 تخطي إلى المحتوى
تخطي إلى المحتوى 
حلول الصلب القوالب الفولاذية ذات التلميع الدقيق
عزز أداء قوالب الحقن باستخدام حلول الصقل الدقيق من ZetarMold. اكتشف تقنيات الخبراء للحصول على تشطيبات فولاذية فائقة للقالب!
موارد لحلول الصلب القالب المحقون بالحقن الدقيق الصلب
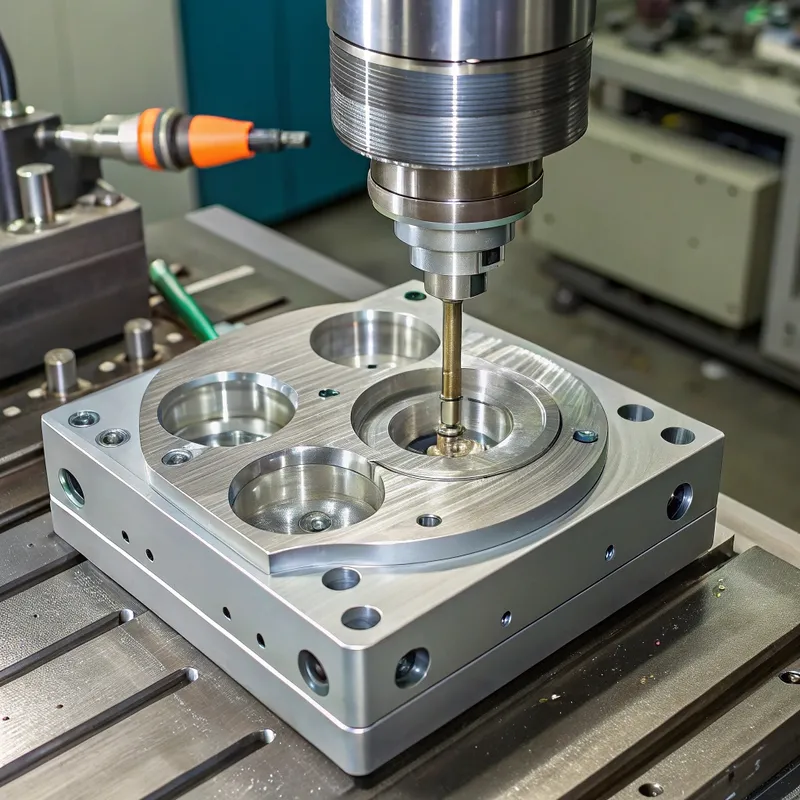
ما هو الصقل الدقيق لصلب القوالب المحقونة؟
يشير التلميع الدقيق لصلب قوالب الحقن الفولاذية إلى سلسلة من عمليات الصقل الميكانيكي و/أو الكيميائي الميكانيكي الدقيق للأسطح التي يتم إجراؤها على التجويف والقلب والأسطح الوظيفية الأخرى لقالب الحقن المصنوع من فولاذ الأدوات. والهدف الأساسي هو تحقيق ملمس سطحي محدد عالي الدقة، وعادةً ما يكون سطحًا يشبه المرآة أو سطحًا غير لامع أو محكمًا بدقة كما تمليه متطلبات المنتج النهائي.
الاسم الفني الكامل: الصقل الدقيق لسطح فولاذ أدوات حقن القوالب الفولاذية.
الأسماء المستعارة الشائعة: تلميع القوالب، وتلميع الأدوات، وتلميع التجويف، والتشطيب بالمرآة (للتلميع شديد اللمعان).
1. المبادئ الأساسية:
① الإزالة التدريجية للمواد: ينطوي الصقل على إزالة طبقات مجهرية متتابعة من الفولاذ باستخدام مواد كاشطة أدق تدريجياً. تزيل كل خطوة الخدوش والعيوب السطحية التي خلفتها الخطوة السابقة الأكثر خشونة.
② سلامة السطح: تهدف هذه العملية إلى تعزيز سلامة سطح الفولاذ عن طريق إزالة علامات التصنيع الآلي وطبقات إعادة الصب بالقطع الكهربائي والعيوب الأخرى، مما يؤدي إلى سطح متجانس وأملس.
③ دقة الأبعاد: بينما تتم إزالة المواد، يجب أن يحافظ الصقل الدقيق على الأبعاد الحرجة والتفاوتات الهندسية للقالب.
④ تحقيق التشطيب المحدد: ويتمثل الهدف النهائي في تلبية معيار تشطيب السطح المحدد مسبقًا، مثل تلك التي وضعتها جمعية صناعة البلاستيك (SPI)، أو المواصفات المخصصة.
2. المفاهيم الأساسية:
① فولاذ القالب: يُستخدم فولاذ الأدوات المتخصص (مثل P20 وH13 وS7 و420SS) في قوالب الحقن نظرًا لصلابته ومتانته ومقاومته للتآكل وقابليته للتلميع. ويؤثر اختيار الفولاذ بشكل كبير على مستوى الصقل الذي يمكن تحقيقه والجهد المطلوب.
