 Zum Inhalt springen
Zum Inhalt springen 
Multi Jet Fusion (MJF) 3D-Druck Dienstleistungen
Entdecken Sie unsere professionellen Multi Jet Fusion (MJF) 3D-Druckdienste für starke, detaillierte Teile mit kurzen Vorlaufzeiten.

Ressourcen für den vollständigen Leitfaden zum 3D-Druck mit Multi Jet Fusion (MJF)
Was ist Multi Jet Fusion (MJF) 3D-Druck?
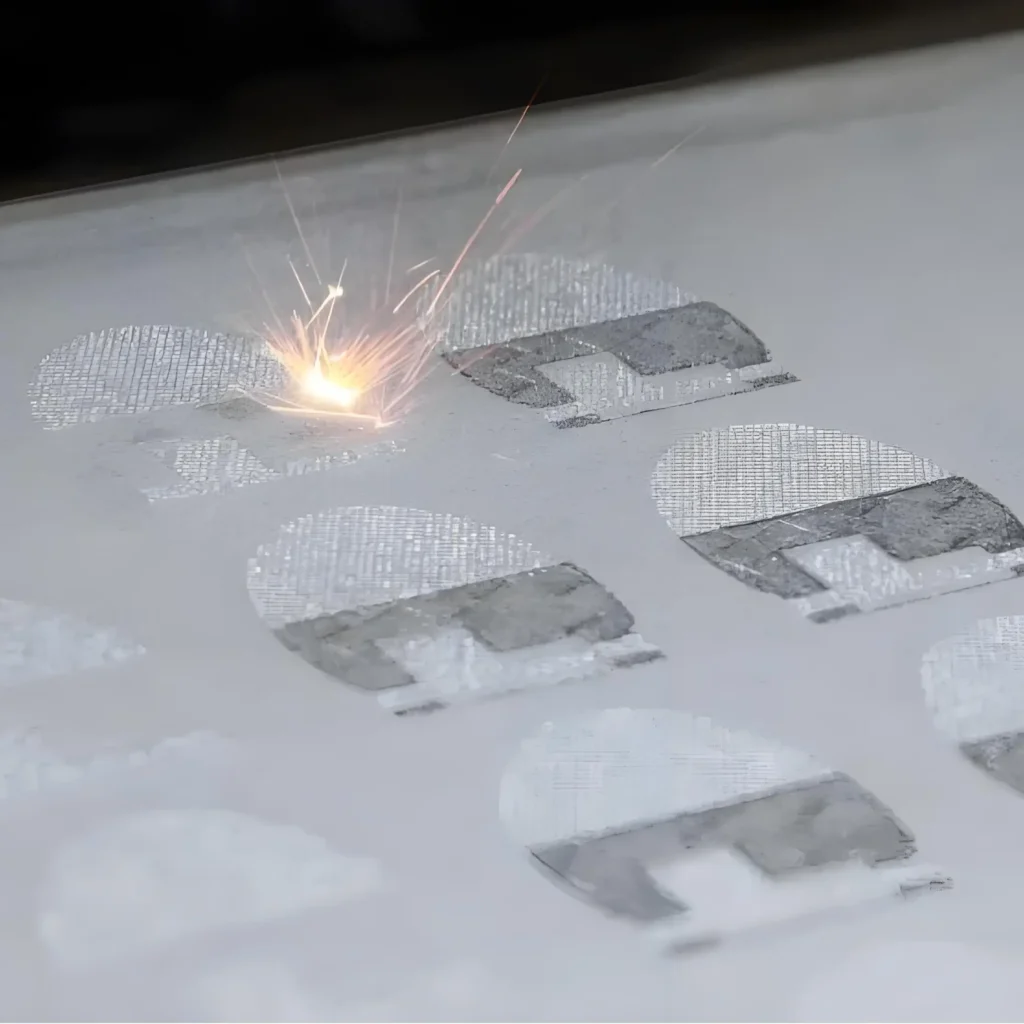
Multi Jet Fusion (MJF) ist eine von HP (Hewlett-Packard) entwickelte und eingeführte additive Hochgeschwindigkeitstechnologie für die industrielle Fertigung. Sie gehört zu den Pulverbettfusion Familie von 3D-Druckverfahren. Im Kern baut MJF aus einem granularen thermoplastischen Pulver Schicht für Schicht funktionale Prototypen und Produktionsteile für den Endgebrauch mit einer Geschwindigkeit, Detailgenauigkeit und Teilequalität, die es zu einer führenden Technologie sowohl für das Rapid Prototyping als auch für die Serienproduktion macht.
Im Gegensatz zu anderen Pulverbettschmelzverfahren, bei denen die Geometrie eines Teils mit einem einzigen Laser nachgezeichnet und gesintert wird (wie beim SLS), wird beim MJF ein einzigartiger, flächendeckender Prozess eingesetzt. Es verwendet eine Tintenstrahlanordnung, um chemische Stoffe in einem einzigen Durchgang selektiv auf die gesamte Oberfläche des Pulverbettes aufzutragen. Dieser grundlegende Unterschied ist der Schlüssel zu seiner außergewöhnlichen Geschwindigkeit und Produktivität und ermöglicht die Herstellung robuster, hochwertiger Teile zu niedrigeren Kosten pro Teil im Vergleich zu vielen Alternativen.
1. Das Grundprinzip: Pulverbettfusion mit einem Detaillierungsmittel:
Die Innovation von MJF liegt in der Verwendung von zwei primären Flüssigmitteln: einem Fixiermittel und einem Detaillierungsmittel.
- Schmelzmittel: Dies ist eine schwarze, wärmeleitende Tinte. Sie wird präzise auf die Bereiche des Pulverbettes gespritzt, die zum festen Teil werden sollen. Wenn Infrarotenergie angewendet wird, absorbiert dieses Mittel die Wärme, wodurch die darunter liegenden Pulverteilchen schmelzen und miteinander verschmelzen.
- Detaillierungsmittel: Dieses Mittel wird um die Außenkontur des Teils gespritzt. Seine Hauptfunktion besteht darin, das Schmelzen zu verhindern. Es wirkt als thermischer Isolator und verhindert, dass das Pulver an der Grenze des Teils schmilzt. Dadurch entsteht ein scharfer thermischer Übergang zwischen den geschmolzenen und den nicht geschmolzenen Zonen, was zu scharfen Kanten, einer feinen Definition der Merkmale und einer glatteren Oberfläche führt, als es sonst möglich wäre.
Dieses Dual-Agent-System gibt MJF die Kontrolle über die Eigenschaften des Teils auf Voxel-Ebene, was ein Eckpfeiler des Potenzials der Technologie für zukünftige Material- und Eigenschaftsentwicklungen ist.
2. Wie sich MJF in der Landschaft der additiven Fertigung abhebt:
MJF ist nicht nur eine inkrementelle Verbesserung gegenüber bestehenden Technologien, sondern stellt einen Paradigmenwechsel im pulverbasierten 3D-Druck dar. Er überbrückt die Lücke zwischen der Designfreiheit des 3D-Drucks und der für die Produktion erforderlichen Effizienz.
- Für das Prototyping: Es bietet die Möglichkeit, hochfunktionale, langlebige Prototypen zu erstellen, die die mechanischen Eigenschaften der endgültigen Spritzgussteile genau nachahmen.
- Für die Produktion: Seine Schnelligkeit, Beständigkeit und Kosteneffizienz machen es zu einer praktikablen Alternative zu herkömmlichen Fertigungsmethoden wie dem Spritzguss für kleine bis mittlere Produktionsserien, kundenspezifische Teile und komplexe Geometrien, die nicht geformt werden können.
Wie funktioniert die Multi Jet Fusion-Technologie?
1. Der schrittweise MJF-Druckprozess:
Schritt 1: Materialablagerung
Der Prozess beginnt im Inneren der Baukammer. Ein Wiederbeschichtungsmechanismus streicht eine dünne, präzise Schicht thermoplastischen Pulvers (z. B. PA 12) über die Bauplattform und erzeugt so ein frisches, einheitliches Pulverbett. Die Kammer wird auf eine Temperatur knapp unter dem Schmelzpunkt des Materials vorgeheizt, wodurch die für das Schmelzen erforderliche Energie minimiert und Verformungen vermieden werden.
Schritt 2: Agentenantrag
Dies ist der entscheidende Schritt des MJF-Verfahrens. Ein Tintenstrahldruckkopf, der denen von 2D-Papierdruckern ähnelt, aber viel fortschrittlicher ist, fährt über das Pulverbett. Dieser Schlitten enthält Tausende von Düsen, die winzige Tröpfchen (Pikoliter) der chemischen Stoffe mit äußerster Präzision ausstoßen können. Während er sich bewegt, führt er zwei Aktionen gleichzeitig aus:
- Die Rolle des Schmelzmittels: Der Druckkopf trägt das Schmelzmittel selektiv auf die Bereiche des Pulvers auf, die dem Querschnitt des Teils für diese spezifische Schicht entsprechen. Dieses Mittel ist so konstruiert, dass es Infrarotstrahlung hochwirksam absorbiert. Es "malt" im Wesentlichen die Scheibe des 3D-Modells auf das Pulver.
- Die Rolle des Detaillierungsbeauftragten: Gleichzeitig trägt der Druckkopf das Detaillierungsmittel um den Umfang der Teilegeometrie herum auf. Dieses Mittel hat Eigenschaften, die das Schmelzen verhindern. Es kühlt die Grenzfläche ab und verhindert, dass sich die Wärme ausbreitet und das umgebende lose Pulver teilweise schmilzt. Dank dieser präzisen thermischen Kontrolle kann MJF scharfe Kanten und feine Details erzielen.
Schritt 3: Energieanwendung und Fixierung
Unmittelbar nach dem Auftragen der Mittel wird das gesamte Pulverbett mit einer Infrarotenergiequelle (einer Reihe von Hochleistungslampen) bestrahlt. Die mit dem schwarzen Schmelzmittel behandelten Bereiche absorbieren diese Energie rasch, so dass ihre Temperatur über den Schmelzpunkt des Materials ansteigt. Das Pulver in diesen Bereichen schmilzt und verschmilzt zu einer festen Schicht. Das unbehandelte Pulver und die mit dem Schmelzmittel behandelten Bereiche nehmen nicht so viel Energie auf und bleiben als loses Pulver liegen.
Schritt 4: Lagenvervollständigung und Wiederholung
Sobald die Schicht geschmolzen ist, senkt sich die Bauplattform um die Dicke einer einzelnen Schicht (in der Regel etwa 80 Mikrometer). Der Re-Coater trägt dann eine neue Pulverschicht auf, und der gesamte Zyklus (Schritte 1-4) wird wiederholt. Dieser Prozess wird Schicht für Schicht fortgesetzt, bis das gesamte Teil oder die gesamte Charge fertiggestellt ist. Da die Teile durch das sie umgebende ungeschmolzene Pulver gestützt werden, sind keine speziellen Stützstrukturen erforderlich. Dies ermöglicht komplexe Geometrien und die Möglichkeit, mehrere Teile innerhalb des Bauvolumens zu verschachteln, um die Effizienz zu maximieren.

