 İçeriğe geç
İçeriğe geç 

Plastik enjeksiyon kalıplama sırasında, bir malzemenin soğuma hızı, kalitesini ve özelliklerini belirlemede kilit öneme sahiptir.
Çok hızlı veya çok yavaş bir düşüş kristallik sorunlarına neden olabilir, mukavemeti zayıflatabilir ve boyutsal doğruluğu bozabilir; bunların hepsi nihai ürün çıktısı için zararlıdır. İdeal bir soğutma hızını düzenlemeye çalışırken çeşitli faktörler hesaba katılmalıdır; bunlar şunları içerir:
1. Plastik ürünlerin tasarımı
Plastik ürün duvar kalınlığı soğutma süresinin belirlenmesinde önemli bir faktördür. Genel bir kural olarak, daha kalın ürünler daha ince muadillerine kıyasla iki kattan daha fazla soğutma süresi gerektirir; bu ilişki, her bir plastik ürünün içindeki en büyük akış kanalının çapıyla ilgili 1.6'lık bir güç yasasını takip eder.

2. Kalıp malzemesi
Kalıp malzemesi soğutmada çok önemli bir rol oynar enjeksiyon kalıplama parçaları yeterli ve verimli bir şekilde. Çekirdek, boşluk malzemesi ve taban dahil olmak üzere bileşenlerin termal iletkenliği, üretim çalışmaları sırasında maksimum ısı transfer hızlarına ulaşılmasını sağlamak için optimize edilmelidir, böylece döngü süreleri düşük kalabilir.
3. Soğutma yöntemi
Enjeksiyon kalıplama, kullanılan soğutma sisteminin ısının malzemeden ve boşluktan ne kadar hızlı uzaklaştırılabileceğini belirlemede önemli bir rol oynadığı bir süreçtir.
Tasarım sırasında su, hava veya yağ soğutma sıvısı için kanallar eklemek yaygındır enjeksi̇yon kaliplariBununla birlikte, kriyojenik sistemler gibi daha gelişmiş sistemlerin daha yüksek soğutma başarısı oranlarıyla daha da fazla verimlilik sunduğu bilinmektedir.
Her üçü de uygulama ihtiyacına bağlı olarak uygulanabilir seçenekler olsa da, üreticiler daha fazla ilerlemeden önce hangi türün gereksinimlerine en uygun olduğunu dikkatlice düşünmelidir.

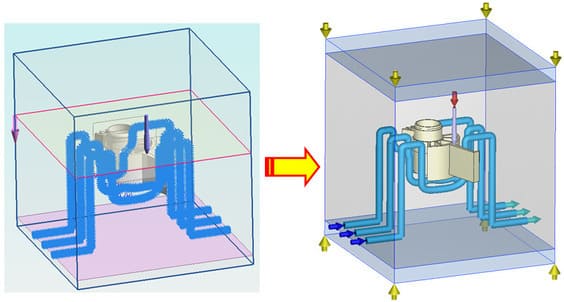
4. Soğutma suyu borusu konfigürasyonu
Başarılı bir soğutma sistemi için etkili bir soğutma sistemi şarttır enjeksiyon kalıplama Sonuçlar, optimize edilmiş bir boru konfigürasyonu ile elde edilebilir - daha büyük çaplı ve daha fazla sayıda olan boşluğa daha yakın borular, daha hızlı soğuma süreleri ile sonuçlanacaktır.
5. Soğutma sıvısı akışı
Verimli soğutmayı en üst düzeye çıkarmak için, su kaynağının türbülanslı akışını sağlamak çok önemlidir. Akış hızı ne kadar yüksek olursa, ısı konveksiyonu istenmeyen termal enerjiyi uzaklaştırmada o kadar etkili olabilir.
6. Soğutucu akışkanın yapısı
Isı transfer etkisi enjeksiyon kalıbı soğutma sıvısının viskozitesi ve termal iletkenliği ile yakından ilişkilidir. Düşük viskoziteler termal özelliklerin artmasını sağlayarak daha düşük sıcaklıklarda çalışan kalıplar için daha iyi soğutma kabiliyeti sağlar.
7. Plastik seçimi
Plastikler, belirli bir ortamın sıcaklığının düzenlenmesinde önemli bir rol oynar. Plastikler, daha sıcak alanlardaki ısıyı tüketerek, daha fazla termal kontrol ve enerji verimliliği için ısının daha soğuk alanlara hızla dağıtılmasına yardımcı olabilir.
Plastik malzemeleri seçerken, özgül ısı ve termal iletkenlik katsayıları dikkate alınmalıdır, çünkü bunlar hızlı soğuma kabiliyetini büyük ölçüde etkiler - bu da onları çok daha güçlü hale getirir!

8. İşleme parametre ayarı
Malzeme sıcaklığınızı artırmak, daha yüksek verimlilik için daha yüksek bir kalıp sıcaklığını kolaylaştırır ve sonuçta ortaya çıkan düşük fırlatma sıcaklığı, soğutmada daha fazla zaman gerektirir; bu içgörü ile makine döngü sürelerinizi optimize edin.
9. Soğutma sistemi için tasarım kuralları
Verimliliği en üst düzeye çıkarmak için soğutma sistemi, eşit ve hızlı sıcaklık düzenlemesi sağlayacak şekilde tasarlanmıştır. İşleme delikleri de üretim ve montaj kolaylığı için standart boyutlarda özenle inşa edilmiştir.

10. Soğutma sistemi tasarım parametreleri
Söz konusu olduğunda enjeksiyon kalıbı tasarımında, plastik parçanın et kalınlığı ve hacmi, soğutma deliği konumu, boyutu ve tipi gibi çeşitli parametreleri belirler - bunların tümü, mukavemet/doğruluk ile yüzey kalitesi/büzülme arasında ideal bir dengeye ulaşmayı amaçlar.
Mukavemet veya doğruluk açısından daha yüksek performans isteniyorsa, daha riskli yüzey kusurları veya büzülme seviyeleri ile sonuçlanabilecek değişiklikler yapılabilir.
Soğutma hızının kontrol edilmesi enjeksiyon kalıplama pürüzsüz bir yüzey kalitesi ve bileşenlerde minimum büzülme elde etmek için gereklidir.
Bu hedefe ulaşmak için ısı girdisini azaltmak veya parça geometrisini değiştirmek gibi çeşitli yöntemler kullanılabilir. Bu değişikliklerin uygun şekilde uygulanması, üreticilerin ve tasarımcıların standart parça üretim süreçlerine göre avantaj elde etmelerini sağlar.
1) Termal bariyerlerin kullanımı
Yalıtım malzemeleri veya soğutulmuş çekirdekler gibi, ısının malzemeden malzemeye transferini yavaşlatmak için enjeksiyon kalıbı Boşluğa.
2) Değişken kalıp sıcaklıklarının kullanılması
Kalıbın farklı bölümlerinin farklı sıcaklıklarda tutulduğu durumlarda, parça boyunca eşit soğutma oranlarına göre hareket edilir.
Sonuç
Enjeksiyon kalıplama karmaşık bir süreçtir ve soğutma hızı bitmiş parçanın çeşitli yönlerini etkiler.
Malzeme bileşiminin nasıl olduğunu anlayarak, enjeksiyon kalıbı Boyut ve karmaşıklığın yanı sıra soğutma sisteminin türü de bu parametreyi etkilediğinden, istenen mekanik özellikleri sağlarken aynı zamanda boyutsal doğruluk ve yüzey kalitesini de dikkate alan optimum bir oran geliştirilebilir.