② خشونة السطح (Ra، Rz): مقاييس قابلة للقياس الكمي لقوام السطح. Ra (متوسط الخشونة) هو المتوسط الحسابي للقيم المطلقة لانحرافات ارتفاع المظهر الجانبي عن خط الوسط. تشير قيم Ra الأقل إلى أسطح أكثر نعومة.
③ وحدات اللمعان (GU): مقياس للانعكاس المرآوي (اللمعان) للسطح.
④ المواد الكاشطة: يتم استخدام مواد مثل مركبات الماس، وأكسيد الألومنيوم، وكربيد السيليكون، وأحجار الصقل المتخصصة بأحجام مختلفة من الحبيبات.
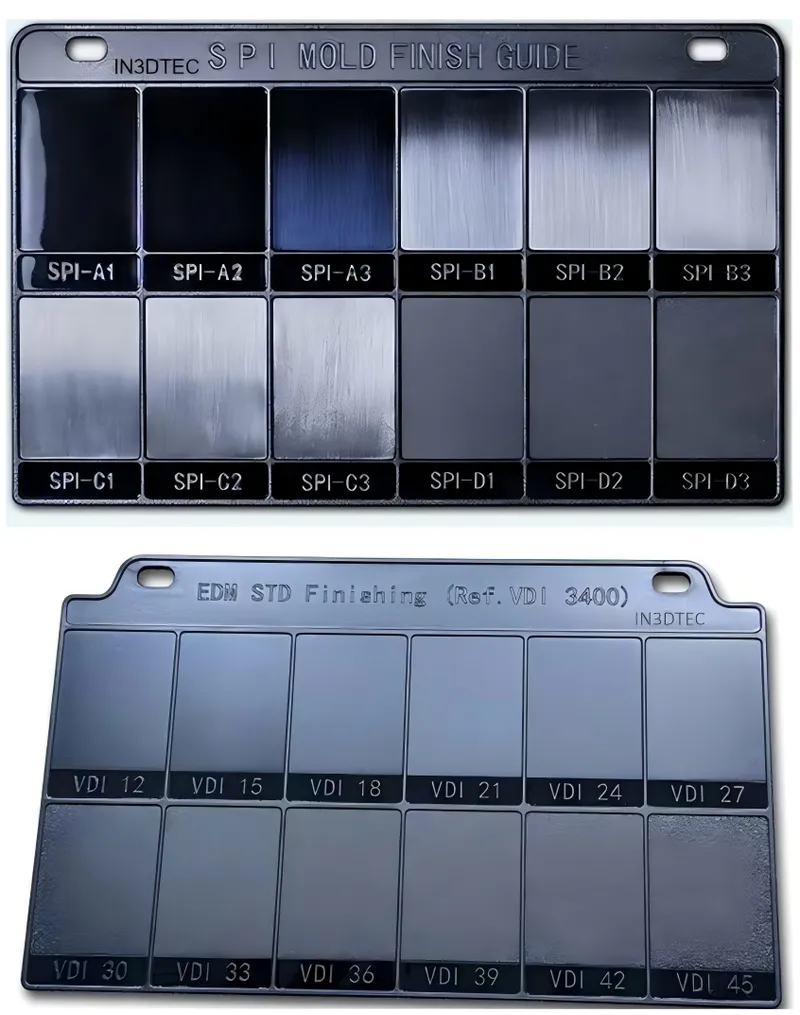
⑤ معايير إنهاء SPI: المبادئ التوجيهية المقبولة في الصناعة (من A-1 إلى D-3) التي تصنف التشطيبات السطحية للقالب من المرآة شديدة اللمعان إلى غير اللامع/المحمص.

الدور الحاسم للتلميع في نجاح القولبة بالحقن في القوالب بالحقن
لا يقتصر التلميع الدقيق على جعل القالب لامعًا فحسب؛ فهو يلعب دورًا متعدد الأوجه:
1. جماليات الجزء:
يتم نسخ سطح القالب مباشرةً على الجزء البلاستيكي. ينتج القالب شديد اللمعان جزءًا شديد اللمعان، وهو أمر بالغ الأهمية للإلكترونيات الاستهلاكية، والتصاميم الداخلية للسيارات، والتغليف الفاخر.
2. تحرير الجزء (الطرد):
تقلل أسطح القوالب الأكثر سلاسة من الاحتكاك، مما يسهل إخراج الجزء البلاستيكي بسهولة. يمكن أن يقلل ذلك من أزمنة الدورات، ويقلل من إجهاد القِطع، ويقلل من الحاجة إلى عوامل تحرير القالب.
3. متانة القالب وعمره الافتراضي:
غالبًا ما يكون السطح المصقول جيدًا أكثر مقاومة للتآكل والتآكل، خاصةً إذا تمت إزالة الضغوط المتبقية من التشغيل الآلي. ويمكنه أيضًا منع التلوث المبكر من البقايا البلاستيكية.
4. نقاء بصري:
بالنسبة للأجزاء الشفافة مثل العدسات أو الأنابيب الضوئية، من الضروري استخدام ملمع عالي الجودة بشكل استثنائي (SPI A-1 أو أفضل) لتحقيق الوضوح البصري ومنع تشتت الضوء.
5. خصائص التدفق:
يمكن أن يؤثر السطح المصقول للغاية على تدفق البلاستيك المصهور داخل تجويف القالب، على الرغم من أن هذا غالبًا ما يكون تأثيرًا ثانويًا مقارنةً بتصميم البوابة ودرجة حرارة الذوبان.