2. Nach dem Druck: Der Abkühlungs- und Auspackprozess:
Nach Abschluss der Druckphase wird die gesamte Baueinheit, die die verschmolzenen Teile und das sie umgebende lose Pulver enthält, vom Drucker zu einer separaten Verarbeitungsstation transportiert.
- ① Kontrollierte Kühlung: Die Baueinheit muss langsam und unter kontrollierten Bedingungen abkühlen. Dies ist ein entscheidender Schritt, um die Genauigkeit der Teile und optimale mechanische Eigenschaften zu gewährleisten. Ein übereilter Abkühlungsprozess kann zu Verzug und inneren Spannungen führen. Diese Abkühlphase ist ein wichtiger Teil des gesamten MJF-Arbeitsablaufs und kann mehrere Stunden dauern.
- ② Teil-Extraktion: Nach dem Abkühlen wird die Baueinheit ausgepackt. Der Block aus geschmolzenen Teilen und ungeschmolzenem Pulver wird zerkleinert. Der größte Teil des losen Pulvers wird entfernt und für das Recycling gesammelt.
- ③ Entfernung von Puder: Die Teile werden dann in eine Reinigungsstation gebracht, wo das verbliebene ungeschmolzene Pulver sorgfältig entfernt wird, in der Regel durch Perlenstrahlen oder Druckluft. Dadurch werden die fertigen Teile sichtbar, die eine leicht raue, mattgraue Oberfläche haben.

