 Zum Inhalt springen
Zum Inhalt springen 

Spritzgussformen sind ein gängiges industrielles Fertigungswerkzeug, das bei der Herstellung von Kunststoffprodukten weit verbreitet ist. Dabei wird Kunststoff erhitzt, bis er schmilzt, in eine Form gespritzt und dann abgekühlt und in der gewünschten Form verfestigt. Spritzgussformen sind für ihre Effizienz, Präzision und gute Wiederholbarkeit bekannt, wodurch sie in Branchen wie Automobilbau, Elektronik, Haushaltsgeräte und medizinische Geräte weit verbreitet sind. In diesem Artikel werden die Grundlagen von Spritzgießwerkzeugen vorgestellt, einschließlich Typen, Strukturen, Konstruktionsprinzipien, Materialauswahl und mehr.

Ⅰ. Was ist eine Spritzgussform?
Eine Spritzgussform ist ein Werkzeug, das zur Herstellung von Kunststoffprodukten verwendet wird. Es gibt ihnen ihre Form und Größe. Das Spritzgießen ist ein Verfahren zur Herstellung vieler Teile, die die gleiche Form haben. Dazu wird Kunststoff geschmolzen und in eine Form gegeben. Der Kunststoff kühlt ab und wird zu einem festen Material. Viele Dinge, die wir jeden Tag benutzen, wie Computer, Telefone und Autoteile, werden mit Spritzgussformen hergestellt. Die wichtigsten Voraussetzungen für die Herstellung von Spritzgussteilen sind ein Spritzgießen Maschine und einer Form.

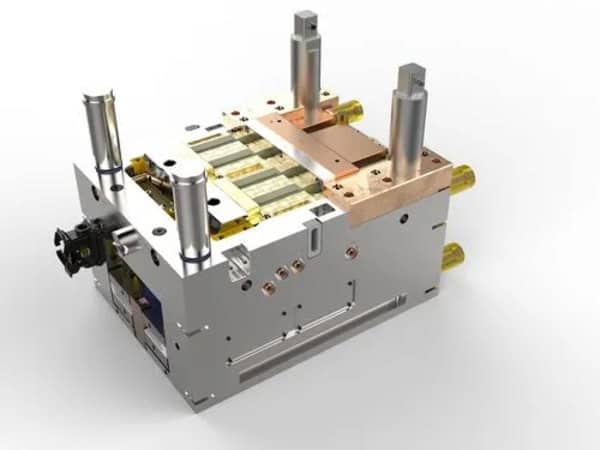
Ⅱ. Bestandteile einer Spritzgussform
1. Angusssystem für Spritzgussformen
Das Angusssystem einer Spritzgießform ist der Durchgang, durch den das Kunststoffmaterial von der Düse der Spritzgießmaschine zum Produkt fließt. Es umfasst den Hauptkanal, Unterkanäle, Kaltkanäle und Anschnitte und kann auch Heißkanalsysteme umfassen, die direkt auf die Oberfläche des Produkts spritzen.
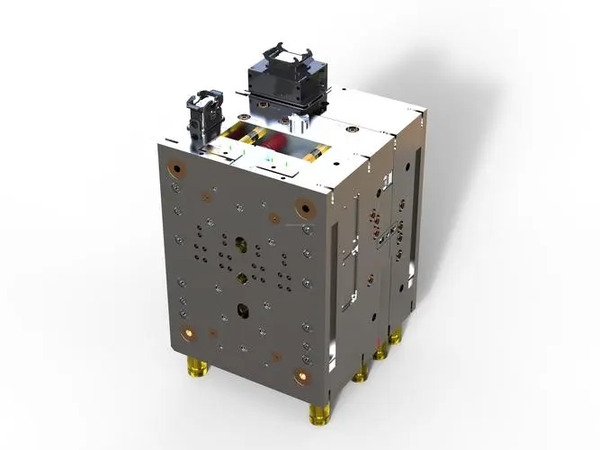
2. Spritzgussform Rahmen
Der Formrahmen, auch Formbasis genannt, ist die Hauptbaugruppe der Form, auf der alle Komponenten montiert werden. Er fixiert die Form präzise auf der Spritzgießmaschine und schließt den Einspritzvorgang ab.