6. التنظيف والصيانة:
الأسطح الأكثر نعومة أسهل في التنظيف وأقل عرضة لتراكم المواد.

تصنيفات وأنواع ملمعات القوالب
يمكن تصنيف ملمعات العفن بناءً على عدة معايير:
1. استناداً إلى التشطيب السطحي المتحقق (مثل معايير SPI):
- SPI A-1 (درجة #3 ماس برتقالي اللون): أعلى مستوى من اللمعان، يشبه المرآة، شفاف بصرياً. يتم تحقيقه باستخدام 0-1 ميكرون من الماس المصقول. (على سبيل المثال، للعدسات، والعاكسات المتطورة).
- SPI A-2 (درجة #6 Diamond Buff): مرآة عالية اللمعان وناعمة. يتم تحقيقه باستخدام ملمع ألماس من 2-3 ميكرون. (على سبيل المثال، لقطع مستحضرات التجميل عالية الجودة).
- SPI A-3 (درجة #15 Diamond Buff): متوسطة اللمعان، عاكسة دقيقة. يتم تحقيقه باستخدام 3-5 ميكرون من الماس المصقول.
- SPI B-1 (ورق حصباء 600): شبه لمّاع، ساتان ناعم. لا توجد خدوش ظاهرة.
- SPI B-2 (ورق حصباء 400): شبه لامع، ساتان متوسط اللمعان.
- SPI B-3 (ورق حصباء 320): ساتان خشن شبه لامع.
- SPI C-1 (حجر 600 حصباء): لمسة نهائية غير لامعة وحجر ناعم.
- SPI C-2 (حجر 400 حصباء): لمسة نهائية غير لامعة، حجر متوسط.
- SPI C-3 (حجر 320 حصى): لمسة نهائية غير لامعة وحجر خشن.
- SPI D-1 (Dry Blast #11 حبة زجاجية D-1): باهتة غير لامعة وناعمة.
- SPI D-2 (Dry Blast #240 أوكسيد #240): باهتة غير لامعة ومتوسطة اللمعان
- SPI D-3 (أكسيد الانفجار الجاف #24): باهتة غير لامعة وخشنة.
- (ملاحظة: توجد أيضًا معايير أخرى مثل VDI (الألمانية)، خاصةً بالنسبة للأسطح المزخرفة).
2. استناداً إلى طريقة التلميع:
- التلميع اليدوي: يستخدم فنيون على درجة عالية من المهارة أدوات يدوية (أحجار، أعواد صقل اللف واللباد والقماش) مع مركبات كاشطة. توفر الدقة والتحكم في الأشكال الهندسية المعقدة.
- التلميع بمساعدة الماكينة: يستخدم أدوات تعمل بالطاقة مثل أجهزة التلميع الدوارة أو أجهزة التلميع بالموجات فوق الصوتية أو ماكينات الصقل لتسريع العملية، خاصةً للأسطح الكبيرة أو الأبسط. غالباً ما يتم دمجها مع عمليات التلميع اليدوية.
- التلميع الآلي (آلي): ناشئة لمهام الصقل ذات الحجم الكبير أو المتكرر، ولكنها لا تزال تواجه تحديات مع الأسطح المعقدة ثلاثية الأبعاد.
3. استناداً إلى الغرض/التطبيق:
- طلاء بصري: وضوح فائق، وأقل عيوب (SPI A-1 أو مواصفات مخصصة للأجزاء البصرية).
- ملمع تجميلي شديد اللمعان: بالنسبة للمنتجات الاستهلاكية الجذابة بصريًا (عادةً ما يكون مؤشر الأداء البصرية من أ-2 إلى ب-1).
- البولندية الوظيفية: تهدف إلى تحسين التحرر أو مقاومة التآكل، وقد لا تتطلب لمعانًا عاليًا (على سبيل المثال، درجات SPI B أو C).
- ملمع ما قبل التركيب: تشطيب ناعم محدد (على سبيل المثال، SPI C-1) مطلوب قبل تطبيق الحفر الكيميائي أو التركيب بالليزر.
- لمسة نهائية غير لامعة/ساتانية: غير عاكسة عن قصد، وغالباً ما يتم تحقيق ذلك باستخدام مواد كاشطة دقيقة أو السفع.
الصناعات والتطبيقات الرئيسية التي تتطلب تلميعًا دقيقًا
تعتمد الصناعات المختلفة اعتمادًا كبيرًا على القوالب المصقولة بدقة:
1. السيارات:
عدسات المصابيح الأمامية، وأغطية المصابيح الخلفية، ومكونات الزخارف الداخلية (لوحة العدادات، ووحدات التحكم ذات التشطيبات شديدة اللمعان)، وقطع غيار مطلية بالكروم.
2. الإلكترونيات الاستهلاكية:
علب للهواتف الذكية وأجهزة الكمبيوتر المحمولة وأجهزة التلفزيون والأجهزة المنزلية التي تتطلب أسطحاً أنيقة شديدة اللمعان.