Das zurückgewonnene Pulver wird mit einem bestimmten Prozentsatz an Frischpulver gemischt (ein Prozess, der als "Refreshing" bezeichnet wird) und kann in nachfolgenden Produktionen verwendet werden. Diese hohe Wiederverwendungsrate (in der Regel 80-90%) macht MJF zu einem nachhaltigeren und kosteneffizienteren Verfahren im Vergleich zu anderen Pulverbetttechnologien, die geringere Auffrischungsraten aufweisen.
Was sind die typischen Anwendungen von MJF?
Die einzigartige Kombination aus Geschwindigkeit, Kosteneffizienz und robusten Materialeigenschaften macht Multi Jet Fusion zu einer äußerst vielseitigen Technologie, die sich für eine breite Palette von Anwendungen eignet, die den gesamten Produktlebenszyklus umfassen.
1. Funktionales Prototyping:
MJF zeichnet sich durch die Erstellung originalgetreuer, funktionaler Prototypen aus, die strengen Tests standhalten.
- Form-, Passform- und Funktionstests: Ingenieure können Prototypen mit mechanischen Eigenschaften herstellen, die nahezu identisch mit denen der Endprodukte sind, was realistische Tests von Baugruppen, Schnappverbindungen und beweglichen Komponenten ermöglicht.
- Schnelle Iteration: Die Geschwindigkeit des MJF-Prozesses ermöglicht es den Konstruktionsteams, innerhalb von Tagen statt Wochen vom CAD-Modell zum physischen Teil zu gelangen, es zu testen, Fehler zu identifizieren und das Design zu überarbeiten. Dadurch wird der gesamte Produktentwicklungszyklus beschleunigt.
- Robuste und langlebige Prototypen: Im Gegensatz zu spröderen Prototyping-Technologien sind MJF-Teile aus Materialien wie PA 11 und PA 12 zäh, chemisch beständig und können physischen Belastungen standhalten, was sie ideal für Feldversuche macht.
2. Endverbraucher Produktionsteile:
Das ist der Punkt, an dem MJF wirklich glänzt und sich von vielen anderen 3D-Drucktechnologien unterscheidet. Es ist nicht nur ein Werkzeug für das Prototyping, sondern eine legitime Fertigungslösung.
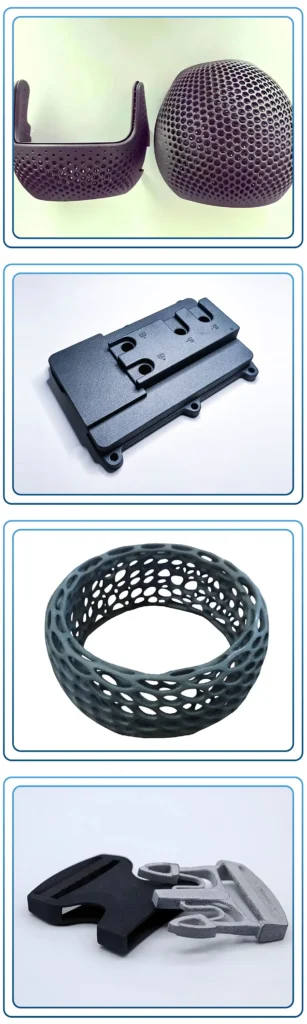
① Automobilkomponenten:
Die Automobilindustrie nutzt MJF sowohl für das Prototyping als auch für die Produktion von unkritischen Komponenten für den Innen- und Außenbereich sowie für die Motorhaube.
- Beispiele: Halterungen, Clips, Flüssigkeitsgehäuse, Komponenten für das Armaturenbrett, kundenspezifische Verkleidungsteile und Luftkanäle.
- Vorteile: Die chemische Beständigkeit von PA 12 gegenüber Ölen und Flüssigkeiten, seine Langlebigkeit und die Möglichkeit zur Herstellung komplexer, leichter Strukturen sind entscheidende Vorteile.
② Medizinische Geräte und Geräte für das Gesundheitswesen:
MJF-Materialien wie PA 12 sind biokompatibel (zertifiziert nach USP Klasse I-VI und US FDA-Richtlinien für Geräte mit intakter Hautoberfläche) und können sterilisiert werden, so dass sie für eine Vielzahl medizinischer Anwendungen geeignet sind.
- Beispiele: Chirurgische Führungen, orthopädische Modelle, maßgefertigte Orthesen und Prothesen, Gehäuse für medizinische Geräte und Laborausrüstung.
- Vorteile: Fähigkeit, patientenspezifische Teile, komplexe Innenkanäle und leichte Konstruktionen mit ausgezeichneten Details zu erstellen.
③ Konsumgüter und Elektronik:
MJF wird zur Herstellung von langlebigen Gehäusen, Schränken und internen Komponenten für eine Vielzahl von Konsumgütern verwendet.
- Beispiele: Drohnengehäuse, kundenspezifische Elektronikgehäuse, Kopfhörerkomponenten und Schutzhüllen.
- Vorteile: Hervorragende Oberflächengüte (vor allem nach der Nachbearbeitung), hohe Detailgenauigkeit und Widerstandsfähigkeit gegen Stürze und den täglichen Gebrauch.
④ Industrielle Vorrichtungen und Werkzeuge:
Fertigungsbetriebe profitieren immens von der Fähigkeit von MJF, schnell kundenspezifische Werkzeuge herzustellen.
- Beispiele: Montagevorrichtungen, Prüflehren, Bohrführungen und End-of-Arm-Werkzeuge für die Robotik.
- Vorteile: Der Ersatz von schweren, teuren und langsam zu produzierenden Metallwerkzeugen durch leichte, ergonomische und kostengünstige 3D-gedruckte Alternativen verbessert die Effizienz der Produktionslinie und die Sicherheit der Bediener.
3. Komplexe Geometrien und Gitterstrukturen:
Da MJF keine Stützstrukturen benötigt, bietet es eine nie dagewesene Gestaltungsfreiheit. Dies ist besonders wertvoll für Anwendungen, die von geometrischer Komplexität profitieren.
- Gitterförmige Strukturen: Ingenieure können Teile mit komplexen internen Gitterstrukturen entwerfen, um Gewicht und Materialverbrauch zu reduzieren und gleichzeitig die strukturelle Integrität zu erhalten. Dies ist in der Luft- und Raumfahrt und bei Hochleistungs-Automobilanwendungen von entscheidender Bedeutung.
- Teil Konsolidierung: Mehrere Einzelkomponenten einer Baugruppe können umgestaltet und als ein einziges, komplexes Teil gedruckt werden. Dies verkürzt die Montagezeit, eliminiert potenzielle Fehlerquellen und vereinfacht die Lieferkette.

Ist MJF sowohl für das Prototyping als auch für die Produktion geeignet?
Ganz genau. Einer der überzeugendsten Vorteile von Multi Jet Fusion ist seine doppelte Fähigkeit, als leistungsstarkes Werkzeug sowohl für die Anfangsphase der Produktentwicklung als auch für die Endphase der Fertigung zu dienen.
1. MJF für Rapid Prototyping:
MJF hat sich als überlegene Wahl für die Erstellung hochwertiger Funktionsprototypen erwiesen.
- Geschwindigkeit: Das flächendeckende Druckverfahren ermöglicht es MJF, Prototypen wesentlich schneller zu produzieren als Technologien wie FDM oder SLS, insbesondere wenn das Bauvolumen mit mehreren Teilen gefüllt ist. Ein kompletter Aufbau von Prototypen kann oft über Nacht abgeschlossen werden.
- Funktionale Parität: MJF-Teile weisen hervorragende, nahezu isotrope mechanische Eigenschaften auf. Das bedeutet, dass die Festigkeit und das Verhalten eines Prototyps unabhängig von seiner Ausrichtung in der Baukammer sehr konsistent sind. Diese Vorhersagbarkeit ist für Funktionstests entscheidend, da sich der Prototyp ähnlich verhält wie ein spritzgegossenes Teil.
- Materialeigenschaften: Prototypen aus PA 12 oder PA 11 sind nicht nur für die visuelle Beurteilung geeignet. Sie sind robust, langlebig und chemisch beständig und ermöglichen reale Testszenarien, bei denen Prototypen aus anderen Technologien zerstört würden.