3. Sektion Formhohlraumbildung
Der Formhohlraum ist ein abgedichteter Raum, der durch die Kombination von Formkern und -hohlraum, Schiebern, Winkelstiften, Einsätzen und anderen Komponenten entsprechend der Struktur des Kunststoffprodukts gebildet wird. Der Kunststoff tritt unter dem Druck der Spritzgießmaschine in diesen abgedichteten Hohlraum ein und verfestigt sich, um das eigentliche Produkt mit der gleichen strukturellen Form wie geplant zu bilden. Dieser abgedichtete Raum ist der Formhohlraum.
4. Kühlsystem für die Form
Heißer Kunststoff füllt die Form mit hohen Temperaturen und muss schnell abkühlen, damit das Kunststoffteil aushärten kann. Um die Temperaturanforderungen des Einspritzvorgangs zu erfüllen, wird die Temperatur des Werkzeugs durch ein Temperatursteuerungssystem geregelt. Für Thermoplast-Spritzgießformen sind Kühlsysteme vorgesehen, um die Form zu kühlen. Zu den üblichen Kühlmethoden gehört das Öffnen von Kühlwasserkanälen im Inneren der Form, um die Wärme durch zirkulierendes Wasser abzuführen; die Erwärmung der Form kann auch durch die Verwendung von heißem Wasser oder Dampf erreicht werden. Neben der Kühlung kann das Kühlsystem auch zur Kontrolle der Produktverformung eingesetzt werden.
5. Werkzeug-Positionierungssystem
Das Positionierungssystem einer Spritzgießform hat in der Regel drei Positionierungsebenen. Die erste Ebene ist die Führungssäulenpositionierung, die hauptsächlich für die grobe Positionierung der vorderen und hinteren Form über große Entfernungen verwendet wird; die zweite Ebene ist die rechtwinklige Blockpositionierung, auch bekannt als Seitenverriegelungspositionierung, die für die Positionierung der vorderen und hinteren Formbasen verwendet wird; die dritte Ebene ist die präzise Positionierung der vorderen und hinteren Formkerne, und jede Ebene ist präziser als die vorherige.
6. Spritzgussform-Auswerfersystem
Sobald sich das Werkzeug öffnet, muss sichergestellt werden, dass das Teil auf der Rückseite der Hinterform bleibt und dort festgehalten wird. Das Auswerfersystem nutzt die von der Auswerferstange der Spritzgießmaschine übertragene Auswerfkraft und die an der Auswerferplatte der Form installierten Mechanismen, um das Teil von der Rückseite des Hinterformkerns abzustoßen, so dass es von der Formoberfläche genommen werden kann. Der Auswerfermechanismus umfasst Auswerferstifte, Hülsen, Auswerferplatten, Winkelstifte usw.

7. Entlüftungssystem für Spritzgussformen
Das Entlüftungssystem der Form ist für die Konstruktion der Form sehr wichtig. Wenn geschmolzener Kunststoff den Formhohlraum sehr schnell füllt, muss die Luft im Hohlraum schnell ausgestoßen werden, damit der geschmolzene Kunststoff reibungslos fließen kann. Die Einspritzgeschwindigkeit kann so hoch sein wie die eines Geschosses, daher ist ein schnelles und effektives Entlüftungssystem sehr wichtig. Die Gasentlüftung hängt hauptsächlich von folgenden Faktoren ab: Abstand der Auswerferstifte, Abstand der Einsätze, Abstand der Entlüftungseinsätze und Entlüftung der Trennelemente.

Ⅲ. Klassifizierung von Spritzgießwerkzeugen
1. Basierend auf dem Formgebungsverfahren: Heißkanalformen und Kaltkanalformen.
2. Basierend auf dem Formmaterial: Metallformen und nichtmetallische Formen.
3. Basierend auf dem Produktionsvolumen: Prototyp-Formen (einfache Formen) und Produktionsformen.
4. Basierend auf den Materialien der Form: weiche und harte Schimmelpilze.
5. Basierend auf der Produktform:
- Flache Formen: für die Herstellung von flachen Produkten, wie Abdeckungen, Platten usw.
- Formen für lange Bänder: für die Herstellung langer bandförmiger Produkte wie Rohre, Kabelkanäle usw.
- Kastenformen: für die Herstellung von Produkten mit einem bestimmten Volumen, wie Schachteln, Behälter usw.