3. الأجهزة الطبية:
المكونات الواضحة بصريًا (الكوفيتات، والمستهلكات التشخيصية)، وأغلفة المعدات الطبية، والأجهزة القابلة للزرع (حيث تكون نعومة السطح ضرورية للتوافق الحيوي).
4. البصريات والضوئيات:
العدسات، والمنشورات، وموجهات الضوء، والألياف الضوئية، والألياف البصرية حيث تكون التشطيبات الفائقة SPI A-1 أو حتى التشطيبات الفائقة المخصصة إلزامية.
5. التعبئة والتغليف:
عبوات مستحضرات التجميل الراقية، وعبوات المواد الغذائية الشفافة، والأغطية والأغطية ذات التشطيبات النهائية الفاخرة.
6. الفضاء الجوي:
المكونات الداخلية، والستائر الشفافة، والمكونات التي تتطلب مقاومة عالية للإجهاد.
7. الألعاب:
ألعاب بلاستيكية شديدة اللمعان وجذابة بصرياً.
مزايا الاستثمار في تلميع القوالب عالية الجودة
تمتد الفوائد إلى ما هو أبعد من الجماليات:
1. جودة القطعة الفائقة:
يضمن الاستنساخ المباشر لسطح القالب قطع بلاستيكية خالية من العيوب وخالية من العيوب.
2. تعزيز جاذبية المنتج:
تعمل الأسطح شديدة اللمعان أو الأسطح ذات الملمس المثالي على تحسين القيمة المتصورة للمنتجات وإمكانية تسويقها بشكل كبير.
3. تحسين تحرير القالب المحسّن:
يسمح الاحتكاك المنخفض بإخراج القِطع بسهولة، مما يقلل من الضغط على القِطع والقالب، وربما يقلل من أزمنة الدورات.
4. انخفاض معدلات الخردة:
عيوب أقل مثل علامات السحب أو خطوط التدفق أو عيوب السطح على الأجزاء المصبوبة.
5. زيادة عمر العفن:
يمكن أن يكون السطح المصقول بشكل صحيح أكثر مقاومة للتآكل والتآكل وتراكم البقايا، مما يطيل العمر التشغيلي للأداة.
6. انخفاض تكاليف الصيانة:
تقلل القوالب الأسهل في التنظيف من وقت التعطل وجهد الصيانة.
7. الاتساق في الإنتاج:
يضمن الاتساق من جزء إلى آخر في تشطيب السطح من جزء إلى آخر على مدار عمليات الإنتاج الطويلة.
8. تمكين التصاميم المتقدمة:
يسمح بصب الأجزاء الواضحة بصريًا أو التفاصيل المعقدة التي يستحيل تشكيلها في قوالب رديئة التشطيب.

العوائق والتحديات المحتملة للتلميع الدقيق
على الرغم من فائدته الكبيرة، إلا أن التلميع الدقيق يمثل أيضاً تحديات:
1. التكلفة:
إنها عملية تتطلب عمالة كثيفة وتعتمد على المهارات، مما يضيف الكثير إلى تكلفة تصنيع القوالب، خاصةً بالنسبة للتشطيبات ذات المستوى A من SPI الأعلى.
2. المهلة الزمنية:
يمكن أن يضيف التلميع، خاصةً للمعايير العالية، وقتاً طويلاً إلى جدول تسليم القوالب.
3. مخاطر الإفراط في التلميع أو الأخطاء:
يمكن أن تؤدي التقنيات غير الصحيحة إلى عدم دقة الأبعاد (على سبيل المثال، الحواف المستديرة والأسطح المائلة) أو تغيير الهندسة أو تأثيرات "قشر البرتقال".
4. الاعتماد على المهارة:
يتطلب الحصول على تشطيبات عالية الجودة وجود صانعي تشطيبات على درجة عالية من الخبرة والمهارة. وهناك نقص في مثل هذه الخبرات.
5. القيود المادية:
لا يتم تلميع جميع أنواع فولاذ القوالب بنفس الجودة. فبعض أنواع الفولاذ بطبيعتها أكثر صعوبة في التلميع إلى درجة عالية من اللمعان بسبب بنيتها المجهرية (مثل الكربيدات الكبيرة والشوائب).
6. الحفاظ على الحواف/التفاصيل الحادة:
من الصعب تحقيق مستوى عالٍ من الصقل مع الحفاظ على الزوايا الحادة أو التفاصيل المعقدة بشكل مثالي دون تقنيات متخصصة.
7. الذاتية:
على الرغم من وجود معايير مثل SPI، إلا أنه يمكن أن يكون هناك بعض الذاتية في تقييم جودة التلميع، خاصة على أعلى المستويات.
دليل الخبراء لتلميع القوالب الدقيق
أطلق العنان لجودة القِطع الفائقة مع دليل الخبراء الخاص بنا لتلميع فولاذ القوالب بالحقن بدقة.
