 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießen ist ein wichtiges Fertigungsverfahren, das heute zur Herstellung von Teilen für eine breite Palette von Produkten eingesetzt wird. Bei diesem Verfahren arbeiten Angusskanäle und Anschnitte zusammen, um Effizienz und hohe Qualität zu gewährleisten. Das Verständnis dieser Komponenten ist ein Muss für jeden, der sich mit dem Spritzgießen beschäftigt, egal ob Sie ein Designer, ein Maschinenbauingenieur oder einfach nur ein Fan sind. In diesem Blogbeitrag werden wir uns eingehend mit dem Thema Angusskanäle und -verschlüsse befassen und untersuchen, wie sie funktionieren, welche verschiedenen Typen es gibt, wie sie konstruiert sind und wie sie sich auf die Gesamtleistung auswirken. Spritzgießprozess.

Läufer
Angusskanäle in einem Spritzgussverfahren sind die Kanäle, durch die das Kunststoffmaterial fließt. Die Fähigkeiten und das handwerkliche Geschick bei der Herstellung der Angusskanäle haben großen Einfluss auf einige wichtige Faktoren wie die Qualität des Gusses, den Gusszyklus und die Kosten der Einrichtung.

Die Angusskanäle sind die Hauptkanäle, die den geschmolzenen Kunststoff von der Düse der Spritzgießmaschine transportieren. Diese Kanäle sind die Transportsysteme zum Anschnitt und dienen als Wege für die Kunststoffschmelze. Sie sollten möglichst kurz und wenig gekrümmt sein, damit sie weniger Widerstand leisten und weniger Wärmeverluste verursachen. Die Angusskanäle haben in der Regel eine dreieckige oder kreisförmige Form.
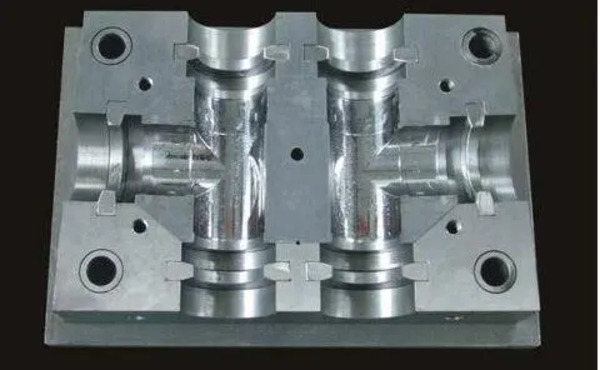
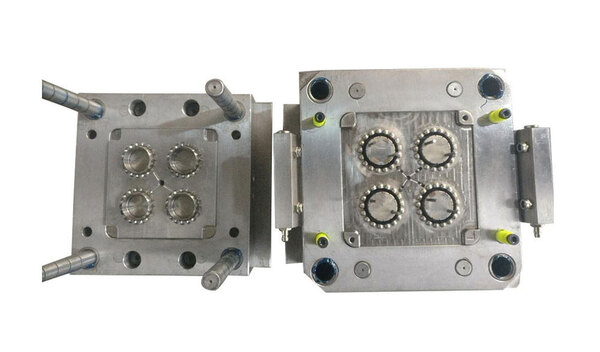
Bei Werkzeugen mit mehreren Kavitäten ist die Auswahl der Angusskanäle wichtig, um die Maßhaltigkeit der Teile zu gewährleisten. Die Abbildung unten zeigt eine typische Angussanordnung für ein Mehrkavitätenwerkzeug.

Klassifizierung von Läufern
Das Design der Angusskanäle für Kunststoffformen umfasst hauptsächlich lineare, kreisförmige, punktförmige und fächerförmige. Unter ihnen sind lineare und kreisförmige Angusskanäle die beiden gängigsten Typen.
Bei linearen Angusskanälen fließt das geschmolzene Kunststoffmaterial durch lineare Kanäle in den Formhohlraum. Sie zeichnen sich durch ihre Einfachheit, leichte Herstellung und hohe Produktionseffizienz aus. Allerdings neigen lineare Angusskanäle dazu, tote Stellen zu hinterlassen, Blasen zu erzeugen und Bruchstellen zu beseitigen, weshalb sie in der Regel nicht für hochpräzise Produkte verwendet werden.
Kreisförmige Angusskanäle sind jedoch anders. Sie verlaufen um den gesamten Formhohlraum herum, wobei die linearen Angüsse aus verschiedenen Richtungen kommen. Sie haben Vorteile. Sie lassen den Kunststoff gleichmäßiger schmelzen und sorgen für einen gleichmäßigeren Druck. Aber sie sind komplizierter zu entwerfen und herzustellen. Und sie können Probleme verursachen. Sie passen nicht richtig. Und sie können einen Anguss erzeugen.

