 コンテンツへスキップ
コンテンツへスキップ 

You just got a rush order for five different plastic covers, each needing its own mold. Your production floor is booked solid, and the thought of swapping five full-size molds — each changeover eating two to four hours — makes your schedule impossible. A MUD injection mold system is built exactly for this situation: one universal frame stays in the press, and you swap lightweight insert molds in minutes instead of hours.
This article breaks down what a MUD system actually is, when it makes sense (and when it does not), how to design for it, and what it costs compared to conventional tooling. I have seen shops waste money on MUD bases for the wrong applications and others save thousands per month on the right ones — the difference comes down to understanding the trade-offs.
- A MUD system uses a universal frame with interchangeable insert molds for fast changeovers.
- Tooling changes take minutes instead of hours with a MUD quick-change base.
- MUD molds work best for low-volume, multi-part, or prototype production runs.
- Insert size and shot volume limits make MUD unsuitable for large or high-cavitation parts.
- A MUD insert costs 40–60% less than a full conventional mold base.
What Is a MUD Injection Mold?
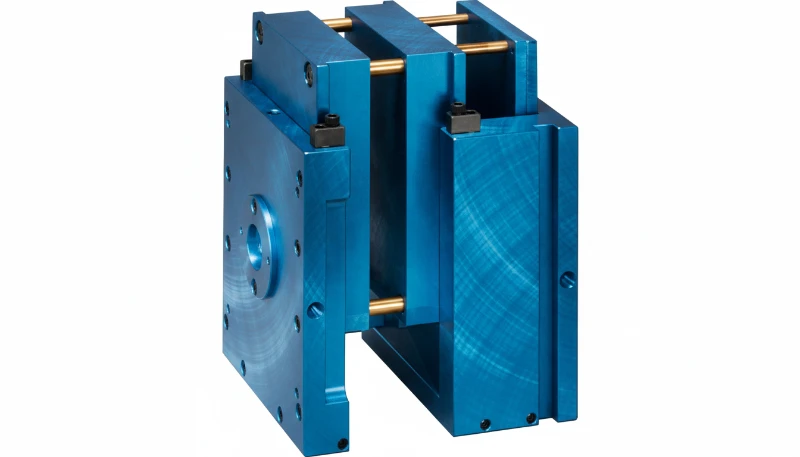
A MUD injection mold is a quick-change tooling system where one standardized mold base1 stays mounted in the 射出成形 machine. Instead of removing a full mold for each product change, the operator swaps a smaller insert that contains the cavity and core. This reduces setup time when several related parts share the same press, material family, and production window.
Think of it like a power drill: the drill itself stays in your hand, and you just swap the bit. The MUD frame is the drill; the インサートモールド2 is the bit. Standard frame sizes range from roughly 6 inches up to 18 inches, accommodating insert molds of various footprints. Each frame includes guide pins, bushings, and clamping mechanisms that align and lock the insert into position.
In our shop, we have used MUD-style frames for jobs that require multiple small parts in the same material family, such as connector housings, small covers, and sensor enclosures. The ability to swap inserts without pulling the entire mold from the press is a real time-saver when several SKUs run back to back. With 47 injection molding machines ranging from 90T to 1850T, we have the flexibility to dedicate certain presses for quick-change tooling setups like these. Our production team has the experience to handle fast insert swaps without sacrificing part quality or press uptime.
The key distinction from a standard mold is that the MUD frame handles all the infrastructure: alignment, ejection stroke, and press mounting. The insert focuses on part geometry. This separation is what drives both cost savings and faster tooling changes. You are not rebuilding the wheel every time you need a new part; you are just swapping the tire. That extra planning margin also protects sampling time.
How Does a MUD Quick-Change System Work?
