz die Kosteneinsparungen bei der Werkzeugauslegung, die MUD zunächst attraktiv machen, zunichtemachen. Für hochvolumige regulierte Bauteile ist oft eine dedizierte konventionelle Form mit einer einzigen umfassenden Validierung einfacher.
Aus welchen Materialien bestehen MUD-Einsätze typischerweise?
MUD-Einsätze werden für Standardproduktionsläufe am häufigsten aus vorgehärtetem P20-Stahl (ca. 28–32 HRC) gefertigt, der eine gute Balance aus Bearbeitbarkeit, Polierfähigkeit und Werkzeuglebensdauer bei moderaten Kosten bietet. Für hochverschleißanwendungen mit glasgefüllten Materialien, abrasiven technischen Kunststoffen oder Produktionsläufen über 500.000 Zyklen bietet H13-harter Werkzeugstahl (48–52 HRC) deutlich bessere Verschleißfestigkeit und Wärmewechselbeständigkeit. Aluminiumeinsätze (typischerweise 7075-T6) werden auch für Prototypen und sehr niedrigvolumige Übergangsläufe verwendet, bei denen die geringeren Materialkosten und schnellere CNC-Bearbeitungszeit die kürzere Werkzeuglebensdauer überwiegen. S136-Edelstahl ist eine Option, wenn Korrosionsbeständigkeit für PVC oder andere korrosive Formmassen erforderlich ist.