Grundsätze der Laufradgestaltung
1. Vermeiden Sie zu viele Drehungen und Wendungen. Diese erhöhen die Defekte und den Fließwiderstand, die mit einer übermäßig komplizierten Teilegeometrie und dem Fließen von Kunststoffen einhergehen.
2. Verwenden Sie einen kürzeren Schneckenrückzug, um den Einspritzzyklus und die Formfüllzeit zu verkürzen.
3. Verjüngen Sie die Größe der Angusskanäle nach und nach, um Luftblasen zu vermeiden und den Kunststofffluss aufrechtzuerhalten.
4. Vergewissern Sie sich, dass die Verbindung zwischen dem Formhohlraum und dem Angusskanal richtig ist, um Stöße und Kompressionen beim Auffüllen des Polymers zu minimieren, was zu einer besser aussehenden Oberfläche und weniger Fehlern führt.
Gängige Laufradtypen
1. Düsentyp (Punkt) Läufer
Bei den Düsenanläufen sind mehrere Düsen mit dem Formhohlraum verbunden, die an den Düsenausgängen winzige Punkte bilden und sich für die Herstellung kleiner oder sehr feiner Kunststoffprodukte eignen.
2. Heißkanal
Heißkanäle erhitzen den Kunststoff mit Heizrohren in einen flüssigen Zustand und spritzen ihn dann durch eine Düse in den Formhohlraum. Sie vermeiden Probleme wie Blasenbildung und Schrumpfung und sind daher für die Herstellung hochpräziser Kunststoffprodukte geeignet.

3. Grabenläufer
Grabenkanäle sind tiefe, in die Form eingearbeitete Nuten, durch die das geschmolzene Material über Abzweigrohre in verschiedene Hohlräume geleitet wird. Sie bieten Vorteile wie kurze Kanallängen und hohe Glätte und eignen sich für große, lange oder dickwandige Produkte.
4. Fächerförmiger Läufer
Fächerförmige Kufen teilen die Kufe in mehrere Abzweigungen, die jeweils einen anderen Winkel aufweisen. Dadurch wird sichergestellt, dass das geschmolzene Material gleichmäßig in den verschiedenen Kavitäten verteilt wird. Er eignet sich für die Herstellung von Kunststofferzeugnissen mit mehreren Kavitäten.

Pforten
Wenn es um Toranlagen geht, ist das Design das A und O. Sie müssen entscheiden, wo Sie die Tore aufstellen wollen, wie viele es sein werden, wie sie aussehen und wie groß sie sein sollen. Die Hauptaufgaben der Tore sind:
Um zu kontrollieren, wie viel geschmolzener Kunststoff in den Formhohlraum gelangt und wohin er fließt.
Damit der Kunststoff im Formhohlraum verbleibt und nicht wieder in die Angüsse zurückfließt, bevor er hart geworden ist.
Wärme erzeugen, indem man den Kunststoff zusammendrückt und ihn an sich selbst reiben lässt.
Damit Sie die Kufen leicht loswerden können, wenn das Produkt hart geworden ist und Sie sie nicht mehr brauchen.
Klassifizierung
Spritzgussform Tore werden in nicht restriktive Tore und restriktive Tore unterteilt.
1. Nicht-restriktives Tor
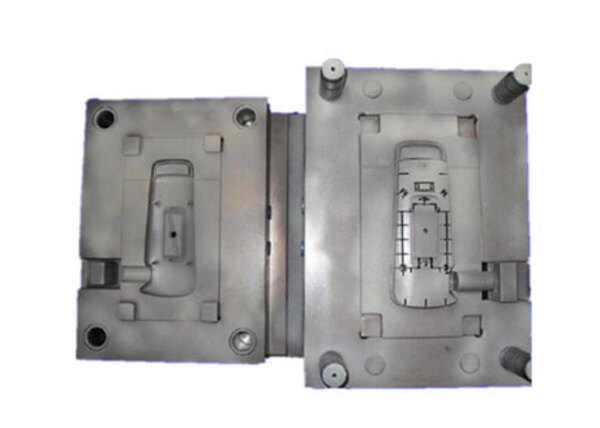
Die Abbildung unten zeigt nicht restriktive Anschnitte, die auch als direkte Anschnitte bezeichnet werden. Diese Art von Anschnitt hat ein einfaches Formdesign, eine einfache Bedienung und Formgebung und reduziert die Schwindung. Diese Art von Anschnitt erhöht jedoch die Zykluszeit und ist anfällig für Formteilfehler wie Risse, Verzug und Eigenspannungen.