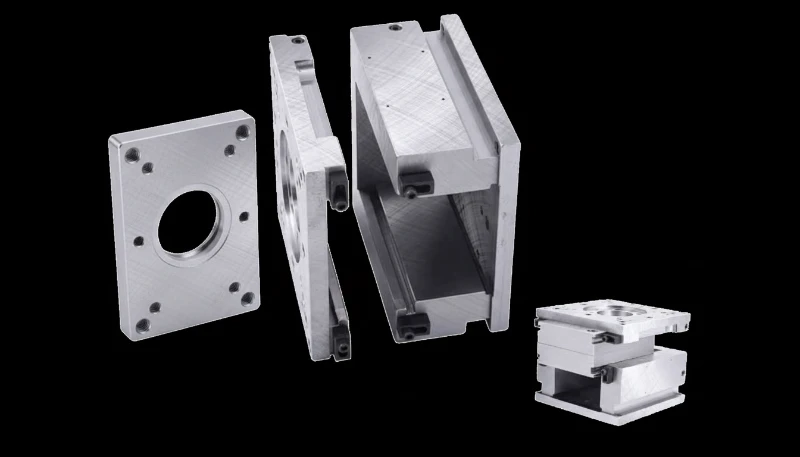
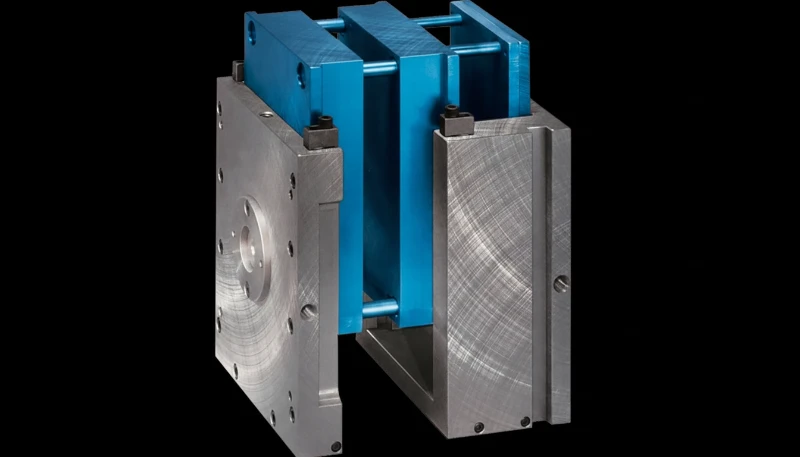
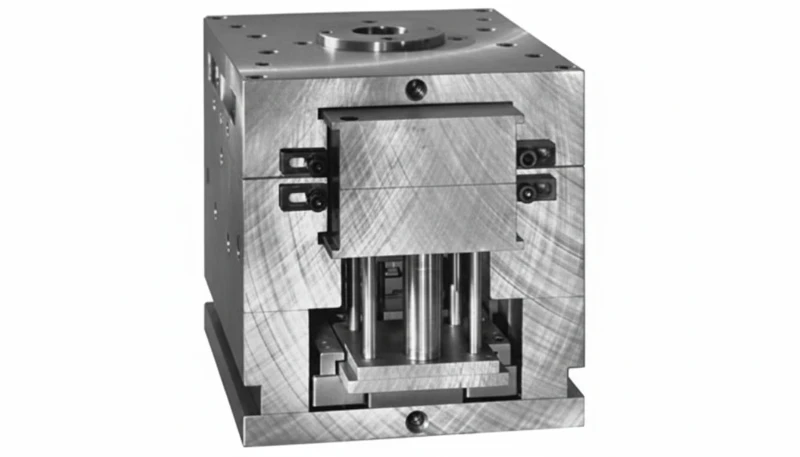
A mud quick-change system is a controlled process sequence that works through the stages and settings explained in this section. The MUD system has three main components: the master frame, the insert mold, and the locking mechanism. The master frame bolts into the press platens just like a conventional mold. It contains the ejector plate assembly, guide pin sets, support pillars, and a machined pocket sized to accept a specific class of insert.
The insert mold is a self-contained unit that holds the core, cavity, runner system, and its own cooling circuits. When you need to switch production from Part A to Part B, the operator opens the press, unclamps the current insert, slides it out, drops in the new insert, clamps it, and closes the mold. The whole process typically takes 10 to 30 minutes depending on the frame size and the complexity of the cooling and ejection hookup.
Some advanced MUD setups integrate quick-disconnect fittings for water lines and electrical connections, further reducing the swap time. Instead of manually wrenching individual coolant hoses on and off, the operator connects a single manifold block that routes cooling water to the correct channels inside the insert. These quick-disconnect fittings add upfront cost to the frame but pay for themselves quickly in a high-mix production environment where you might swap inserts three or four times per shift.