موارد لحلول الصلب القالب المحقون بالحقن الدقيق الصلب
مقارنة قابلية تلميع القوالب الفولاذية: عامل رئيسي
يؤثر اختيار فولاذ القالب بشكل كبير على سهولة وجودة الصقل:
1. الفولاذ عالي الصقل (مثل الفولاذ المقاوم للصدأ 420، ستافاكس ESR، S136، NAK80): تم تصميم هذا الفولاذ أو معالجته خصيصًا (على سبيل المثال، إعادة الصهر الكهربائي - ESR) للحصول على درجة نقاء عالية وبنية مجهرية دقيقة وصلابة موحدة، مما يجعله مثاليًا للتشطيبات من النوع SPI A-1 والتطبيقات البصرية. فولاذ NAK80 هو فولاذ متصلب بالترسيب معروف بقابليته الممتازة للتلميع وعدم الحاجة إلى المعالجة الحرارية بعد اللحام.
2. فولاذ ذو قابلية تلميع جيدة (مثل H13، P20 المعدل، S7): الفولاذ الشائع. يمكن أن يحقق H13، عند معالجته حرارياً بشكل صحيح، تشطيبات جيدة من الفولاذ SPI A-2/A-3. يُستخدم P20 عادةً للتشطيبات B أو C ولكن يمكن للدرجات المعدلة أن تحقق تشطيبات أعلى. S7 صلب ويمكن صقله جيدًا.
3. فولاذ معتدل/صعب الصقل (مثل الفولاذ القياسي P20، وبعض أنواع الفولاذ ذات الكربيدات الكبيرة أو ذات النقاء المنخفض): قد يقتصر على تشطيبات SPI B أو C. قد يكون تحقيق اللمعان العالي صعباً للغاية ويستغرق وقتاً طويلاً.
العوامل في الفولاذ التي تؤثر على قابلية التلميع:
① النظافة: شوائب أقل (كبريتيدات، وأكاسيد، وسيليكات) تعني عددًا أقل من الحفر والعيوب أثناء الصقل. تعمل عمليات ESR أو VAR (إعادة الصهر بالقوس الهوائي) على تحسين النظافة.
② التجانس والبنية المجهرية: تعتبر بنية الحبيبات الدقيقة والموحدة والكربيدات الصغيرة الموزعة جيدًا أمرًا بالغ الأهمية. يمكن أن "تنسحب" الكربيدات الكبيرة غير الموزعة بشكل منتظم أثناء الصقل، تاركة حفرًا.
③ صلابة: وبوجه عام، فإن الفولاذ الأكثر صلابة (ضمن نطاق عملها) يتم تلميعه بشكل أفضل للحصول على لمعان أعلى، ولكنه يتطلب أيضًا جهدًا أكبر. الصلابة المتناسقة أمر حيوي.
④ استجابة المعالجة الحرارية: تُعد المعالجة الحرارية المناسبة أمرًا بالغ الأهمية لتحقيق الصلابة والبنية المجهرية المطلوبة للصقل الأمثل.
الخصائص الرئيسية لسطح القالب المصقول بدقة
يتم تعريف السطح المصقول عالي الجودة بعدة خصائص قابلة للقياس والملاحظة:
1. خشونة السطح المنخفضة (Ra، Rz، Sa):
عادة، قد يتطلب SPI A-1 رع < 0.005 ميكرومتر (أو 5 نانومتر). أصبح Sa (متوسط الخشونة المساحية) أكثر شيوعًا للأسطح ثلاثية الأبعاد.
2. عالي اللمعان/الانعكاسية:
تقاس بوحدات اللمعان (GU) باستخدام مقياس اللمعان. تعتمد القيم على زاوية القياس (على سبيل المثال، 20 درجة، 60 درجة، 85 درجة).
3. عدم وجود عيوب:
لا توجد خدوش أو حفر أو "قشرة برتقالية" أو تموجات أو تشويش أو مذنبات أو حفر أو "قشور برتقالية" أو تموجات أو تشويش أو مذنبات أو علامات برتقالية تحت التكبير المحدد.
4. الوضوح/عدم وجود ضباب:
بالنسبة للملمعات الضوئية، فإن انتقال الضوء العالي والحد الأدنى من التشتت ضروريان.
5. حدة التفاصيل:
الحفاظ على التفاصيل الدقيقة والحواف الحادة حسب تصميم القالب.
6. التوحيد:
تشطيب متناسق عبر السطح المصقول بالكامل، بما في ذلك الأشكال الهندسية المعقدة.
7. الاتجاهية (Lay):
بالنسبة لبعض الطلاءات النهائية (على سبيل المثال، المصقولة)، يكون النمط الاتجاهي المحدد مطلوباً. بالنسبة للطلاءات الملمعة بالمرآة، يجب ألا يكون هناك وضع مرئي.