2. Restriktives Tor
Aufgrund des kleinen Querschnitts sind restriktive Schieber in der Regel so konzipiert, dass sie schnell erstarren. Die Vorteile von restriktiven Toren sind:
① Geringere Eigenspannung und Verformung um den Anschnitt herum, wodurch Formfehler wie Risse, Verzug und Verformung reduziert werden.
② Geringerer Einspritzdruck im Formhohlraum, wodurch eine größere Projektionsfläche des Produkts möglich ist.
③ Schnellere Schließzeit des Anschnitts, wodurch der Formungszyklus verkürzt wird.
④ Bessere Produktqualität durch Vermeidung von Nachbearbeitung.
Sechs Arten von restriktiven Toren
① Seitentor
Die Dicke eines seitlichen Anschnitts beträgt in der Regel 30%-40% der Wanddicke des Teils. Seine Breite beträgt etwa das Dreifache der Wandstärke des Teils. Seitenanschnitte können bei fast allen Kunststoffen verwendet werden. Überlappende Anschnitte und Speichenanschnitte sind Variationen von Seitenanschnittkonstruktionen.
② Lüftertor
Fächertore werden für flache Produkte verwendet und haben einen breiten, flachen Querschnitt, der Anschnittfehler effektiv eliminiert.

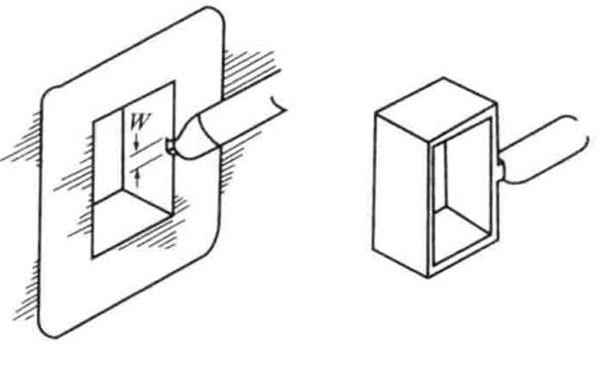
③ Filmtor
Die Abbildung unten zeigt ein typisches Filmtor-Design. Er hat die gleiche Breite wie das Teil, ist aber viel dünner. Folienanschnitte eliminieren, ebenso wie Fächeranschnitte, effektiv Spannungen und Verformungen des Teils.

④ Scheibentor
Dünne Scheibenanschnitte werden verwendet, um scheiben- oder ringförmige Teile zu umgeben, um die Bildung von Schweißnähten zu verhindern. Eine Variante des Scheibenanschnitts ist der Ringanschnitt.