Compare that to a conventional mold change: you need to lower the mold from the press using a crane or forklift, disconnect all water lines and electrical connections, physically move a mold that can weigh hundreds of kilograms, then reverse the entire process for the new mold. That is two to four hours of downtime on a good day.
The locking mechanisms vary by manufacturer. DME’s original MUD system uses a wedge-style clamp that tightens from the side. Other systems use hydraulic clamps, toggle locks, or bayonet-style quick-release fittings. What matters for you as an engineer is understanding how the locking method affects insert alignment — misalignment of even a few thousandths of an inch will flash or produce out-of-tolerance parts.
In our production planning, MUD-style tooling is most useful when insert changes can run on compatible presses without long setup windows. ZetarMold has 20+ years of tooling experience and 47 injection molding machines from 90T to 1850T, so our engineers can match insert size, tonnage, material, and expected changeover frequency before recommending a MUD base.
When Should You Use a MUD System?
This section is about use a mud system and its impact on cost, quality, timing, or sourcing risk. MUD systems shine in specific scenarios. Here is where they genuinely add value, based on what we have seen running production molds over the past 20+ years. The common thread across all these use cases is that you need to run multiple different parts on the same press in relatively short production windows, and the cost of building dedicated full-size molds for each part cannot be justified by the volume.
Multi-Part Families in the Same Material
If you are molding a family of five small enclosures in ABS — same wall thickness, same gate style, same shrinkage — a MUD frame lets you run them all on one press with minimal changeover. This is the textbook use case. You mold SKU-1 for four hours, swap inserts, mold SKU-2 for three hours, and so on. One press, one frame, five inserts. The economics get even better when you factor in that each insert only needs maintenance on its own schedule — you do not take the entire frame offline to service one cavity.
Low-Volume and Prototype Production
When annual volumes are under 10,000 parts per SKU, building five dedicated full-size molds is hard to justify financially. Five MUD inserts at 40–60% of the cost of five full molds? That math works. We regularly recommend this approach to customers who need prototype bridges or market-test runs before committing to production tooling. The risk profile is also lower — if the product does not gain market traction, you are out a few thousand dollars per insert rather than tens of thousands per full mold.
Frequent Design Changes
During product development, when the design changes every few weeks, modifying a small insert is faster and cheaper than reworking a full mold base. The insert contains only the geometry-specific elements, so your modification cost is limited to the cavity and core steel, not the entire frame assembly. Our 8 senior engineers regularly work with customers on iterative insert designs during the validation phase.
There is also a scheduling advantage that people often overlook. If your production planner needs to squeeze in a small urgent job between two larger runs, a MUD insert lets you do that without disrupting the main schedule. You run the big job, pause for 20 minutes to swap in the urgent insert, run the short job, swap back, and resume. No crane, no recalibration of the press, no rebalancing the production floor.
What Are the Limitations of MUD Molds?
The limitations of mud molds are the main categories or options explained in this section. I would not be honest if I only talked about the benefits. MUD systems have real constraints that make them the wrong choice for many applications.
First, size limits. MUD inserts are small by design. Even the largest standard frames (15–18 inch series) limit your maximum part envelope. If your part is bigger than roughly 300mm in any dimension, or requires multiple cavities for high-volume output, a MUD system will not work. You need a full-size conventional mold.
Second, structural rigidity. A MUD insert sits in a pocket within the frame, and that interface is not as rigid as a solid one-piece mold. Under high injection pressures — especially with glass-filled materials — you may see パーティングライン3 separation or flash at the insert-to-frame boundary. For tight-tolerance parts with ±0.05mm or stricter requirements, this flex can be a deal-breaker.
Third, cooling limitations. The insert mold has limited space for cooling channels compared to a full mold. Longer サイクルタイム4 per shot is common, sometimes 15–25% longer than an equivalent conventional mold. If you are running millions of parts and every second of cycle time matters, the cooling penalty adds up fast.