6. Basierend auf der Struktur der Form:
- Ein-Kavitäten-Werkzeuge: nur eine Kavität, geeignet für die Herstellung eines Produkts.
- Mehrkavitäten-Werkzeuge: mehrere identische Kavitäten, die mehrere Produkte gleichzeitig herstellen können.
- Mehrkomponenten-Werkzeuge: können mehrere Materialien gleichzeitig einspritzen und so Verbundprodukte herstellen.
Ⅳ. Spritzgussform-Design
1. Konstruktionsgrundlage, Maßhaltigkeit und Korrektheit der zugehörigen Maße
Bestimmen Sie anhand der spezifischen Anforderungen und Funktionen Ihrer Kunststoffprodukte, zu welcher Kategorie sie gehören. Spielzeug zum Beispiel sind Kunststoffprodukte, die eine hohe ästhetische Qualität erfordern, aber nicht maßgenau sein müssen. Funktionelle Kunststofferzeugnisse hingegen müssen maßgenau sein. Kameras sind Kunststoffprodukte, die sowohl ästhetisch ansprechend als auch maßhaltig sein müssen. Ist der Entformungswinkel angemessen? Der Entformungswinkel wirkt sich direkt auf die Entformung und die Qualität Ihrer Kunststofferzeugnisse aus. Mit anderen Worten: Er bestimmt, ob der Einspritzvorgang reibungslos ablaufen kann.

Es gibt einige Punkte, die Sie bei der Bestimmung eines angemessenen Entlastungswinkels berücksichtigen sollten: Ist der Entformungswinkel ausreichend? Der Entformungswinkel sollte mit der Spalt- oder Trennfläche Ihres Kunststoffprodukts während des Formens kompatibel sein. Beeinträchtigt er das Aussehen und die Maßhaltigkeit Ihres Produkts? Wird er die Festigkeit bestimmter Teile Ihres Kunststofferzeugnisses beeinträchtigen?
2. Vorentwurf, Analyse und Aufschluss von Zeichnungen und Mustern von Kunststoffprodukten
① Geometrische Merkmale des Produkts.
② Produktabmessungen und Toleranzen.
③ Technische Anforderungen an das Produkt.
④ Arten und Qualitäten von Kunststoffteilchen.
⑤ Anforderungen an das Erscheinungsbild des Produkts.
⑥ Normen für die Produktkontrolle.

3. Bestimmung der Hohlraumanzahl und der Anordnung der Hohlräume
① Wird das maximale Einspritzvolumen der Einspritzmaschine eingehalten?
② Wird die Schließkraft der Spritzgussmaschine eingehalten?
③ Entsprechen die Außenmaße der Form den Anforderungen der Maschine?
Produktgenauigkeit, Farbe.
④ Gibt es seitliche Kerne am Produkt und wie werden diese gehandhabt?
⑤ Produktionscharge der Produkte.
⑥ Wirtschaftlicher Nutzen (Produktionswert pro Form).
⑦ Bewertung des Schimmelpilzzyklus.

4. Bestimmung der Trennebene
① Minimierung der Auswirkungen auf das Erscheinungsbild.
② Sicherstellung der Produktgenauigkeit und Erleichterung der nachfolgenden Bearbeitung der Form.
③ Erleichterung des Entwurfs des Anschnittsystems, des Entlüftungssystems und des Kühlsystems.
④ Erleichtert das Öffnen der Form (Spalten, Entformen), um sicherzustellen, dass das Produkt während des Öffnens auf der beweglichen Seite der Form bleibt.
5. Entwurf des Gating-Systems
Die Planung des Anschnittsystems umfasst die Auswahl des Hauptkanals, die Entscheidung über die Form und Größe der Unterkanäle, die Auswahl der Anschnittstellen, die Bestimmung des Anschnitttyps und die Auswahl der Anschnittquerschnittsfläche. Wenn Sie einen Punktanschnitt verwenden, müssen Sie auch überlegen, wie Sie den Anschnitt entfernen können, damit die Unterkufen abreißen. Bei der Planung des Anschnittsystems ist der erste Schritt die Wahl des Anschnittortes. Die Position des Anschnitts wirkt sich direkt auf die Qualität des Produkts und den reibungslosen Ablauf des Einspritzvorgangs aus. Die Position des Anschnitts sollte nach folgenden Grundsätzen gewählt werden:

① Die Anschnitte sollten sich auf der Trennfläche befinden, damit die Form während der Bearbeitung und des Gebrauchs leicht gereinigt werden kann.
② Der Abstand zwischen der Anschnittposition und den verschiedenen Teilen der Kavität sollte so gleichmäßig wie möglich sein, und der Fließweg sollte so kurz wie möglich sein.
③ Die Anschnittposition sollte sicherstellen, dass der Kunststoff beim Eintritt in die Kavität gleichmäßig in breite und dickwandige Teile der Kavität fließt, um einen reibungslosen Ablauf zu ermöglichen.
④ Die Anschnittposition sollte an der dicksten Stelle des Kunststoffteils eingestellt werden.
⑤ Achten Sie darauf, dass der Kunststoff beim Fließen nicht direkt auf die Wände, Kerne oder Einsätze trifft. Lassen Sie den Kunststoff so schnell wie möglich in alle Teile der Kavität fließen und achten Sie darauf, dass die Kerne oder Einsätze nicht verbogen werden.
⑥ Machen Sie die Schweißlinien so klein wie möglich oder setzen Sie sie an Stellen, die nicht wichtig sind.
⑦ Gestalten Sie den Anschnitt und die Art und Weise, wie der Kunststoff in die Kavität fließt, so, dass der Kunststoff überall in der Kavität in die gleiche Richtung fließt und dass die Luft aus der Kavität entweichen kann.

6. Auslegung des Entlüftungssystems
Das Entlüftungssystem ist sehr wichtig, um die Qualität der geformten Produkte zu gewährleisten:
① Verwenden Sie Entlüftungsnuten, normalerweise am Ende des zu füllenden Hohlraums. Die Tiefe der Entlüftungsrille variiert je nach Kunststoff und richtet sich in der Regel nach dem maximal zulässigen Spalt für Kunststoff ohne Gratbildung, z. B. POM unter 0,02.
② Verwenden Sie zum Entlüften den Abstand zwischen der Druckstange des Kerneinsatzes oder der Nadel des Entlüftungseinsatzes.
③ Um eine Vakuumverformung des Produkts während des Ausstoßens zu verhindern, müssen Entlüftungsöffnungen eingerichtet werden.
④ Um zu verhindern, dass das Produkt durch das Vakuum im Hohlraum adsorbiert wird, müssen Luftpolster vorgesehen werden.
7. Auslegung des Kühlsystems
Die Auslegung des Kühlsystems ist eine komplexe Aufgabe. Dabei muss berücksichtigt werden, wie gut das Kühlsystem kühlt und wie gleichmäßig es kühlt. Dabei ist auch zu berücksichtigen, wie sich das Kühlsystem auf die Gesamtstruktur der Form auswirkt:
① Wie das Kühlsystem aufgebaut ist und welche Formen es hat.
② Wo sich das Kühlsystem befindet und wie groß es ist.
③ Wie man wichtige Teile wie bewegliche Formen oder Einsätze kühlt; wie man Schieber und abgewinkelte Oberteile kühlt.
④ Wie man Kühlteile konstruiert und wie man Standardkühlteile auswählt.
⑤ Wie gut das Kühlsystem insgesamt abgedichtet ist.

Ⅴ. Prozess der Formherstellung
1. Vorbereitung der Formherstellung
Bevor Sie die Spritzgießverarbeitungmüssen Sie einige vorbereitende Arbeiten durchführen. Zunächst müssen Sie die Form auf der Grundlage der Produktanforderungen und Konstruktionszeichnungen analysieren, um die Struktur, die Größe, das Material usw. zu bestimmen. Anhand der Analyseergebnisse wählen Sie dann die geeigneten Verarbeitungsgeräte und Werkzeuge aus und bereiten die erforderlichen Materialien und Hilfsmittel vor.
2. Formenbau
① Herstellung von Formrohlingen: Verwenden Sie die richtigen Materialien und Methoden zur Herstellung von Formrohlingen auf der Grundlage der Konstruktionszeichnungen.
② Herstellung von Formhohlräumen: Nach der Grobbearbeitung der Rohlinge werden diese fertig bearbeitet, um die Formhohlräume herzustellen. Die Genauigkeit und das Finish der Kavitäten wirken sich direkt auf die Qualität der spritzgegossenen Produkte aus.
③ Herstellung anderer Formteile: Stellen Sie andere Formteile wie Anschnitt-, Kühl- und Auswerfersysteme auf der Grundlage der Konstruktionszeichnungen her.

