

During plastic forma wtryskowaing, the cooling rate of a material is key in determining its quality and properties.
Zbyt szybki lub zbyt wolny spadek może powodować problemy z krystalicznością, osłabiać wytrzymałość i zniekształcać dokładność wymiarową - wszystko to jest szkodliwe dla końcowego produktu. Podczas próby regulacji idealnej szybkości chłodzenia należy wziąć pod uwagę kilka czynników:
1. Projektowanie produktów z tworzyw sztucznych
Grubość ścianki produktu z tworzywa sztucznego jest istotnym czynnikiem określającym czas chłodzenia. Zgodnie z ogólną zasadą, grubsze produkty wymagają ponad dwukrotnie dłuższego czasu chłodzenia w porównaniu do ich cieńszych odpowiedników; zależność ta jest zgodna z prawem potęgowym 1,6 dotyczącym średnicy największego kanału przepływu wewnątrz każdego plastikowego elementu.

2. Materiał formy
Die material plays a pivotal role in cooling injection molding parts adequately and efficiently. The thermal conductivity of the components, including core, cavity material, and base must be optimized to ensure maximum heat transfer speeds are achieved during production runs so that cycle times may remain low.
3. Metoda chłodzenia
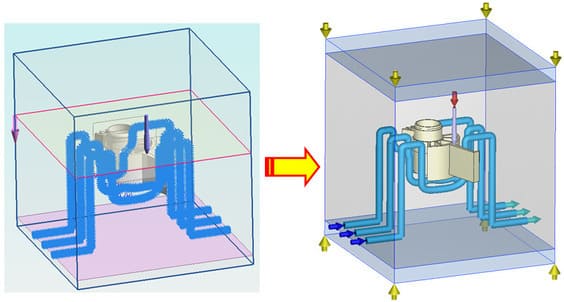
Formowanie wtryskowe to proces, w którym zastosowany system chłodzenia odgrywa ważną rolę w określaniu, jak szybko ciepło może zostać usunięte z materiału i wnęki.
It’s common to include channels for water, air or oil coolant when designing injection molds; however, more advanced systems such as cryogenic ones have been known to offer even greater efficiency with higher rates of cooling success.
Chociaż wszystkie trzy opcje są opłacalne w zależności od potrzeb aplikacji, producenci muszą dokładnie rozważyć, który typ najlepiej odpowiada ich wymaganiom, zanim przejdą dalej.

4. Konfiguracja przewodu wody chłodzącej
An effective cooling system is essential for achieving successful injection molding results, and this can be achieved by ensuring an optimized pipe configuration – the closer pipes to the cavity, with a larger diameter amounting to greater numbers, will result in faster cool-down times.
5. Przepływ chłodziwa
Aby zmaksymalizować wydajność chłodzenia, kluczowe jest zapewnienie turbulentnego przepływu dostarczanej wody. Im wyższe natężenie przepływu, tym bardziej efektywna może być konwekcja ciepła w odbieraniu niepożądanej energii cieplnej.
6. Charakter chłodziwa
The heat transfer effect of the injection mold is closely related to the viscosity and thermal conductivity of its coolant. Lowered viscosities promote increased thermal properties, resulting in improved cooling ability for molds that operate at lower temperatures.
7. Wybór tworzyw sztucznych
Tworzywa sztuczne odgrywają ważną rolę w regulacji temperatury danego środowiska. Pochłaniając ciepło z gorętszych obszarów, tworzywa sztuczne mogą pomóc szybko rozproszyć je do chłodniejszych przestrzeni, zapewniając lepszą kontrolę termiczną i efektywność energetyczną.
Wybierając tworzywa sztuczne, należy wziąć pod uwagę ich ciepło właściwe i współczynnik przewodności cieplnej, ponieważ w znacznym stopniu wpływają one na ich zdolność do szybkiego chłodzenia - dzięki czemu są one o wiele bardziej wydajne!

8. Ustawienie parametrów przetwarzania
Zwiększenie temperatury materiału ułatwia uzyskanie wyższej temperatury formy w celu poprawy wydajności, a wynikająca z tego obniżona temperatura wyrzutu wymaga więcej czasu na chłodzenie; zoptymalizuj czas cyklu maszyny dzięki tej wiedzy.
9. Zasady projektowania układu chłodzenia
Aby zmaksymalizować wydajność, system chłodzenia został zaprojektowany tak, aby zapewnić równomierną i szybką regulację temperatury. Otwory procesowe zostały również starannie wykonane w standardowych rozmiarach, aby ułatwić produkcję i montaż.

10. Parametry projektowe układu chłodzenia
When it comes to injection mold design, the plastic part’s wall thickness and volume dictate a variety of parameters such as cooling hole location, size and type – all with an aim to arrive at an ideal balance between strength/accuracy versus surface finish/shrinkage.
Jeśli pożądana jest wyższa wydajność pod względem wytrzymałości lub dokładności, można wprowadzić zmiany, które mogą skutkować bardziej narażonymi wadami powierzchni lub poziomami skurczu.
Controlling the cooling rate in injection molding is essential for achieving a smooth surface finish and minimal shrinkage on components.
Aby osiągnąć ten cel, można zastosować różne metody, takie jak zmniejszenie dopływu ciepła lub zmiana geometrii części. Odpowiednie wdrożenie tych modyfikacji pozwala producentom i projektantom uzyskać przewagę nad standardowymi procesami produkcji części.
1) Zastosowanie barier termicznych
Takie jak materiały izolacyjne lub chłodzone rdzenie, aby spowolnić przenoszenie ciepła z materiału do urządzenia. forma wtryskowa ubytek.
2) Stosowanie różnych temperatur formy
Gdzie różne sekcje formy są utrzymywane w różnych temperaturach, aby zapewnić równomierne chłodzenie całej części.
Wnioski
Formowanie wtryskowe to złożony proces, a szybkość chłodzenia wpływa na różne aspekty gotowej części.
Poprzez zrozumienie składu materiału, forma wtryskowa Rozmiar i złożoność, a także rodzaj systemu chłodzenia wpływają na ten parametr, można opracować optymalną szybkość, która zapewnia pożądane właściwości mechaniczne, biorąc jednocześnie pod uwagę dokładność wymiarową i wykończenie powierzchni.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