Fourth, キャビティ数制限. ほとんどのMUDインサートは1~4個のキャビティに対応します。生産計画が量目標達成のために8キャビティまたは16キャビティ金型を要求する場合、MUDシステムでは実現できません。インサートの占有面積に単に余地がありません。
「同一部品の場合、MUDインサート金型は完全な従来型金型より40–60%コストが低くなります。」真
インサートにはコア、キャビティ、基本的な冷却のみが含まれます — フレーム、大型エジェクタプレート、重い支持構造はありません。共有マスターフレームは全てのインサートに分散償却されるため、追加部品設計ごとに鋼材、加工時間、設計労力を節約できます。
「MUDシステムは大型部品の大量生産に最適です。」偽
MUDインサートには厳格なサイズとキャビティ数の制限があります。大型部品はインサートのエンベロープを超え、高容量のジョブには適合しないマルチキャビティレイアウトが必要です。大型または高容量生産には、従来のフルサイズ金型が依然として正しい選択肢です。
How Does MUD Compare to Conventional Mold Bases?
以下は、理論的な教科書数値ではなく、実際の見積りと生産で見られる側面を反映した比較表です。
| ファクター | MUDクイックチェンジ | 従来型金型 |
|---|---|---|
| 初期金型コスト(部品設計ごと) | 40~60%低減 | 全額 |
| 段替え時間 | 10~30分 | 2–4 hours |
| 最大部品サイズ | 約300mm(最大フレーム) | プレスサイズのみに制限される |
| 最大キャビティ数 | 通常1~4個のキャビティ | 16キャビティ以上可能 |
| 構造的剛性 | 良好(インサートインフレーム) | 優れている(ソリッドブロック) |
| Cycle time impact | +15–25% 従来型との比較 | Baseline |
| Best for | 少量・多品種・試作品 | 高容量、大型部品 |
| 設計変更コスト | 低い(インサートのみ修正) | 高い(金型全体の修正) |
決定は常に二者択一ではありません。一部の工場では両方を運用しています:最大量のSKUには従来型金型を、少量部品の長いテールには専用プレス上のMUDフレームを使用します。月産100セット以上の射出金型製造能力を持つ私たちは、両方式を定期的に製造し、特定の製品構成に適したアプローチを提案できます。
「従来の金型からMUDシステムへの切り替えにより、段替えのダウンタイムを90%以上削減できます。」真
従来の金型交換には2~4時間(クレーン、水/電気の切断、交換、再接続、検証)かかります。MUDインサート交換には10~30分(プレス開放、クランプ解除、スライドアウト、スライドイン、クランプ、閉鎖)かかります。その差は、段替えごとに90~95%少ないダウンタイムです。
「あらゆる射出成形金型設計は、トレードオフなしでMUDインサートに変換可能です。」偽
インサートサイズ、冷却チャンネル配置、エジェクションシステムの複雑さ、ショット容量要件はすべて制限を課します。複雑なサイドアクション、リフター、または大きなアンダーカットを持つ金型は、インサートエンベロープ内に収まらないか、必要な剛性を維持できない場合があります。
MUDインサートモールドに適用される設計規則は何ですか?
MUDシステム向けの設計は、スタンドアロンの設計とは異なります。 射出成形金型. インサートはフレームの制約内で機能する必要があります。実践上最も重要な規則は以下の通りです。
1. インサートエンベロープを尊重してください。 すべてのフレームサイズには最大ポケット寸法があります。コアとキャビティは、構造サポートのための十分な肉厚を確保し、その境界内に収まる必要があります。まず部品を設計し、金型製作に着手する前にフレーム仕様に対して確認してください。これは当然のことのように聞こえますが、部品を設計し、承認を得た後、標準的なMUDインサートに収まらないことに気づくエンジニアを私は見てきました。
2. フレームのランナーシステムに合わせてゲート位置を計画する。 ほとんどのMUDフレームは標準的な射出金型設計のスプー位置を中央に持っています。部品がエッジゲートまたはサブマリンゲートを必要とする場合、インサートのランナー配置が固定スプー位置から部品の最適ゲート位置へ溶融材を供給できることを確認してください。
3. サイドアクションを最小限にする。 スライド機構、リフター、コラプスドコアはインサート内の限られたスペースを消費します。サイドアクションが増えるごとに複雑さが増し、冷却チャネルに利用可能なスペースが減少します。部品に外部アンダーカットが2つ以上ある場合、MUDインサートは非常に厳しい収まりとなり、金型コストの優位性は失われ始めます。
4. インサートの制限内で冷却を最適化する。 コンパクトなインサート内に大径の冷却回路を通すことはできません。限られたスペース内で熱除去を最大化するため、可能な限りバッフル、バブラー、または最適化されたチャネルレイアウトを使用してください。冷却性能の低下は現実ですが、優れた設計によりその差を縮めることができます。
5. フレームのエジェクタープレートに対してエジェクションストロークを検証する。 マスターフレームはエジェクタープレートとリターンシステムを提供します。インサートはそれと正しくインターフェースする必要があります—ピン位置、ストローク長、リターンスプリング力はすべて一致させる必要があります。ほとんどのフレームは標準的なエジェクターピングリッドパターンを使用しています;インサートのエジェクションはそのグリッドに合わせて設計してください。
MUD金型のコストは標準的な金型と比較していくらですか?