العملية الأساسية: خطوة بخطوة إلى نهاية خالية من العيوب
إن تحقيق التلميع الدقيق هو عملية دقيقة ومتعددة المراحل:
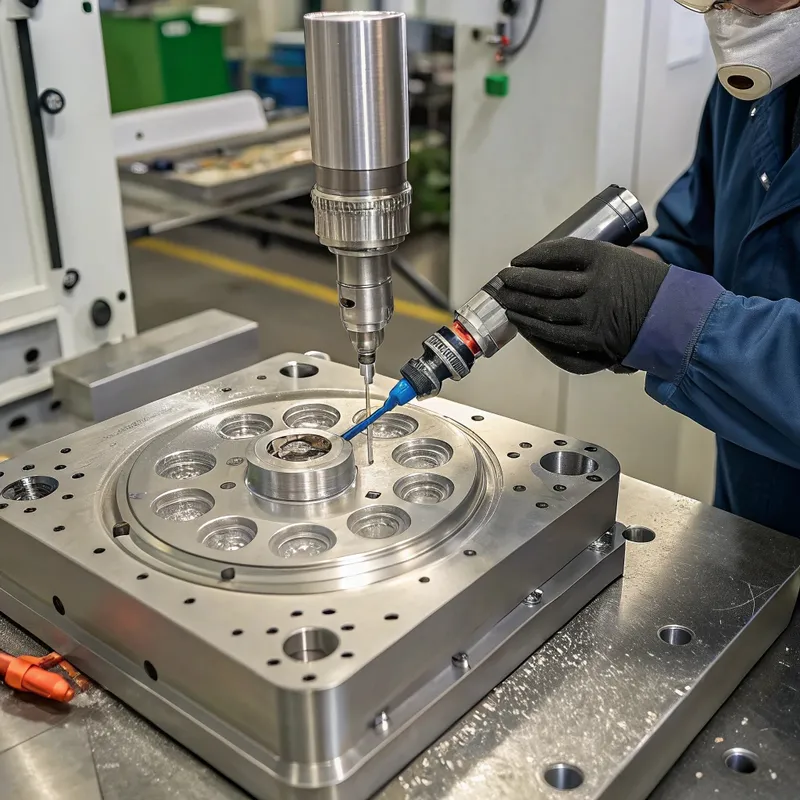
1. التحضير والفحص قبل التصنيع:
- تأكد من أن سطح القالب مشكّل آليًا بشكل صحيح (مطحون أو مطحون أو مطحون بالقطع الإلكتروني) مع الحد الأدنى من التلف تحت السطح.
- قم بإزالة أي طبقة إعادة سبك EDM (طبقة صلبة وهشة) بالكامل، عادةً عن طريق الرجم أو الطحن الخفيف. هذا أمر بالغ الأهمية لأن طبقة إعادة الصب لن يتم صقلها جيداً ويمكن أن تتشقق.
- افحص بحثًا عن علامات التصنيع العميقة، أو الشقوق، أو العيوب التي يجب إزالتها قبل بدء الصقل.
- تحقق من نوع الفولاذ وصلابته.
2. الرجم / الطحن الخشن (مرحلة الكشط الخشن):
- الهدف: إزالة علامات التشغيل الآلي، وإعادة الصياغة EDM، وإنشاء التسطيح/الهندسة الأولية.
- الأدوات والمواد الكاشطة: أحجار كاشطة خشنة الحبيبات (على سبيل المثال، أكسيد الألومنيوم بحبيبات 120-320 أو كربيد السيليكون)، وأدوات الطحن.
- التقنية: اعمل بنمط ثابت، وغالبًا ما يكون متقاطعًا، مع التأكد من إزالة جميع العلامات السابقة. استخدم مادة تشحيم/مبرد مناسب.
3. نصف تشطيب الرجم / اللف (مرحلة الكشط المتوسط):
- الهدف: قم بإزالة الخدوش من مرحلة الرجم الخشن وصقل السطح بشكل أكبر.
- الأدوات والمواد الكاشطة: أحجار متوسطة الحبيبات (مثل 400-800 حصى)، وأوراق/قماش كاشطة مثبتة على أعواد صقل ومبردات ماسية.
- التقنية: استمر باستخدام حبيبات أنعم تدريجيًا، مع تغيير اتجاه الصقل مع كل تغيير في الحبيبات لضمان إزالة العلامات السابقة بالكامل. التنظيف الدقيق بين مراحل الحبيبات أمر حيوي لمنع انتقال الجسيمات الخشنة.
4. التشطيب الدقيق/ما قبل الصقل (مرحلة الكشط الدقيق):
- الهدف: جهز السطح للصقل النهائي للمرآة من خلال إزالة جميع الخدوش الظاهرة من المراحل السابقة.
- الأدوات والمواد الكاشطة: الأحجار ذات الحبيبات الدقيقة (على سبيل المثال، 1000-1200 حصى)، وأوراق الكشط الدقيقة جدًا (على سبيل المثال، حتى 2000-5000 حصى)، ومركبات الماس الدقيقة (على سبيل المثال، 45 إلى 15 ميكرون) التي يتم تطبيقها باستخدام أعواد اللف (الخشب، والنحاس، والحديد الزهر) أو اللبادات الصلبة.
- التقنية: النظافة الشديدة أمر بالغ الأهمية. اتجاه التلميع أمر بالغ الأهمية.
5. التلميع/الصقل بالمرآة (مرحلة التلميع بالماس):
- الهدف: تحقيق مستوى اللمعان النهائي المطلوب (على سبيل المثال، SPI A-1، A-2، A-3).
- الأدوات والمواد الكاشطة: مركبات/معاجين الماس (على سبيل المثال، 15 ميكرون وصولاً إلى 0.25 ميكرون أو أدق)، يتم تطبيقها باستخدام قطع من اللباد أو الصوف القطني أو لفائف الخشب الناعم أو أقمشة التلميع المتخصصة. تُستخدم الأدوات الدوارة أو أجهزة التلميع بالموجات فوق الصوتية أو الطرق اليدوية.