2. MJF für die Serienproduktion:
MJF wurde von Grund auf mit Blick auf die Produktion entwickelt. Mehrere Faktoren machen sie zu einer praktikablen und oft überlegenen Alternative zur traditionellen Fertigung für bestimmte Anwendungen.
- Wirtschaftliche Skalierbarkeit: Die Kosten pro Teil sind bei MJF äußerst wettbewerbsfähig, insbesondere bei kleinen bis mittleren Stückzahlen (von Hunderten bis Tausenden von Einheiten). Die hohe Geschwindigkeit, die Möglichkeit, Teile dicht im Bauvolumen zu verschachteln, und die hohe Wiederverwendbarkeit des Pulvers tragen alle zu einer günstigen Wirtschaftlichkeit bei, die das Spritzgießen bei diesen Mengen in Frage stellt.
- Konsistenz und Reproduzierbarkeit: MJF-Drucker bieten eine außergewöhnliche Prozesskontrolle, die zu einer hohen Maßgenauigkeit und Wiederholbarkeit von Teil zu Teil führt. Dadurch wird sichergestellt, dass das 1.000ste Teil praktisch identisch mit dem ersten ist - eine nicht verhandelbare Anforderung für Produktionsumgebungen.
- Agilität der Lieferkette: MJF ermöglicht eine Fertigung auf Abruf und eine digitale Bestandsaufnahme. Anstatt physische Teile zu lagern, können Unternehmen digitale Dateien speichern und Teile nach Bedarf drucken. Dies senkt die Lagerkosten, minimiert den Abfall durch veraltete Bestände und ermöglicht eine lokale Produktion mit kürzeren Vorlaufzeiten.
- Massenanpassung: MJF macht es wirtschaftlich machbar, kundenspezifische oder personalisierte Produkte in großem Maßstab zu produzieren. Da es keine Werkzeuge gibt, kann jedes Teil einer Produktion einzigartig sein, ohne dass zusätzliche Kosten anfallen.

3. Die Brücke dazwischen: Vom Prototyp zur Produktion mit einer einzigen Technologie:
Die Verwendung von MJF sowohl für das Prototyping als auch für die Produktion schafft einen nahtlosen Übergang. Der getestete und validierte Prototyp wird aus genau demselben Material und Verfahren hergestellt wie das endgültige Produktionsteil. Dadurch entfallen die Risiken und erneuten Validierungsschritte, die häufig beim Wechsel von einer Prototyping-Technologie (z. B. FDM) zu einer Produktionstechnologie (z. B. Spritzgießen) auftreten. Durch diese Kontinuität wird der Produktentwicklungsprozess entlastet und die Markteinführung erheblich beschleunigt.
Welche Materialien werden üblicherweise im MJF 3D-Druck verwendet?
Die Auswahl der Materialien für MJF ist zwar begrenzter als bei anderen Technologien wie FDM, aber die verfügbaren Materialien sind hochgradig leistungsfähig und decken ein breites Spektrum an industriellen Anwendungen ab. Das Portfolio wird ständig erweitert, aber die wichtigsten Materialien sind robuste Thermoplaste.
1. Polyamide (Nylons):
Nylons sind der Eckpfeiler des MJF-Drucks und bekannt für ihre hervorragende Ausgewogenheit von Stärke, Flexibilität und thermischer/chemischer Beständigkeit.
① PA 12 (Das Arbeitspferd Material):
HP 3D High Reusability PA 12 ist das am häufigsten verwendete und vielseitigste Material für MJF. Es ist ein robuster Thermoplast mit hervorragenden Allround-Eigenschaften.
Eigenschaften und Vorteile:
- Hohe Festigkeit und Steifigkeit: Sorgt für robuste, langlebige Teile.
- Gute chemische Beständigkeit: Beständig gegen Öle, Fette, aliphatische Kohlenwasserstoffe und Laugen.
- Hervorragende Detailauflösung: Ermöglicht die Darstellung feiner Merkmale und scharfer Kanten.
- Biokompatibilität: Zertifiziert für medizinische Anwendungen mit Hautkontakt.
- Hohe Wiederverwendbarkeit: Die branchenweit führenden Auffrischungsraten für Pulver (ca. 80% recyceltes zu 20% neues Pulver) machen es kosteneffektiv und nachhaltig.
Häufige Verwendungen: Funktionsprototypen, Produktionsvorrichtungen, medizinische Geräte, Automobilkomponenten und komplexe Baugruppen. Es ist das bevorzugte Material für die meisten MJF-Anwendungen.
② PA 11 (Die biobasierte Alternative):
HP 3D High Reusability PA 11 wird aus einem erneuerbaren Rohstoff (Rizinusöl) hergestellt und ist damit eine umweltfreundlichere Wahl. Es bietet im Vergleich zu PA 12 andere mechanische Eigenschaften.
Eigenschaften und Vorteile:
- Hervorragende Dehnbarkeit und Schlagzähigkeit: PA 11 ist weniger spröde als PA 12 und bietet eine höhere Bruchdehnung. Dies macht es ideal für Teile, die sich biegen müssen, ohne zu brechen, wie z. B. Schnappverbindungen, lebende Scharniere und Komponenten, die Stößen ausgesetzt sind.
- Verbesserte isotrope Eigenschaften: Das Material weist über alle Achsen hinweg noch gleichmäßigere mechanische Eigenschaften auf.
- Biobasiert: Bietet eine nachhaltigere Materialoption.
Häufige Verwendungen: Prothesen, Sportgeräte, Drohnenkomponenten und alle Anwendungen, die eine hohe Zähigkeit und Ermüdungsbeständigkeit erfordern.
③ Glasgefülltes PA 12 (PA 12 GB):
HP 3D High Reusability PA 12 mit Glasperlen (GB) ist ein Verbundwerkstoff mit dem Füllstoff 40% Glasperlen.
Eigenschaften und Vorteile:
- Erhöhte Steifigkeit und Formbeständigkeit: Die Glaskugeln erhöhen die Steifigkeit des Materials erheblich und verringern seine Verformungsneigung, so dass es sich ideal für Teile eignet, die eine hohe Steifigkeit erfordern und bei Belastung oder Temperaturschwankungen enge Toleranzen einhalten müssen.
- Verbesserte Verschleißbeständigkeit: Bietet bessere Beständigkeit gegen abrasiven Verschleiß.
Häufige Verwendungen: Gehäuse, Schränke, Vorrichtungen und Werkzeuge, die langfristige Stabilität und Steifigkeit erfordern. Es ist nicht für Teile geeignet, die eine hohe Schlagfestigkeit oder Flexibilität erfordern.