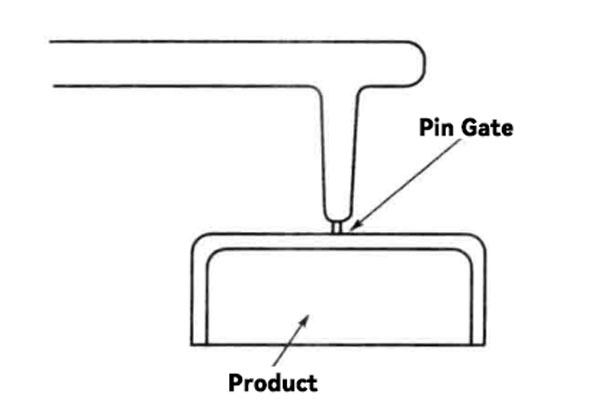
⑤ Pin Gate
Stiftanschnitte befinden sich in der Regel in der Mitte des Bauteils und werden häufig für Mehrpunktanschnitte verwendet. Aufgrund ihres kleinen Durchmessers, in der Regel 0,8-1,2 mm, kann ein hoher Fließwiderstand auftreten. Um eine Unterfüllung zu vermeiden, werden Kunststoffe mit niedriger Viskosität oder hohe Einspritzdrücke empfohlen.
Merkmale von Pin Gates:
- Weniger strenge Auswahl des Torstandortes
- Geringe Eigenspannung um den Anschnitt
- Einfacherer Anschnittausgleich für Mehrkavitätenwerkzeuge
- Bei Produkten mit großen projizierten Flächen reduzieren mehrere Pin-Gates effektiv die Produktverformung
- Stiftanschnitte sind leicht zu beschneiden, und bei Drei-Platten-Formen ist das automatische Beschneiden der Anschnitte leicht möglich, so dass
- Einfache Trennung von Produkt und Tor.
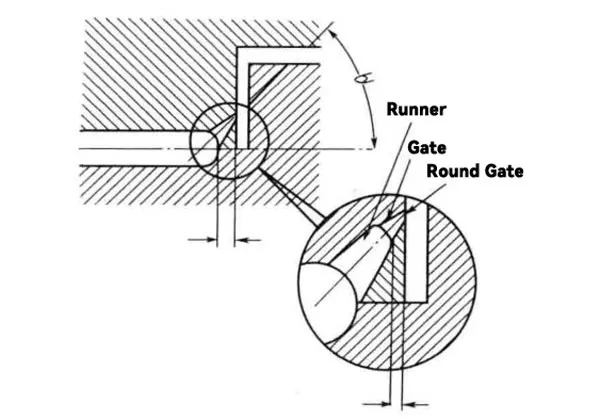
⑥ U-Boot-Tor
Hier ist ein Bild von U-Boot-Anschnitten. Normalerweise befindet sich der Anschnitt auf der Trennfläche der Form. Während der Anguss auf der Trennebene liegt, befindet sich der Anschnitt normalerweise auf der beweglichen oder festen Platte der Form und manchmal auch auf der Kavität. Das Gute an Unterwasser-Angüssen ist, dass sie sogar bei Zwei-Platten-Werkzeugen verwendet werden können, obwohl sie wie Nadelangüsse funktionieren. Der Anschnitt fällt automatisch ab, wenn Sie das geformte Produkt auswerfen.
Gate-Balance
Bei Werkzeugen mit mehreren Kavitäten ist es wichtig, eine gleichmäßige Füllung der einzelnen Kavitäten mit geschmolzenem Kunststoff zu erreichen. Da der Polymerdruck abfällt, wenn die Kunststoffschmelze vom Anguss bis zum Ende der Kavität fließt, sollte der Angussausgleich die Länge, Breite und Tiefe des Angusses optimieren.
Ausgewogene Anguss- und Angusskanaldesigns können Formteilfehler wie Fließspuren, Schrumpfung, Unterfüllung, Maßschwankungen und Gewichtsschwankungen während des eigentlichen Formens verhindern.
Grundsätze für die Gestaltung von Anschnitten in Spritzgussformen
1. Das Tor sollte so angebracht werden, dass es keine Spuren hinterlässt oder wichtige Teile des Produkts beschädigt.
2. Machen Sie den Anschnitt einfach, damit der Kunststoff reibungslos fließt und keine Blasen oder Löcher hinterlässt.
3. Der Anschnitt muss die richtige Größe für das Produkt haben. Wenn er zu groß ist, dauert es zu lange, bis die Form gefüllt ist. Wenn er zu klein ist, müssen Sie zu viel Druck ausüben, um den Kunststoff in die Form zu bekommen.
4. Die Stelle, an der das Tor auf das Produkt trifft, sollte so glatt wie möglich sein, um beim Zuschneiden keine Spuren zu hinterlassen und kein Material zu verlieren.
5. Es sollten so wenig Anschnitte wie möglich verwendet werden, da mehrere Anschnitte dazu führen können, dass der Kunststoff ungleichmäßig fließt, wodurch die Teile unterschiedlich groß werden.