3. Montage der Form
Setzen Sie die Formteile zusammen, um eine Form zu erstellen. Wenn du die Teile zusammensetzt, achte darauf, dass sie gut zusammenpassen und an der richtigen Stelle sind. So wird die Form stabil und funktioniert gut.
4. Formversuch und Anpassung
Nach der Montage der Form müssen Sie eine Probeproduktion durchführen. Der Zweck der Probeproduktion besteht darin, zu prüfen, ob die Formkonstruktion den Produktionsanforderungen entspricht, und die Form anzupassen und zu optimieren, falls Probleme festgestellt werden. Die Probeproduktion ist ein wichtiger Schritt, um die Qualität und Leistung der Form sicherzustellen.
5. Probeproduktion und Inspektion
Während der Versuchsproduktion müssen Sie die hergestellten Spritzgusserzeugnisse prüfen, einschließlich Abmessungen, Aussehen und Leistung. Anhand der Prüfergebnisse müssen Sie die Form anpassen und optimieren, bis die Produktionsanforderungen erfüllt sind.

6. Lieferung und Verwendung
Sobald die Form durch Probeproduktion und Inspektion qualifiziert ist, kann sie an den Kunden zur Verwendung geliefert werden. Während der Verwendung muss die Spritzgussform Der Konstrukteur muss die erforderliche technische Unterstützung und Wartungsdienste bereitstellen, um den normalen Betrieb und die Produktionseffizienz der Form zu gewährleisten.
Ⅵ. Schlussfolgerung
Die Herstellung von Spritzgussformen ist ein Zeugnis menschlichen Einfallsreichtums und technischer Präzision. Von der ersten Entwurfsphase bis zur Herstellung perfekter Formen erfordert jeder Schritt des Prozesses professionelles Wissen und Liebe zum Detail. Wie wir in diesem Leitfaden erörtert haben, ist die Herstellung von Spritzgussformen nicht nur ein Fertigungsverfahren, sondern der Grundstein der modernen Industrie.
Wenn Sie im Spritzgussformenbau wirklich gut sind, eröffnen sich Ihnen ganz neue Möglichkeiten. Sie können Ihre innovativen Produkte schneller auf den Markt bringen, Ihre Produktionsprozesse effizienter gestalten und die höchsten Qualitäts- und Zuverlässigkeitsstandards einhalten. Der Spritzgussformenbau ist allgegenwärtig, von der Automobilindustrie bis zur Medizinbranche. Er prägt die Produkte, die wir verwenden, und die Welt, in der wir leben.

Die Zukunft des Spritzgussformenbaus ist im Umbruch. Neue Technologien wie 3D-Druck und Automatisierung verändern die Art und Weise, wie Formen entworfen, hergestellt und verwendet werden. Es werden auch neue Materialien entwickelt, die bessere Eigenschaften haben und mehr leisten können.
Bei all diesen Fortschritten ist es wichtig, sich an die Grundprinzipien zu erinnern, die den Spritzgussformenbau auszeichnen: Präzision, Qualität und Innovation. Durch die Einhaltung dieser Grundsätze können Unternehmen und Einzelpersonen sicher durch die sich ständig verändernde Landschaft der Fertigung navigieren.
Ob Sie nun ein erfahrener Branchenveteran oder ein Neuling in der Fertigung sind, nehmen Sie sich die Zeit, die faszinierende Welt der Spritzgussformenbau. Lernen Sie aus den Lehren der Vergangenheit, nutzen Sie die Gegenwart und blicken Sie in die Zukunft, in der der Spritzgussformenbau weiterhin Innovation, Effizienz und Fortschritt vorantreiben wird.