2. Thermoplastisches Polyurethan (TPU):
Für MJF stehen Materialien wie BASF Ultrasint® TPU01 zur Verfügung, die die Herstellung von flexiblen, gummiartigen Teilen ermöglichen.
Eigenschaften und Vorteile:
- Flexibilität und Elastizität: Hervorragende Rückprall- und Reißfestigkeit. Es kann wiederholt gedehnt und gestaucht werden, ohne sich dauerhaft zu verformen.
- Hohe Verschleiß- und Abnutzungsfestigkeit: Extrem langlebig für Anwendungen mit Reibung.
- Gute Schockabsorption: Ideal zum Abfedern und Dämpfen von Erschütterungen.
Häufige Verwendungen: Dichtungen, Schläuche, Faltenbälge, Greifer, Räder und Schutzgitterstrukturen für Sportgeräte oder Schuhe.


Wie schneidet MJF im Vergleich zu anderen 3D-Drucktechnologien ab?
Die Wahl der richtigen 3D-Drucktechnologie hängt von den spezifischen Anforderungen der Anwendung ab, z. B. von der Geschwindigkeit, den Materialeigenschaften, den Kosten und dem gewünschten Detailgrad. Hier sehen Sie, wie MJF im Vergleich zu anderen gängigen industriellen Technologien abschneidet.
1. MJF vs. Selektives Laser-Sintern (SLS):
SLS ist die Technologie, die dem MJF am nächsten kommt, da es sich bei beiden um Pulverbettschmelzverfahren handelt. Es gibt jedoch wesentliche Unterschiede, die bestimmen, welches Verfahren für eine bestimmte Aufgabe besser geeignet ist.
① Gemeinsamkeiten:
- Beide verwenden thermoplastische Pulver (am häufigsten Nylon 12).
- Beide sind selbsttragend, so dass keine speziellen Stützstrukturen erforderlich sind.
- Beide produzieren starke, funktionelle Teile, die für Endanwendungen geeignet sind.
② Hauptunterschiede:
- Fusionsmethode und Geschwindigkeit: Beim SLS wird ein einziger Hochleistungslaser verwendet, um die Geometrie des Teils Punkt für Punkt nachzuzeichnen. Beim MJF-Verfahren werden eine Tintenstrahlanordnung und eine Infrarotlampe verwendet, um eine ganze Schicht auf einmal zu schmelzen. Dies macht MJF deutlich schneller (in manchen Fällen bis zum 10-fachen), insbesondere bei Konstruktionen mit vielen kleinen Teilen oder großen Querschnittsflächen.
- Details und Oberflächenbehandlung: Das Detaillierungsmittel in MJF bietet eine bessere thermische Kontrolle an der Grenze des Teils, was in der Regel zu folgenden Ergebnissen führt schärfere Details und eine etwas glattere Oberfläche im Vergleich zu SLS.
- Wiederverwendbarkeit von Materialien: MJF zeichnet sich durch eine höhere Auffrischungsrate des Pulvers aus (in der Regel 80% rezykliert), während SLS oft eine 50/50-Mischung aus rezykliertem und neuem Pulver erfordert. Dies macht MJF ist kosteneffizienter und nachhaltiger in Bezug auf den Materialverbrauch.
- Teil Eigenschaften: MJF-Teile sind im Allgemeinen isotroper und haben eine höhere Zugfestigkeit und Dichte als ihre SLS-Gegenstücke, was sie mechanisch überlegen macht.
③ Wann sollte man sich für MJF statt SLS entscheiden?
Entscheiden Sie sich für MJF, wenn Sie hohe Stückzahlen produzieren wollen, wenn es auf Geschwindigkeit ankommt, wenn Sie Teile mit bestmöglicher mechanischer Leistung und feinen Details herstellen wollen und wenn die Kosten pro Teil eine wichtige Rolle spielen.
SLS 3D-Druck
2. MJF vs. Fused Deposition Modeling (FDM):
FDM ist eine auf Extrusion basierende Technologie, bei der Teile durch schichtweises Auftragen eines geschmolzenen Filaments hergestellt werden.
① Hauptunterschiede:
- Mechanische Eigenschaften (Isotropie): FDM-Teile sind anisotropDas bedeutet, dass sie in der Z-Achse (zwischen den Schichten) deutlich schwächer sind als in der XY-Ebene. MJF-Teile sind fast isotropDie Festigkeit ist in allen Richtungen sehr gleichmäßig. Dies macht MJF für funktionelle Teile, die einer Belastung ausgesetzt sind, weit überlegen.
- Oberflächengüte und Details: MJF produziert Teile mit einer feinen, körnigen Textur und einer viel höheren Auflösung der Merkmale. FDM-Teile haben sichtbare Schichtlinien und kämpfen mit feinen Details und komplexen Geometrien ohne signifikante Stützstrukturen.
- Gestaltungsfreiheit: Die selbsttragende Beschaffenheit des MJF-Pulverbetts ermöglicht die Herstellung extrem komplexer Geometrien, interner Kanäle und verschachtelter Baugruppen, die mit FDM aufgrund der Abhängigkeit von Stützstrukturen unmöglich oder unpraktisch zu drucken sind.
- Geschwindigkeit und Skalierbarkeit: Für ein einzelnes kleines Teil könnte FDM schneller sein. Für die Herstellung mehrerer Teile auf einmal, MJF ist haushoch überlegen aufgrund seiner Fähigkeit, Teile zu verschachteln, und seines flächendeckenden Druckverfahrens.
② Wann sollte man sich für MJF statt FDM entscheiden?
Entscheiden Sie sich für MJF, wenn mechanische Leistung, Maßgenauigkeit, komplexe Geometrien und ein professionelles Oberflächenfinish erforderlich sind. FDM ist besser geeignet für kostengünstige erste Konzeptmodelle, einfache Geometrien und Anwendungen, bei denen anisotrope Eigenschaften akzeptabel sind.
FDM 3D-Druck
3. MJF vs. Stereolithographie (SLA):
SLA ist eine Bottich-Photopolymerisationstechnologie, bei der ein UV-Laser verwendet wird, um flüssiges Photopolymerharz Schicht für Schicht auszuhärten.
① Hauptunterschiede:
- Materialeigenschaften und Dauerhaftigkeit: SLA-Kunststoffe bieten zwar eine unglaubliche Detailtreue, sind aber im Allgemeinen spröder und weniger haltbar als die für MJF verwendeten Thermoplaste in technischer Qualität. MJF-Teile (wie PA 12) sind zäh, flexibel und für anspruchsvolle funktionale Anwendungen geeignet. SLA-Teile eignen sich besser für visuelle Modelle und Anwendungen, bei denen eine hohe Steifigkeit, aber keine Schlagfestigkeit erforderlich ist.
- Oberfläche: SLA produziert die glatteste Oberfläche Die MJF-Technologie ist die beste aller 3D-Drucktechnologien und eignet sich daher ideal für ästhetische Prototypen, Präsentationsmodelle und Gussmodelle. Rohe MJF-Teile haben eine körnige Textur, die jedoch durch Nachbearbeitung verbessert werden kann.
- Anwendungsschwerpunkt: Die MJF ist ausgerichtet auf Funktionsprototypen und Produktionsteile. SLA ist der Goldstandard für hochdetaillierte visuelle Modelle, formschlüssige Prototypen und Gussmodelle.
- Kosten: Bei Funktionsteilen ist MJF im Allgemeinen kosteneffizienter, insbesondere in großem Maßstab.
② Wann ist MJF der SLA vorzuziehen?
Wählen Sie MJF für alle Anwendungen, bei denen Haltbarkeit, Schlagzähigkeit, chemische Beständigkeit und gute mechanische Eigenschaften für den Einsatz in der Praxis erforderlich sind. Entscheiden Sie sich für SLA, wenn eine extrem glatte, spritzgussähnliche Oberfläche für visuelle Zwecke oder zur Erstellung von Urmodellen oberste Priorität hat.

