 Vai al contenuto
Vai al contenuto 

La velocità di raffreddamento nello stampaggio a iniezione? | ZetarMold stampo a iniezioneing, the cooling rate of a material is key in determining its quality and properties.
Una diminuzione troppo rapida o troppo lenta può causare problemi di cristallinità, indebolire la resistenza e alterare la precisione dimensionale, il tutto a scapito del prodotto finale. Quando si cerca di regolare una velocità di raffreddamento ideale, occorre tenere conto di diversi fattori, tra cui:
1. Progettazione di prodotti in plastica
Lo spessore delle pareti dei prodotti in plastica è un fattore essenziale nel determinare il tempo di raffreddamento. Come regola generale, i prodotti più spessi richiedono un tempo di raffreddamento più che doppio rispetto a quelli più sottili; questa relazione segue una legge di potenza di 1,6° relativa al diametro del canale di flusso più grande all'interno di ciascun articolo in plastica.

2. Materiale dello stampo
Die material plays a pivotal role in cooling injection molding parts adequately and efficiently. The thermal conductivity of the components, including core, cavity material, and base must be optimized to ensure maximum heat transfer speeds are achieved during production runs so that cycle times may remain low.
3. Metodo di raffreddamento
Lo stampaggio a iniezione è un processo in cui il sistema di raffreddamento utilizzato svolge un ruolo importante nel determinare la velocità con cui il calore può essere rimosso dal materiale e dalla cavità.
It’s common to include channels for water, air or oil coolant when designing injection molds; however, more advanced systems such as cryogenic ones have been known to offer even greater efficiency with higher rates of cooling success.
Sebbene tutte e tre le opzioni siano valide a seconda delle esigenze applicative, i produttori devono valutare attentamente quale sia il tipo più adatto alle loro esigenze prima di procedere oltre.

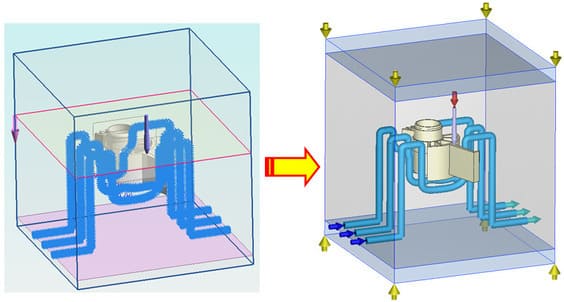
4. Configurazione del tubo dell'acqua di raffreddamento
An effective cooling system is essential for achieving successful injection molding results, and this can be achieved by ensuring an optimized pipe configuration – the closer pipes to the cavity, with a larger diameter amounting to greater numbers, will result in faster cool-down times.
5. Flusso di refrigerante
Per massimizzare l'efficienza del raffreddamento, è fondamentale garantire un flusso turbolento dell'acqua di alimentazione. Maggiore è la portata, più efficace è la convezione termica per sottrarre l'energia termica indesiderata.
6. Natura del refrigerante
The heat transfer effect of the injection mold is closely related to the viscosity and thermal conductivity of its coolant. Lowered viscosities promote increased thermal properties, resulting in improved cooling ability for molds that operate at lower temperatures.
7. Selezione della plastica
Le materie plastiche svolgono un ruolo importante nella regolazione della temperatura di un determinato ambiente. Assorbendo il calore dalle aree più calde, le materie plastiche possono contribuire a dissiparlo rapidamente in spazi più freschi, per un maggiore controllo termico ed efficienza energetica.
Quando si scelgono i materiali plastici, occorre tenere conto del loro calore specifico e del coefficiente di conducibilità termica, che influenzano notevolmente la loro capacità di raffreddarsi rapidamente, rendendoli molto più potenti!

8. Impostazione dei parametri di elaborazione
L'aumento della temperatura del materiale consente di aumentare la temperatura dello stampo per migliorare l'efficienza e la conseguente riduzione della temperatura di espulsione richiede più tempo per il raffreddamento.
9. Regole di progettazione del sistema di raffreddamento
Per massimizzare l'efficienza, il sistema di raffreddamento è stato progettato per garantire una regolazione uniforme e rapida della temperatura. Anche i fori di lavorazione sono stati accuratamente realizzati con dimensioni standard per facilitare la produzione e l'assemblaggio.

10. Parametri di progettazione del sistema di raffreddamento
When it comes to injection mold design, the plastic part’s wall thickness and volume dictate a variety of parameters such as cooling hole location, size and type – all with an aim to arrive at an ideal balance between strength/accuracy versus surface finish/shrinkage.
Se si desiderano prestazioni più elevate in termini di resistenza o precisione, è possibile apportare modifiche che possono comportare difetti di superficie o livelli di ritiro più compromessi.
Controlling the cooling rate in injection molding is essential for achieving a smooth surface finish and minimal shrinkage on components.
Per raggiungere questo obiettivo si possono utilizzare vari metodi, come la riduzione dell'apporto termico o la modifica della geometria dei pezzi. L'implementazione di queste modifiche consente ai produttori e ai progettisti di ottenere un vantaggio rispetto ai processi di produzione standard.
1) L'uso di barriere termiche
Come ad esempio materiali isolanti o nuclei raffreddati, per rallentare il trasferimento di calore dal materiale all'ambiente. stampo a iniezione cavità.
2) L'uso di temperature di stampo variabili
In cui le diverse sezioni dello stampo vengono mantenute a temperature diverse per ottenere tassi di raffreddamento uniformi in tutto il pezzo.
Conclusione
Lo stampaggio a iniezione è un processo complesso e la velocità di raffreddamento influisce su vari aspetti del pezzo finito.
Comprendendo la composizione dei materiali, stampo a iniezione Le dimensioni, la complessità e il tipo di sistema di raffreddamento influenzano questo parametro, è possibile sviluppare una velocità ottimale che garantisca le proprietà meccaniche desiderate, tenendo conto anche della precisione dimensionale e della finitura superficiale.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