- التقنية: ضغط خفيف، أنماط حركة محددة. يجب أن يزيل كل حجم من حبيبات الماس تماماً علامات الماس السابق الأكثر خشونة. يجب أن يكون وسيط الصقل (اللباد، الخشب) أكثر نعومة من الفولاذ لتجنب اندماج المواد الكاشطة.
6. التنظيف والفحص النهائي:
- نظّف سطح القالب جيدًا لإزالة جميع بقايا التلميع.
- افحص تحت إضاءة مناسبة (على سبيل المثال، إضاءة منتشرة، اتجاهية) ومكبرة للتحقق من أن الطلاء يفي بالمواصفات (معيار SPI، عينات بصرية، قراءات مقياس اللمعان).

اعتبارات رئيسية في عمليات التلميع الدقيق للقوالب
تؤثر العديد من العوامل على نتيجة التلميع:
1. اختيار فولاذ القالب وجودته:
كما تمت مناقشته، فإن الفولاذ الأنظف والأكثر تجانسًا ذو البنى المجهرية الدقيقة يصقل بشكل أفضل.
2. المعالجة الحرارية:
المعالجة الحرارية المناسبة والموحدة للصلابة الصحيحة أمر بالغ الأهمية. ستؤدي البقع اللينة أو الصلابة غير المتناسقة إلى صقل غير متساوٍ. يمكن أن يكون تخفيف الإجهاد بعد التصنيع الآلي الخشن مفيدًا أيضًا.
3. حالة السطح قبل التلميع:
تؤثر جودة السطح الأولي المشغول آلياً أو سطح EDM بشكل كبير على الجهد والوقت اللازمين للصقل. ويفضل أن تكون اللمسة النهائية الجيدة للتشغيل الآلي للقطع الميكانيكية الإلكترونية مع الحد الأدنى من طبقة إعادة الصب.
4. اختيار المواد الكاشطة وتسلسلها:
استخدام التسلسل الصحيح لأنواع الكشط وأحجام الحبيبات أمر أساسي. يؤدي تخطي الحبيبات إلى خدوش أعمق يصعب إزالتها.
5. التشحيم/المبردات:
تساعد زيوت التشحيم المناسبة (مثل المشروبات الروحية المعدنية وزيوت التلميع المتخصصة) على التخلص من المخلفات ومنع تحميل المواد الكاشطة وتبريد السطح.
6. أدوات التلميع والحوامل:
يعتمد اختيار أعواد الصقل (الخشب، والنحاس الأصفر، والفولاذ، واللباد الصلب)، والبراغي والأدوات التي تعمل بالطاقة (الدوارة والترددية والموجات فوق الصوتية) على هندسة ومرحلة الصقل.
7. المهارة والخبرة الفنية:
يمكن القول إن هذا هو العامل الأكثر أهمية، خاصةً بالنسبة للصقل اليدوي للأشكال المعقدة إلى مستويات عالية من SPI A. يتطلب ذلك صبراً وعيناً ثاقبة و"إحساساً" بالعملية.
8. النظافة ومكافحة التلوث:
يمكن لبقعة من الحبيبات الخشنة التي تنتقل إلى مرحلة أدق أن تفسد ساعات من العمل. إن الأدوات المخصصة والنظافة التامة أمران ضروريان.
9. الضغط والسرعة:
تطبيق الضغط الصحيح وسرعة الأداة أمر بالغ الأهمية. يمكن أن يؤدي الضغط أو السرعة المفرطة إلى توليد حرارة، أو التسبب في "قشر البرتقال" أو سحب الكربيدات.
10. اتجاه التلميع:
يساعد تغيير اتجاه التلميع (على سبيل المثال، 45-90 درجة) بين مراحل الحبيبات على تحديد أنماط الخدوش السابقة وإزالتها بفعالية.
11. الحفاظ على الحواف والتفاصيل:
هناك حاجة إلى عناية خاصة لتجنب تدوير الحواف الحادة أو إزالة التفاصيل الدقيقة. يمكن أن تساعد تقنيات مثل استخدام مواد تغليف أكثر صلابة بالقرب من الحواف أو إخفاء القناع.
اختيار فولاذ القالب المناسب لقابلية التلميع المثلى
1. بالنسبة لـ SPI A-1 (جودة بصرية/عدسة):
- 420 من الفولاذ المقاوم للصدأ (ESR/VAR): اختيار ممتاز، مقاوم للتآكل.
- S136 / Stavax ESR: مقاوم للصدأ بدرجة ممتازة ونقاوة عالية جداً.
- NAK80 التصلب بالترسيب، وقابلية التلميع الجيدة للغاية، وقابلية اللحام الجيدة دون إعادة التصلب.
- HPM38 (ما يعادل S136): خيار آخر غير قابل للصدأ عالي الجودة.
2. بالنسبة إلى SPI A-2 / A-3 (مستحضرات التجميل شديدة اللمعان):
- H13 (ESR/VAR): جيد إذا كان معالجًا حراريًا ونظيفًا تمامًا.
- درجات P20 المعدلة: توفر بعض أنواع الفولاذ من نوع P20 المملوكة ملكية خاصة قابلية تلميع محسنة.
