 Zum Inhalt springen
Zum Inhalt springen 

Spritzgießen ist ein Herstellungsverfahren, das dazu dient Kunststoffteile herstellen. Bei diesem Verfahren wird geschmolzener Kunststoff in eine Form gespritzt, die dann abgekühlt und gehärtet wird, um die gewünschte Form zu erhalten. In diesem Blog-Beitrag werden wir die folgenden Schritte besprechen Spritzgießen im Detail.

Was ist Spritzgießen?
Spritzgießen ist auch als Spritzgussverfahren bekannt, bei dem es sich um ein Einspritz- und Formgebungsverfahren handelt.
Die Vorteile des Spritzgießen Methode sind schnelle Produktionsgeschwindigkeit, hohe Effizienz, automatischer Betrieb, Farbvielfalt, einfache bis komplexe Formen, große bis kleine Größen und genaue Produktabmessungen.
Die Produkte von Spritzgießen sind leicht zu erneuern und können zu komplex geformten Teilen verarbeitet werden, weshalb sich das Spritzgießen für die Massenproduktion und komplex geformte Produkte eignet.
Bei einer bestimmten Werkzeugtemperatur wird das Kunststoffmaterial durch Schneckenmischung vollständig aufgeschmolzen, mit hohem Druck in den Formhohlraum eingespritzt und anschließend durch Abkühlen ausgehärtet, um das geformte Produkt zu erhalten.
Dieses Verfahren eignet sich für die Massenproduktion von komplex geformten Teilen und ist eine der wichtigsten Bearbeitungsmethoden.
Was ist das Spritzgießverfahren?
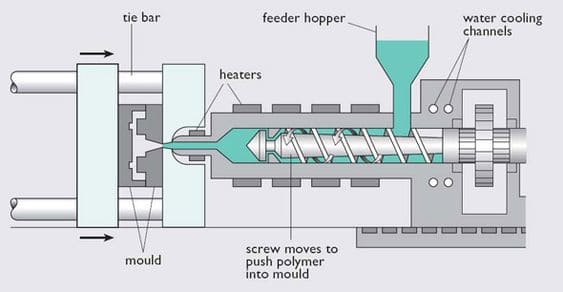
Spritzgießen ist das Verfahren, bei dem die thermophysikalischen Eigenschaften von Kunststoffen genutzt werden, um Materialien aus dem Trichter in den Zylinder zu geben, der durch den Heizring außerhalb des Zylinders erhitzt wird, um die Materialien zu schmelzen.
Das Material wird durch die doppelte Wirkung von externer Erwärmung und Schneckenscheren allmählich plastifiziert, geschmolzen und homogenisiert.
Wenn sich die Schnecke dreht, wird das geschmolzene Material durch die Reibung und die Scherkraft der Schneckennut an den Schneckenkopf gedrückt. Gleichzeitig zieht sich die Schnecke unter der Gegenwirkung des Materials zurück, so dass der Schneckenkopf einen Speicherraum bildet, um den Plastifizierungsprozess abzuschließen.
Dann spritzt die Schnecke das geschmolzene Material im Speicherraum durch die Düse mit hoher Geschwindigkeit und hohem Druck unter der Wirkung des Kolbenschubs des Einspritzzylinders in die Formhohlräume.
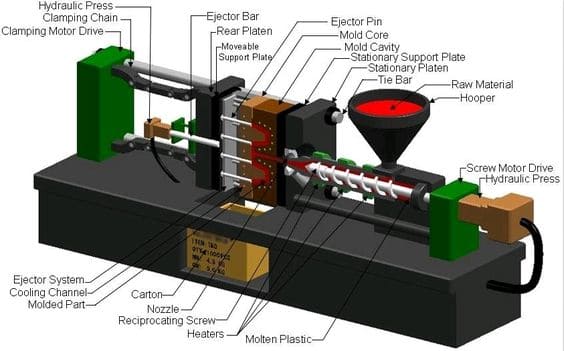
Nachdem das geschmolzene Material in der Kavität unter Druck gesetzt, abgekühlt und ausgehärtet ist, wird die Form unter der Wirkung des Formschließmechanismus geöffnet und das geformte Produkt wird durch die Ausstoßvorrichtung aus der Form ausgestoßen.
Einfach ausgedrückt, Spritzgießen gliedert sich in drei Stufen: Schmelzplastifizierung, Spritzgießensowie Kühlung und Formgebung.