SLA 3D-Druck
Multi Jet Fusion (MJF) 3D-Druck
Erfahren Sie, wie der 3D-Druck mit Multi Jet Fusion (MJF) funktioniert, welche Vorteile er bietet, welche Materialien kompatibel sind und warum er sich ideal für funktionale Prototypen und Endverbrauchsteile eignet.

Ressourcen für den vollständigen Leitfaden zum 3D-Druck mit Multi Jet Fusion (MJF)
Was sind die wichtigsten Vorteile von MJF?
Multi Jet Fusion bietet eine Reihe von überzeugenden Vorteilen, die es zu einer führenden Wahl für die moderne Fertigung machen.
1. Außergewöhnliche Geschwindigkeit und Produktivität:
Das flächendeckende Fixierverfahren in einem Durchgang ist das Herzstück der Geschwindigkeit von MJF. Durch die Verarbeitung einer gesamten Schicht auf einmal können Teile bis zu zehnmal schneller hergestellt werden als mit konkurrierenden Technologien wie SLS und FDM, wodurch sich die Vorlaufzeiten sowohl für Prototypen als auch für Produktionsläufe drastisch verkürzen.
2. Hervorragende mechanische Eigenschaften und Isotropie:
MJF-Teile weisen klassenbeste isotrope Eigenschaften auf, d. h. sie haben eine nahezu einheitliche Festigkeit und Haltbarkeit in X-, Y- und Z-Richtung. Dies ist ein entscheidender Vorteil gegenüber FDM und sogar eine Verbesserung gegenüber SLS, was zu vorhersehbaren, zuverlässigen Teilen führt, die wie ihre spritzgegossenen Gegenstücke funktionieren.
3. Hohe Genauigkeit und feine Detailauflösung:
Die Kombination aus einem hochauflösenden Tintenstrahldruckkopf (1200 DPI) und dem einzigartigen Detaillierungsmittel ermöglicht es MJF, Teile mit feiner Merkmalsdefinition (bis zu 0,5 mm), scharfen Kanten und ausgezeichneter Maßgenauigkeit herzustellen.
4. Kosten-Nutzen-Verhältnis bei kleinen bis mittleren Chargen:
Die hohe Geschwindigkeit von MJF, die effiziente Verschachtelung von Teilen (Füllen des Bauvolumens in 3D) und die branchenführende Wiederverwendbarkeit des Pulvers führen zu niedrigen Kosten pro Teil. Dies macht es zu einer wirtschaftlich tragfähigen Fertigungslösung für Produktionsserien, die für das kostengünstige Spritzgießen zu klein sind.
5. Gestaltungsfreiheit (keine Stützstrukturen erforderlich):
Wie beim SLS-Verfahren werden MJF-Teile von dem Bett aus ungeschmolzenem Pulver getragen, in dem sie gedruckt werden. Dadurch entfällt die Notwendigkeit, Stützstrukturen zu erzeugen und nachzubearbeiten. Dies ermöglicht die Erstellung komplizierter interner Merkmale, komplexer Geometrien und gebrauchsfertiger, beweglicher Baugruppen, die in einem einzigen Stück gedruckt werden.
6. Hohe Wiederverwendbarkeit des Materials:
Mit Pulverauffrischungsraten von nur 20% Neumaterial pro Auftrag minimiert MJF den Abfall und reduziert die Materialkosten. Dies macht es zu einer nachhaltigeren und wirtschaftlicheren Wahl im Vergleich zu anderen Pulverbettverfahren mit geringeren Wiederverwertungsraten.

Was sind die Grenzen der Multi Jet Fusion?
MJF ist zwar eine leistungsstarke Technologie, aber es ist wichtig, ihre Grenzen zu kennen, um festzustellen, ob sie die richtige Lösung für Ihr Projekt ist.
1. Begrenzte Materialauswahl:
Im Vergleich zu Technologien wie FDM ist das Materialportfolio für MJF derzeit kleiner und konzentriert sich hauptsächlich auf Nylons und TPU. Während die verfügbaren Materialien sehr leistungsfähig sind, müssen Projekte, die spezielle Materialien wie ABS, PC oder Hochtemperatur-Ultem erfordern, möglicherweise auf andere Verfahren ausweichen.
2. Inhärente Oberflächenbeschaffenheit und Farbe:
Rohe MJF-Teile haben eine einheitlich graue oder schwarze Farbe (je nach Material) und eine leicht körnige, matte Oberfläche, ähnlich wie bei einem Zuckerwürfel. Dies kann zwar durch Nachbearbeitung (wie Einfärben oder Dampfglätten) deutlich verbessert werden, erreicht aber nicht die Glätte von SLA oder Spritzguss.
3. Erforderliche Abkühlzeit:
Ein wesentlicher Teil des MJF-Arbeitsablaufs ist der kontrollierte Kühlzyklus. Die Baueinheit muss über einen Zeitraum abkühlen, der in etwa der Druckzeit entspricht, um Verformungen zu vermeiden und optimale Teileeigenschaften zu gewährleisten. Das bedeutet, dass selbst wenn ein Druckauftrag nach 12 Stunden abgeschlossen ist, die Teile erst nach weiteren 12 Stunden entnommen und gereinigt werden können, was sich auf die tatsächliche "Time-to-Part" auswirkt.
4. Nicht ideal für sehr große Teile:
Das Bauvolumen von MJF-Maschinen ist großzügig, aber begrenzt (z. B. 380 x 284 x 380 mm bei der Serie 5200 von HP). Für Teile, die diese Abmessungen überschreiten, müssen sie in kleinere Teile zerlegt und nach dem Druck zusammengesetzt werden, oder es muss eine andere Technologie mit einer größeren Bauplattform (wie FDM oder SLA im Großformat) verwendet werden.
5. Höhere Kosten für die Erstausstattung:
Für Unternehmen, die diese Technologie im eigenen Haus einsetzen wollen, sind die Anfangsinvestitionen in ein industrielles MJF-System (einschließlich Drucker, Verarbeitungsstation und Materialien) beträchtlich. Aus diesem Grund entscheiden sich viele Unternehmen dafür, die Technologie über einen Dienstleister wie uns zu nutzen.