コストが多くの人がまずMUDを検討する理由ですので、当社の見積もり経験から実際の数字をお示しします。これらは、P20鋼製の小型電子機器筐体(約80mm×50mm×25mm)の単一キャビティ金型の典型的な範囲です。
| Cost Component | MUDインサートのみ | 完全な従来型金型 |
|---|---|---|
| マスターフレーム(一回限り) | $3,000–$6,000 | N/A(金型に組み込まれている) |
| インサート金型(部品ごと) | $2,500–$5,000 | $6,000–$12,000 |
| 追加インサート(各々) | $2,500–$5,000 | $6,000–$12,000 |
| 5部品ファミリー合計 | $15,500–$31,000 | $30,000–$60,000 |
| 交換ごとの切り替え作業 | 15分 × 1オペレーター | 3時間 × 2オペレーター + クレーン |
| 交換ごとの生産ダウンタイム | 10–30分 | 2〜4時間 |
重要な洞察:マスターフレームは一度の投資です。一度所有すれば、追加のインサートはインサートコストのみです。5部品ファミリーの場合、MUDアプローチは通常、総工具投資で40–50%を節約します。10部品ファミリーの場合、節約額は55–60%に近づきます。
しかし、忘れられやすい点があります:非常に高生産量で一つの部品設計を生産する場合 — 例えば年間500,000部以上 — 冷却制限とMUDインサートのキャビティ制限によるサイクル時間のペナルティは、部品単価が実際に高くなることを意味します。工具の節約は生産効率の低下によって相殺されます。そのようなシナリオでは、専用の8キャビティ従来型金型が総保有コストで優位となります。
社内金型鋼材を使用 sourcing 完全な金型製造設備(CNC機械、ワイヤカッター、EDM、グラインダー — 23専用機械)を備えているため、競争力のある納期でMUDインサートと従来型金型を提供できます。重要なのは、生産実態に適したシステムを選択することであり、単に低価格な選択肢ではありません。
-
金型ベース: 金型ベースとは、コアおよびキャビティインサートを保持する標準化されたフレームまたは筐体を指し、射出成形機のプレートンに対する構造的サポート、位置決め機能、および取り付けインターフェースを提供します。 ↩
-
インサート金型: インサート金型は、標準化された金型ベースフレームに収まるコンパクトで独立した金型ユニットであり、一つの部品設計に特化した冷却およびエジェクションコンポーネントとともにコアおよびキャビティのみを含みます。 ↩
-
parting line: パーティングラインとは、成形部品に見られる可視的な縫い目であり、金型の2つの半部が合わさる場所で、通常、完成品表面にわずかな隆起または線として現れます。 ↩
-
cycle time: サイクル時間は、金型閉めから金型閉めまでの1回の射出成形サイクルの総時間を定義し、射出、保圧、冷却、離型の各段階を含み、通常は秒単位で表されます。 ↩
MUDインジェクションモールドに関するよくある質問
What does MUD stand for in injection molding?
MUDはMaster Unit Dieの略称です。これはDME(現在はBarnes Groupの一部)によって最初に開発されたクイック交換型金型ベースシステムであり、汎用フレームが射出成形機に永久に固定され、小さな交換可能なインサート金型がスライドイン・スライドアウトすることで迅速な工具交換を実現します。マスターフレームはエジェクターシステム、ガイドピン、およびクランプ機構を含み、各インサートはコア、キャビティ、および独自の冷却回路のみを保持します。MUDは登録商標ですが、この用語は射出成形業界において製造元を問わず、同様のクイック交換インサート金型システムを指す広く使用される言葉となっています。
MUDインサートの交換にはどのくらい時間がかかる?