Die vier Elemente des Spritzgießens
Spritzgießen Maschine
Kunststoff-Rohstoffe
Bedingungen für die Formgebung
Arbeitsablauf einer Spritzgießmaschine
Hilfsarbeiten - Schließen der Form - Einsitzen - Einspritzen - Nachdruck - Kühlen (Schmelzkleber pumpen) - Zurücksetzen - Öffnen der Form - Auswerfen - Entnehmen des Produkts - Zurücksetzen von oben - Spritzgießen Maschinenzyklusprozess

Die Schritte des Spritzgießprozesses
1. Klemmen
Nachdem Sie sich vergewissert haben, dass sich keine Fremdkörper in der Form befinden oder der Einsatz ohne Lockerung eingebaut ist, schließen Sie die vordere Schutztür und beginnen mit dem Schließen der Form. Schließen Bevor das Material in die Form eingespritzt wird, müssen die beiden Hälften der Form geschlossen werden. Sie werden durch eine Schließeinheit geschlossen.
Wenn sich die bewegliche Form und die feste Form nahe beieinander befinden, werden das Kraftauswurfsystem und die Heißkanalsysteme des Formschließmechanismus automatisch auf niedrigen Druck und niedrige Geschwindigkeit (Testschließdruck) umgestellt und dann auf hohen Druck umgeschaltet, um die Form zu schließen, wenn bestätigt wird, dass sich keine Fremdkörper in der Form befinden und der Einsatz nicht lose ist.
2. Sitzplätze in
Diese Möglichkeit besteht in der Regel nur zu Beginn der Versuchsform oder wenn spezielle Materialien eingespritzt werden. Bei der normalen Produktion sind die meisten Einspritzsitze fixiert.
Nachdem bestätigt wurde, dass das Werkzeug die erforderliche Zuhaltehöhe erreicht hat, wird der Einspritzsitz nach vorne bewegt, so dass die Düse in den Werkzeuganschnitt passt und den Kanal Düse-Formenlauf-Formhohlraum verbindet.
3. Einspritzung
Nach dem Bestätigen der Düse und der Form übt die Schnecke Druck auf das geschmolzene Material aus und spritzt das geschmolzene Material an der Vorderseite des Zylinders mit hohem Druck und hoher Geschwindigkeit in den Formhohlraum, um diesen schließlich mit geschmolzenem Material zu füllen.
Die Einspritzfüllung ist der erste Schritt im gesamten Einspritzzyklus, und die Zeit wird vom Beginn des Einspritzvorgangs beim Schließen des Werkzeugs bis zum Füllen des Formhohlraums auf etwa 95% gezählt.
Theoretisch gilt: Je kürzer die Füllzeit, desto höher die Effizienz der Formgebung, aber in der Praxis ist die Formgebungszeit oder Einspritzgeschwindigkeit von vielen Bedingungen abhängig.
4. Nachdruck
Nachdem das geschmolzene Material in den Formhohlraum gefüllt ist, hält die Schnecke immer noch einen gewissen Druck auf das geschmolzene Material aufrecht, um zu verhindern, dass das geschmolzene Material im Formhohlraum zurückfließt, und um das geschmolzene Material im Formhohlraum aufgrund des Abkühlungsprozesses und der Schrumpfung des Materials wieder aufzufüllen, was erforderlich ist, um die Dichte des Produkts, die Maßgenauigkeit und die guten mechanischen Eigenschaften zu gewährleisten; die Schnecke bewegt sich in einem kleinen Bereich vorwärts, wenn sie den Druck aufrechterhält.
Die Nachdruckstufe hat die Aufgabe, durch kontinuierlichen Druck die Schmelze zu verdichten und die Dichte des Kunststoffs zu erhöhen (Verdichtung), um das Schwindungsverhalten des Kunststoffs zu kompensieren.
Während des Nachdrucks ist der Gegendruck hoch, weil der Formhohlraum bereits mit Kunststoff gefüllt ist. Bei der Nachdruckverdichtung wird der Spritzgießen Die Maschinenschraube kann sich nur langsam vorwärts bewegen, und die Fließgeschwindigkeit des Kunststoffs ist ebenfalls langsamer, was als Nachdruckfluss bezeichnet wird.
Wenn der Kunststoff abkühlt und an der Formwand aushärtet, steigt die Viskosität der Schmelze schnell an, so dass der Widerstand im Formhohlraum groß ist.
In der späteren Nachdruckphase nimmt die Dichte des Materials weiter zu und das Formteil wird allmählich geformt. Die Nachdruckphase sollte so lange fortgesetzt werden, bis der Anschnitt ausgehärtet und versiegelt ist; zu diesem Zeitpunkt erreicht der Werkzeuginnendruck der Nachdruckphase den höchsten Wert.

