 Skip to content
Skip to content 

During plastic injection molding, the cooling rate of a material is key in determining its quality and properties.
Too rapid or too slow of a decrease can cause crystallinity issues, weaken the strength, and distort dimensional accuracy-all detrimental to the final product output. Several factors must be accounted for when attempting to regulate an ideal cooling rate; these include:
1. Design of plastic products
Plastic product wall thickness is an essential factor in determining the cooling time. As a general rule, thicker products require more than double the amount of cooling time when compared to their thinner counterparts; this relationship follows a 1.6th power law concerning the diameter of the largest flow channel inside each plastic item.

2. Mold material
Die material plays a pivotal role in cooling injection molding parts adequately and efficiently. The thermal conductivity of the components, including core, cavity material, and base must be optimized to ensure maximum heat transfer speeds are achieved during production runs so that cycle times may remain low.
3. Cooling method
Injection molding is a process wherein the cooling system used plays an important role in determining how quickly heat can be removed from the material and cavity.
It’s common to include channels for water, air or oil coolant when designing injection molds; however, more advanced systems such as cryogenic ones have been known to offer even greater efficiency with higher rates of cooling success.
Whilst all three are viable options dependent on application need, manufacturers must consider carefully which type best suits their requirements before proceeding further.

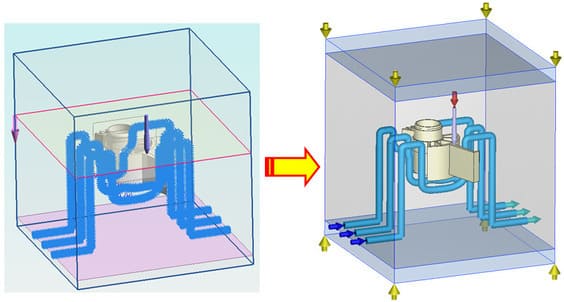
4. Cooling water pipe configuration
An effective cooling system is essential for achieving successful injection molding results, and this can be achieved by ensuring an optimized pipe configuration – the closer pipes to the cavity, with a larger diameter amounting to greater numbers, will result in faster cool-down times.
5. Coolant flow
To maximize efficient cooling, ensuring turbulent flow of the water supply is key. The higher the flow rate, the more effective heat convection can be in taking away unwanted thermal energy.
6. Nature of the coolant
The heat transfer effect of the injection mold is closely related to the viscosity and thermal conductivity of its coolant. Lowered viscosities promote increased thermal properties, resulting in improved cooling ability for molds that operate at lower temperatures.
7. Plastic selection
Plastics play an important role in regulating the temperature of a given environment. By consuming heat from hotter areas, plastics can help to quickly dissipate it into cooler spaces for greater thermal control and energy efficiency.
When choosing plastic materials, their specific heat and thermal conductivity coefficient should be taken into consideration as they greatly influence its ability to cool swiftly – making them that much more powerful!

8. Processing parameter setting
Increasing your material temperature facilitates a higher mold temp for improved efficiency, and the resulting reduced ejection temperature requires more time in cooling; optimize your machine cycle times with this insight.
9. Design rules for the cooling system
To maximize efficiency, the cooling system has been designed to ensure uniform and speedy temperature regulation. Processing holes have also been carefully constructed with standard sizes for ease of manufacture and assembly.

10. Cooling system design parameters
When it comes to injection mold design, the plastic part’s wall thickness and volume dictate a variety of parameters such as cooling hole location, size and type – all with an aim to arrive at an ideal balance between strength/accuracy versus surface finish/shrinkage.
If higher performance is desired in terms of strength or accuracy, alterations can be made that may result in more compromised surfaces defects or shrinkage levels.
Controlling the cooling rate in injection molding is essential for achieving a smooth surface finish and minimal shrinkage on components.
Various methods can be employed to reach this goal, such as reducing heat input or altering part geometry. Implementing these modifications appropriately allows manufacturers and designers to gain an edge over standard parts production processes.
1) The use of thermal barriers
Such as insulating materials or cooled cores, to slow the transfer of heat from the material to the injection mold cavity.
2) The use of varying mold temperatures
Where different sections of the mold are maintained at different temperatures to act to uniform cooling rates across the part.
Conclusion
Injection molding is a complex process, and the cooling rate affects various aspects of the finished part.
By understanding how material composition, injection mold size & complexity as well as type of cooling system influence this parameter, one can develop an optimal rate that ensures desired mechanical properties while also taking into consideration dimensional accuracy and surface finish.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