Überlegungen
Zu den grundlegenden Faktoren, die bei der Positionierung von Anschnitten zu berücksichtigen sind, gehören die Konstruktion der Teile, der Durchfluss und die Anforderungen an die Verwendung des Endprodukts. Beachten Sie die folgenden Punkte:
1. Um sicherzustellen, dass der Druckverlust so gering wie möglich ist, sollte der Anschnitt so nah wie möglich am großen Teil platziert werden. Dadurch kühlt die Fließfront des Harzes weniger ab, was zu einer besseren Schweißnaht führt. Die Größe des Anschnitts sollte so gewählt werden, dass das Harz die Form mit einem angemessenen Druck und einer angemessenen Geschwindigkeit füllen kann.
2. Die Übergangslänge des Tores sollte so kurz wie möglich sein.
3. Der Kollisionsanschnitt trägt dazu bei, dass die einströmende Flüssigkeit direkt gegen die Wand oder den Kern des Formhohlraums fließt, um Verwirbelungen zu vermeiden.
4. Um zu vermeiden, dass Luft in das Harz gelangt, stellen Sie sicher, dass die Luft aus dem Harzfluss vom Anschnitt in die Entlüftungsrille fließt.
5. Bringen Sie den Anschnitt dort an, wo das Harz von den dickwandigen Bereichen zu den dünnwandigen Bereichen fließen kann; halten Sie die Schweißnähte niedrig und halten Sie sich von den Stoß- und Spannungsbereichen fern.
6. Um Verwirbelungen, Strahlenflecken und Lichthöfe zu vermeiden, sollten Sie darauf achten, dass der Anschnitt den richtigen Winkel zum Läufer hat.

7. Wenn Sie direkt auf die dekorativen Oberflächen schießen, können Sie Oberflächenfehler bekommen.
Design Checks für Läufer und Tore
(1) Ist eine Auswuchtung des Läufers erforderlich?
(2) Stimmt der Spitzendurchmesser des Anschnitts mit dem Durchmesser des Spritzgießen Maschinendüse?
(3) Entspricht die Anschnittdicke den Durchflussanforderungen?
(4) Ist die Querschnittsform des Läufers angemessen?
(5) Wie groß ist die Querschnittsfläche des Läufers?
(6) Wie groß ist der durchschnittliche hydraulische Radius des Läufers?
(7) Wie hoch ist das Gewicht des Läufers?
(8) Ist das Ziehen des Läufers erforderlich?

(9) Ist das Verhältnis zwischen dem Ziehen des Läufers und dem Tor angemessen?
(10) Kann der Läufer reibungslos entformt werden?
(11) Kann der Läufer problemlos hinausgeworfen werden?
(12) Wie wird der Läufer entfernt? (Freier Fall, Entnahmeroboter (Richtung))
(13) Ist die Position des Tores angemessen?
(14) Ist die Anzahl der Gates angemessen?
(15) Ist die Gate-Methode angemessen?
(16) Können die Positionen des Auftretens von Schweißnähten vorhergesagt werden?
(17) Kann die Position des Auftretens von Dellen vorhergesagt werden?
(18) Wie groß ist der Querschnitt des Tores?

(19) Ist die Methode zum Schneiden der Tore klar?
(20) Ist ein Qualitätsmanagement nach dem Schneiden der Tore möglich?
(21) Wie hoch ist die Lebensdauer des Tores?
(22) Muss das Torteil in einzelne Teile vorgetrennt werden?
(23) Ist die Methode zur Messung der Bearbeitungsmaße des Anschnittteils klar?
(24) Aus welchem Material besteht die Form des Anschnittteils?
(25) Wie hoch ist die Härte des Torteils?

Schlussfolgerung
Angüsse und Anschnitte in Spritzgießwerkzeugen sind wichtig für die SpritzgießprozessAber es ist wichtig, den Unterschied zwischen den beiden zu kennen. Angusskanäle sind gewundene Kanäle, die dazu dienen, den geschmolzenen Kunststoff von der Spritzgussmaschine in den Formhohlraum zu leiten, um Produkte zu formen. Anschnitte sind Kanäle, die direkt von der Spritzgießmaschine zur Form führen. Sie werden verwendet, um das Kunststoffgranulat in der Spritzgießmaschine zu schmelzen und dann das geschmolzene Material in die Form zu spritzen, um Produkte zu formen. Die richtige Konstruktion der Angusskanäle und die Kontrolle der Anschnitte sind beim Spritzgießen wichtig, um eine gute Qualität der Produkte und eine effiziente Produktion zu gewährleisten. Sie sind für die Herstellung von Kunststoffprodukten unerlässlich.
Auch, Spritzgussformdesign müssen Anschnitt- und Angussdesign berücksichtigen. Dazu gehören Produktanforderungen, Materialeigenschaften und Anforderungen an den Spritzgießprozess, um die beste Produktqualität zu erreichen. In der Praxis sollten wir die Konstruktion auf der Grundlage der tatsächlichen Bedingungen anpassen und optimieren, um die Konstruktionsleistung kontinuierlich zu verbessern und zu steigern.