5. Abkühlung (Schmelzkleberentnahme)
Wenn der Nachdruck so lange ausgeübt wird, bis die Schmelze im offenen Formhohlraum nicht mehr aus dem Anschnitt zurückfließen kann (d. h. der Anschnitt erstarrt ist), kann der Druck abgebaut werden. Das Produkt kühlt weiter ab, die Schnecke dreht sich, und das Kunststoffgranulat, das aus dem Trichter in den Zylinder fällt, wird mit der Schneckenrotation vorwärts befördert.
In diesem Förderprozess wird das Material allmählich verdichtet, in den Lauf Schraube außerhalb der Heizung und Schraube Reibung Wärme, wird das Material allmählich geschmolzen plastifiziert schließlich viskose Fließzustand, und stellen Sie einen bestimmten Druck, so dass die Schraube in der Rotation der gleichen Zeit zurück.
Wenn sich die Schnecke zum Dosierventil zurückzieht, stoppt die Schnecke die Plastifizierung und bereitet das Material für die nächste Spritzeinheit vor. Durch Einstellen des Gegendrucks wird das Material dichter, schließt Wasser und niedermolekulare Stoffe aus und plastifiziert gleichmäßiger.
Wenn die Plastifizierrotation gestoppt wird, sollte man sich ein Stück zurückbewegen, um den Schmelzedruck am vorderen Ende der Düse zu verringern und zu verhindern, dass sich Material an der Düse festsetzt. Das Pumpen der Schmelze und das Abkühlen des Produkts erfolgen gleichzeitig, und im Allgemeinen übersteigt die Einspritzzeit nicht die Abkühlzeit des Produkts.
Unter Spritzgießformenist die Auslegung des Kühlsystems sehr wichtig. Dies ist, weil die geformte Kunststofferzeugnisse kann nur bis zu einer bestimmten Steifigkeit abgekühlt und ausgehärtet werden, und die Verformung von Kunststofferzeugnissen durch äußere Kräfte kann nach der Entformung vermieden werden.
Da die Kühlzeit etwa 70% bis 80% des gesamten Formgebungszyklus ausmacht, kann ein gut konzipiertes Kühlsystem die Formgebungszeit erheblich reduzieren, die Spritzgießen Produktivität zu steigern und Kosten zu senken.
Unsachgemäß ausgelegte Kühlsysteme verlängern die Formgebungszeit und erhöhen die Kosten; eine ungleichmäßige Kühlung führt außerdem zu Verwerfungen und Verformungen der Kunststoffprodukte.
6. Sitzunterlage
Nach der Schraube Plastifizierung Dosierung, manchmal, um die Düse nicht kaltes Material zu bilden, muss die Düse aus der Form entfernt werden, wird es für die Rückenlehne Aktion verwendet werden.
Diese Aktion wird in Verbindung mit der Schmelze Aktion verwendet, gibt es drei Arten von Schmelze: feste Schmelze, bevor sie schmelzen, nach der Schmelze, in der Regel verwenden feste Schmelze, und vor der Schmelze.
7. Kühlung
Die Abkühlung des Produkts und die Plastifizierung der Schnecke überschneiden sich in der Regel, die Abkühlzeit ist länger als die Schmelzzeit.
Das Produkt muss vor dem Öffnen der Form unter die Glasübergangstemperatur des Materials abgekühlt werden, damit das Produkt beim Auswerfen nicht verformt wird.
8. Öffnung der Form
Das Produkt wird nach ausreichender Abkühlung rechtzeitig geöffnet, um den Gießzyklus zu verkürzen und die Produktionseffizienz zu verbessern.
Der anfängliche hohe Druck und die niedrige Geschwindigkeit der Formöffnung führen dazu, dass das Produkt aus der festen Form herauskommt, gefolgt von mittlerem Einspritzdruck und hoher Geschwindigkeit, die vor dem Ende der Formöffnung auf niedrigen Druck und niedrige Geschwindigkeit umschalten, um einen Aufprall zu verhindern, und die Formöffnung beenden, wenn der Abstand der Formöffnung groß genug ist, um das Produkt auszustoßen und herauszunehmen.
9. Auswerfen
Wenn die Bestätigung der Formöffnung vorliegt, wirft der Auswerfermechanismus das Produkt aus der Form aus.
10. Entnehmen Sie das Produkt
Bei der halbautomatischen Entnahme werden die Angüsse und alle Produkte manuell vom Bediener entnommen; bei der vollautomatischen Entnahme werden die Angüsse und Produkte oder Produktangüsse von einem Roboter entnommen und fallen zuverlässig und automatisch.
11. Rückzug des Auswerfers
Wenn das Produkt aus der Form entnommen wird, wird der Stift der Auswerferstange in die ursprüngliche Position zurückgezogen.

Wie lässt sich die Zykluszeit beim Spritzgießen abschätzen?
Die oben genannten Standardschritte der Spritzgießen Der Zyklus kann wiederholt werden, um Produkte in einem Chargenzyklus herzustellen.
Wenn die Produktstruktur nicht speziell ist, beträgt die Einspritzzeit etwa 6 Sekunden, die Haltezeit 10 Sekunden, die Abkühlzeit 25 Sekunden, die Öffnungszeit plus die Auswurfzeit 3 Sekunden und die Roboterentnahmezeit 3 Sekunden, und wenn die manuelle Entnahmezeit 6 Sekunden beträgt.