Was sind die Designrichtlinien für den MJF 3D-Druck?
Die Konstruktion von Teilen speziell für MJF gewährleistet, dass Sie die bestmöglichen Ergebnisse in Bezug auf Qualität, Genauigkeit und Festigkeit erzielen. Durch die Einhaltung dieser Richtlinien werden Druckfehler minimiert und Ihre Teile für das Verfahren optimiert.
1. Wichtige Überlegungen zur Gestaltung:
① Wanddicke:
- Empfohlenes Minimum: 0,5 mm für sehr kleine Teile. Für robuste Teile ist eine Mindestwandstärke von 1 mm wird dringend empfohlen.
- Maximum: Vermeiden Sie zu dicke, massive Abschnitte, da sie überschüssige Wärme speichern können, was zu Ungenauigkeiten oder Verformungen führen kann. Hohlen Sie große Abschnitte nach Möglichkeit aus.
② Bohrungsgrößen und -durchmesser:
- Minimum: Bei vertikalen Löchern (senkrecht zu den Schichten) muss ein Mindestdurchmesser von 0,5 mm ist möglich.
- Bewährte Praxis: Entwerfen Sie die Löcher etwas größer als vorgesehen, um eine geringfügige Schrumpfung zu berücksichtigen. Bei Gewindelöchern ist es am besten, sie unterdimensioniert zu drucken und sie dann in der Nachbearbeitung zu schneiden, um eine optimale Gewindequalität zu erreichen.
③ Größe und Auflösung der Merkmale:
- Geprägte/geprägte Details: Bei Text- oder Oberflächendetails ist darauf zu achten, dass sie eine Mindesthöhe/Tiefe von 0,5 mm und einer Linienstärke von mindestens 0,5 mm deutlich lesbar sein.
- Kleinste Merkmale: MJF kann Merkmale bis zu 0,5 mm auflösen. Alles, was kleiner ist, wird möglicherweise nicht erfolgreich gedruckt.
④ Abstände für Baugruppen:
- Bei Teilen, die zusammenpassen oder sich bewegen müssen (z. B. Schnappverbindungen, Scharniere, ineinander greifende Teile), muss ein Mindestabstand von 0,4 mm wird empfohlen. Für Teile, die einen lockereren Sitz erfordern, erhöhen Sie diesen Wert auf 0,6 mm oder mehr.
⑤ Verziehen und große ebene Flächen:
- Sehr große, flache und dünne Oberflächen (wie eine große Grundplatte) können sich während des Abkühlungsprozesses verziehen.
- Milderung: Fügen Sie Rippen oder Zwickel hinzu, um die Steifigkeit zu erhöhen, oder richten Sie das Teil nach Möglichkeit in einem Winkel aus. Auch das Auflockern großer flacher Bereiche durch subtile Texturierung kann helfen.
⑥ Aushöhlungen und Fluchtlöcher:
- Um Material zu sparen, das Gewicht zu reduzieren und die Kosten zu senken, ist es sehr empfehlenswert, große, massive Modelle auszuhöhlen.
- Fluchtlöcher: Wenn ein Teil ausgehöhlt ist, müssen Sie muss mindestens zwei Austrittslöcher vorsehen, damit das nicht verschmolzene Pulver nach dem Druck entfernt werden kann. Der empfohlene Mindestdurchmesser für ein Entweichungsloch ist 2 mmDie Größe (4-5 mm) ist jedoch besser, um die Reinigung zu erleichtern.