典型的なMUDインサートの切り替えは、フレームサイズと冷却およびエジェクション接続の複雑さに応じて10〜30分かかります。オペレーターはプレスを開き、現在のインサートをクランプ解除してスライドアウトし、新しいインサートを設置してクランプし、金型を閉じます。これは、クレーンまたはフォークリフトが必要で、水ラインおよび電気接続を切断し、数百キログラムの重量の金型を物理的に移動し、その後全プロセスを逆に行う従来の完全な金型交換の2〜4時間と比較されます。一日に複数の短期生産ジョブを実行する生産施設では、この時間節約は重要であり、直接的に高いプレス利用率と低い部品ごとの間接費に変換されます。
MUD金型の最大部品サイズは何ですか?
最大部品サイズは選択する特定のMUDフレームシリーズに依存します。最大の標準MUDフレーム(通常15–18インチシリーズ)は、最大寸法約300mmの部品に対応できます。ただし、インサートの壁厚とキャビティ周辺の構造サポートを考慮する必要があるため、使用可能な部品エンベロープはフレームポケット寸法よりも若干小さくなります。このサイズを超える部品、または高生産量目標を達成するために多キャビティ配置が必要な部品は、実用的なサイズ制限が成形機のトンネージとプレートン寸法のみである従来型の大型金型がより適しています。
MUDシステムはガラス充填または高圧材料を扱えますか?
MUDインサートはガラス充填や高圧材料を成形できますが、インサートとフレームの接合部の構造的な制限を考慮する必要があります。インサートはマスターフレーム内のポケットに設置されるため、一体型のブロックよりも剛性が低くなります。ガラス充填ナイロン、PBT、または150 MPa以上の射出圧力を必要とする高粘度のエンジニアリング樹脂を使用する場合、インサート境界部でのフラッシュ発生やわずかなパーティングラインの分離が見られる可能性があります。±0.05mmまたはそれ以上の厳しい公差を持つ部品をこれらの高要求材料で成形する場合、従来型の一体型金型は生産全体でより安定した寸法精度を提供します。
MUDインサートにはいくつのキャビティが収容できますか?
ほとんどのMUDインサートは、個々の部品サイズと使用する特定のフレームシリーズに応じて1〜4キャビティに対応します。コンパクトなインサートのフットプリントは、従来型金型と比較してキャビティ総数を本質的に制限します。従来型金型は、高生産量の汎用品部品に対して8、16、または32以上のキャビティで設計できます。生産量要件が高キャビティ化を要求し、目標サイクル出力と部品単価を達成する必要がある場合、プロジェクト全体を通じて従来型大型金型が初期工具投資が高いにもかかわらず、より費用効果的な選択肢となります。
MUD金型は医療または食品グレード部品に適していますか?
MUDインサートは、適切な表面仕上げ、安定した材料挙動のための十分な冷却、部品表面を汚染しない適切な離型を備えた設計であれば、医療および食品グレード部品を生産できます。ただし、認証要件を慎重に考慮する必要があります。FDA、ISO 13485、または類似の規制に従う業界では、各インサートはプロセス認証、能力調査、文書化を含む独自の認定プロトコルが必要になる場合があります。部品ファミリーに対して複数のインサートを使用する場合、各インサートの認証オーバーヘッドは、MUDの魅力である工具コスト節約を相殺する可能性があります。高生産量の規制部品では、単一の包括的な認証を持つ専用従来型金型がより簡便です。
MUDインサートは通常どの材料で作られますか?
MUDインサートは通常、標準的な生産ラインではP20プレハード鋼(約28–32 HRC)から加工され、加工性、研磨性、工具寿命とコストのバランスが良好です。ガラス充填材料、研磨性エンジニアリング樹脂、または500,000サイクル以上の生産ラインでは、H13硬化工具鋼(48–52 HRC)が耐摩耗性と熱疲労寿命を大幅に向上させます。アルミニウムインサート(通常7075-T6)は、試作や極少量のブリッジ生産でも使用され、材料コストの低さとCNC加工時間の短さが工具寿命の短さを上回る場合に適しています。PVCや他の腐蝕性成形材料に対して耐食性が必要な場合は、S136ステンレス鋼が選択肢となります。