3. للتشطيبات النهائية SPI B (شبه لامعة):
- P20 (مقوى مسبقاً): خيار قياسي وفعال من حيث التكلفة.
- H13، S7: مناسب أيضًا.
4. للتشطيبات النهائية SPI C & D (غير لامع/مطلي):
- يمكن لمعظم أنواع فولاذ الأدوات تحقيق هذه التشطيبات، حيث أن السطح النهائي غالبًا ما يكون محجّرًا أو مصقولًا بالحجارة بدلاً من صقله بدرجة كبيرة. ينصب التركيز أكثر على المتانة وقابلية التشغيل الآلي.
عيوب تلميع العفن الشائعة: الأسباب والحلول
| العيب | الوصف | الأسباب الشائعة | الحلول |
|---|---|---|---|
| الخدوش | خطوط أو أخاديد على السطح. | تلوث الحبيبات الخشنة، وتخطي الحبيبات الخشنة، وأدوات الصقل التالفة، والضغط غير الصحيح، والخطوة السابقة غير كافية. | إعادة الصقل بدءاً من الحبيبات الدقيقة بما يكفي لإزالة الخدش ولكن الخشنة بما يكفي لتكون فعالة. تحسين النظافة. افحص الأدوات. تأكد من اكتمال الخطوة السابقة. |
| الحفر / الثقوب | المسافات البادئة الصغيرة أو الثقوب في السطح. | شوائب في الفولاذ، وكربيدات مسحوبة، وتآكل، وحفر قوس EDM لم تتم إزالتها بالكامل. | استخدام فولاذ أنظف (ESR/VAR). ضغط صقل أخف. ضمان الإزالة الكاملة لإعادة الصب EDM. في بعض الأحيان تكون الحفر متأصلة في جودة الفولاذ. |
| قشر البرتقال | قوام متموج ومتموج يشبه قشرة البرتقال. | الضغط/السرعة المفرطة باستخدام الأدوات الدوارة، وعجلات الصقل الناعمة على الفولاذ الطري، وارتفاع درجة حرارة السطح، والمعالجة الحرارية السيئة. | استخدم ضغطًا أخف وسرعات أبطأ وعجلات صقل أكثر صلابة أو أعواد صقل أكثر صلابة. تأكد من صلابة الفولاذ المناسبة وتخفيف الضغط. سائل التبريد. |
| ضبابية / غيوم | مظهر حليبي أو غائم، ونقص في الوضوح على تشطيبات المرايا. | الخدوش الدقيقة التي لم تتم إزالتها بالكامل، وبقايا مركبات التلميع، والتنظيف غير السليم، والرطوبة. | إعادة التلميع بمراحل الماس النهائية بعناية. تنظيف شامل باستخدام مذيبات مناسبة. التأكد من جفاف السطح. |
| ذيول المذنبات | خدش مع "ذيل" من الخدوش الدقيقة أو المواد المضطربة. | جسيم كاشط كبير يتم سحبه عبر السطح، حيث يندمج ثم يتفكك. | تحسين النظافة بصرامة. تصفية مواد التشحيم. إعادة تلميع المنطقة المصابة. |
| حواف ملفوفة | زوايا مستديرة أو حواف مستديرة حيثما كانت الحدة مقصودة. | الضغط المفرط بالقرب من الحواف، وأدوات الصقل الناعمة، وحركة الصقل فوق الحافة. | استخدم أدوات اللف الأكثر صلابة بالقرب من الحواف، وقم بإخفاء الحواف وصقلها بعيدًا عن الحواف أو بموازاتها. قلل الضغط. |
| التموج / التموجات | سطح غير متموج وغير مستوٍ. | الرجم غير المتساوي، والاستخدام غير الصحيح للأدوات الكهربائية، وإعداد الأدوات غير الصلبة، ومحاولة إزالة الكثير من المواد بسرعة كبيرة. | تأكد من الرجم بالحجارة المسطحة باستخدام الأدوات المناسبة. استخدم إعدادات صلبة. إزالة المواد تدريجياً. مهارة وتقنية متسقة. |
| علامات/دوامات برتقالية | خدوش دقيقة دائرية أو على شكل قوس من الصقل النهائي. | الضغط الزائد أثناء التلميع، أو التلميع الملوث، أو مركب التلميع الخاطئ، أو السرعة الزائدة. | ضغط أخف، ومواد تلميع نظيفة/جديدة، ومركب صحيح، وسرعة أبطأ. التمرير النهائي باليد إذا لزم الأمر. |

لقطة مقرّبة لمكعبات بناء بلاستيكية ملونة بألوان متنوعة، بما في ذلك الأرجواني والأزرق والأخضر والأصفر، مكدسة معًا.
النقاط الرئيسية – اختيار المواد وتحسين سمك الجدار هما المحركان الأساسيان لتقليل تكاليف القطع الفردية. – الاستثمار في أدوات عالية الجودة (فئة 101/102) يمكن أن يخفض تكاليف الوحدة على المدى الطويل من خلال

القوالب العائلية هي الحل الأكثر فعالية من حيث التكلفة لجميع المشاريع متعددة الأجزاء.
اقرأ المزيد عن كيفية تحسين دقة قوالب الحقن؟

ما هي ماكينة القولبة بالحقن عالية السرعة؟
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