2. Eine zusammenfassende Tabelle mit Gestaltungsempfehlungen:
| Merkmal | Empfohlenes Minimum | Beste Praxis |
|---|---|---|
| Wanddicke | 0,5 mm | 1,0 mm oder mehr |
| Loch-Durchmesser | 0,5 mm | 1,0 mm (Gewindebohrer für Gewinde) |
| Freiraum (Baugruppen) | 0,4 mm | 0,6 mm für lockere Passungen |
| Gravierte/geprägte Details | 0,5 mm Tiefe/Höhe | 1,0 mm für hohe Klarheit |
| Fluchtlöcher (zum Aushöhlen) | 2,0 mm Durchmesser (2 Löcher) | 4,0 mm+ Durchmesser |
Welche Nachbearbeitungsmöglichkeiten gibt es für MJF-Teile?
Die rohen MJF-Teile sind voll funktionsfähig, können aber durch eine Reihe von Nachbearbeitungsoptionen in Bezug auf Ästhetik, Oberflächenbeschaffenheit und spezifische Funktionseigenschaften verbessert werden.
1. Standard-Nachbearbeitung:
Pulverentfernung (Perlstrahlen): Dies ist ein Standardschritt, der für alle MJF-Teile erforderlich ist. Nachdem die Teile von dem losen Pulver befreit wurden, werden sie in einer Strahlkabine mit einem Strahlmittel wie Glasperlen sorgfältig gereinigt. Dadurch werden alle Pulverreste entfernt, und es entsteht eine saubere, matte, leicht strukturierte Oberfläche. Dies ist die Standardoberfläche für MJF-Teile.
2. Ästhetische und funktionelle Verbesserungen:
① Färben:
Dies ist die gängigste und kostengünstigste Art, MJF-Teile zu färben. Da das Grundmaterial porös ist, nimmt es den Farbstoff leicht an.
- Prozess: Die Teile werden in ein heißes Farbbad getaucht, das die Oberfläche durchdringt und eine tiefe, satte und dauerhafte Farbe erzeugt.
- Gemeinsame Farben: Schwarz ist die beliebteste Farbe, da sie ein sehr gleichmäßiges, professionelles Finish erzeugt, das kleinere Unvollkommenheiten verdeckt. Andere Farben wie Blau, Rot, Grün und Gelb sind ebenfalls erhältlich.
- Ergebnis: Eine kratzfeste Farbe, die nicht absplittert oder abblättert.
② Dampfglättung:
Dabei handelt es sich um eine transformative Nachbearbeitungstechnik, die das Oberflächenfinish drastisch verbessert.
- Prozess: Das Teil wird in einer kontrollierten Kammer einem verdampften Lösungsmittel ausgesetzt. Der Dampf schmilzt die äußere Oberfläche des Teils auf mikroskopischer Ebene, glättet die körnige Textur und versiegelt die Oberfläche.
- Ergebnis: Eine halbglänzende, glatte Oberfläche, die spritzgegossenem Kunststoff sehr ähnlich ist. Sie verbessert auch die Bruchdehnung und macht das Teil wasserdicht und leichter zu reinigen.
③ Malerei und Beschichtung:
Für spezielle Farbanforderungen (z. B. Pantone-Anpassung) oder besondere Schutzeigenschaften können MJF-Teile lackiert oder beschichtet werden.
- Prozess: Die Teile werden in der Regel zunächst grundiert, um eine einheitliche Basis zu schaffen, und dann mit Autolacken oder anderen Speziallacken lackiert. Beschichtungen wie Cerakote können aufgebracht werden, um die Härte, Verschleißfestigkeit und chemische Beständigkeit zu erhöhen.
- Ergebnis: Unbegrenzte Farboptionen und maßgeschneiderte Oberflächeneigenschaften.
④ Spanende Bearbeitung und Gewindeschneiden:
Für Merkmale, die eine extrem hohe Präzision erfordern, die der 3D-Druck nicht erreichen kann, können MJF-Teile sekundär bearbeitet werden.
- Prozess: Kritische Oberflächen können gefräst oder gedreht werden, und Löcher können gebohrt und mit Gewinde versehen werden, um starke, zuverlässige Gewinde für Metallschrauben zu schaffen.
- Ergebnis: Ein hybrides Teil, das die Designfreiheit von MJF mit der Präzision der traditionellen subtraktiven Fertigung kombiniert.
Häufig gestellte Fragen zum MJF 3D-Druck
Die Vorlaufzeiten können je nach Teilegröße, Menge und erforderlicher Nachbearbeitung variieren. Aufgrund der Schnelligkeit der Technologie betragen die Standardvorlaufzeiten für Teile mit standardmäßiger perlgestrahlter Oberfläche jedoch oft nur 3 bis 5 Arbeitstage.
MJF-Teile sind außergewöhnlich fest und haltbar, insbesondere die aus PA 12 und PA 11 hergestellten. Ihre nahezu isotropen Eigenschaften bedeuten, dass sie bei Beanspruchung aus jeder Richtung zuverlässig sind, was sie für anspruchsvolle Funktionsanwendungen und Endverbrauchsteile geeignet macht.
Ein rohes, perlgestrahltes MJF-Teil hat eine matte, graue Oberfläche mit einer leicht körnigen Textur, die oft mit einem Zuckerwürfel oder sehr feinem Schleifpapier verglichen wird. Diese Oberfläche kann durch Nachbearbeitung, wie z. B. Dampfglätten, erheblich verbessert werden.
Ein MJF-Rohteil weist eine gewisse Mikroporosität auf und ist nicht garantiert wasserdicht. Durch einen Nachbearbeitungsschritt wie das Dampfglätten wird die Oberfläche jedoch versiegelt, wodurch das Teil wasserdicht und für Anwendungen mit Flüssigkeiten geeignet wird.
Im Vergleich zu vielen anderen Herstellungsverfahren zeichnet sich MJF durch eine hohe Nachhaltigkeit aus. Die hohe Wiederverwendbarkeitsrate des Pulvers (oft 80% oder mehr) reduziert den Materialabfall erheblich. Darüber hinaus wird durch die Produktion von Teilen auf Abruf die Verschwendung durch Überproduktion und veraltete Bestände, wie sie in der traditionellen Fertigung üblich sind, vermieden.

Warum sollten Sie uns für Ihre MJF-3D-Druckbedürfnisse wählen?
Unser Team verfügt über umfassende Erfahrung mit der Multi Jet Fusion (MJF)-Technologie. Von der frühen Phase des Prototypings bis zur endgültigen Produktion bieten wir eine Anleitung zum Design-for-Manufacturing (DFM), um sicherzustellen, dass Ihre Teile sowohl funktional als auch kostengünstig sind.
Wir verwenden fortschrittliche HP Jet Fusion-Drucker, um hochauflösende, maßgenaue und wiederholbare Teile zu liefern. Ganz gleich, ob Sie einen einzelnen Prototyp oder eine große Produktionsserie benötigen, wir haben die Kapazität und Präzision, um Ihre Anforderungen zu erfüllen.
Wir bieten eine Auswahl an leistungsstarken MJF-Materialien, darunter PA 11, PA 12, PA 12 GB und flexibles TPU. Alle Materialien werden sorgfältig ausgewählt, um mechanische Festigkeit, Langlebigkeit und eine hervorragende Oberflächenbeschaffenheit zu gewährleisten.
Dank unserer eigenen Produktion und optimierter Arbeitsabläufe können wir Teile schnell liefern - oft innerhalb von 3 bis 7 Tagen, je nach Komplexität und Volumen -, so dass sich Ihr Projekt nicht verzögert.
Vom Dampfglätten und Färben bis hin zur Nachbearbeitung und Montage bieten wir eine Reihe von Veredelungsdienstleistungen an, damit Ihre MJF-Teile sowohl funktionalen als auch ästhetischen Anforderungen gerecht werden.
Wir bedienen Kunden weltweit mit zuverlässiger Logistik und englischsprachigem technischen Support. Ihre Fragen werden innerhalb von 12 Stunden beantwortet - garantiert.

Nahaufnahme von bunten Plastikbausteinen in verschiedenen Farben, darunter Lila, Blau, Grün und Gelb, die zusammengestapelt sind.
Mehr darüber, wie Hersteller Kosten bei der Herstellung von Spritzgussteilen effektiv senken können?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Wichtige Erkenntnisse – Die Formgenauigkeit wird in jeder Phase bestimmt: Bauteilkonstruktion, Formkonstruktion, Stahlauswahl, Bearbeitung, Montage und Prozesskontrolle – eine Schwäche in jeder Phase schränkt die Gesamtgenauigkeit ein. – Richtig

Was ist eine Hochgeschwindigkeits-Spritzgießmaschine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

