 İçeriğe geç
İçeriğe geç 


Enjeksiyon kalıpları, çok sayıda endüstride ürünleri şekillendiren ve biçimlendiren birden fazla bileşenden oluşan plastik parçaların üretimi için hayati önem taşır.
Bir enjeksiyon kalıbı, plastik ürünleri verimli bir şekilde şekillendiren, soğutan ve serbest bırakan çekirdek ve boşluk plakaları, yolluk ve yolluk sistemleri, soğutma kanalları ve ejektör pimlerinden oluşur.
Bu özet, bir enjeksiyon kalıbının temel bileşenlerini ana hatlarıyla belirtirken, belirli işlevleri ve uygulamaları hakkında daha derin bilgiler anlayışınızı daha da geliştirebilir. Her bir bileşenin verimli üretim süreçlerine nasıl katkıda bulunduğunu keşfetmek için okumaya devam edin.
Enjeksiyon kalıpları hem maça hem de boşluk plakaları gerektirir.Doğru
Çekirdek ve boşluk plakaları, iç ve dış yüzeylerini oluşturmak için birlikte çalışarak kalıplanmış parçanın şeklini tanımlamada esastır.
Tüm enjeksiyon kalıpları sıcak yolluk sistemleri içerir.Yanlış
Tüm kalıplar sıcak yolluk kullanmaz; bazıları, özellikle daha az karmaşık veya daha düşük hacimli üretimler için soğuk yolluk kullanır.
Enjeksiyon Kalıbı Nedir?
Enjeksiyon kalıpları, çeşitli şekil ve boyutlarda plastik parçaların hassas ve tekrarlanabilir üretimine olanak tanıyan, imalatta temel araçlardır.
Enjeksiyon kalıpları, otomotiv, elektronik ve tüketim malları üretimi gibi endüstriler için çok önemli olan, plastiği hassas ve verimli bir şekilde şekillendirmek için kullanılan karmaşık araçlardır.

Enjeksiyon kalıbı, erimiş plastiği bir kalıp içine enjekte ederek plastik ürünler üreten bir araçtır. kalıp boşluğu1 bir enjeksiyon kalıplama makinesi kullanılarak. Plastik soğuduktan ve sertleştikten sonra istenen plastik ürün üretilebilir. Bir enjeksiyon kalıbı, enjeksiyon kalıplama makinesinin hareketli kalıp plakasına ve sabit kalıp plakasına monte edilen hareketli bir kalıp ve sabit bir kalıptan oluşur. Plastik enjeksiyon kalıplama işlemi sırasında, hareketli kalıp ve sabit kalıp birlikte plastiğin enjeksiyonunu, soğutulmasını ve fırlatılmasını tamamlar.
Enjeksiyon kalıpları parça üretiminde yüksek hassasiyet sağlar.Doğru
Kalıplama süreci sıkı toleranslara, tutarlı kaliteye ve malzeme israfının azaltılmasına olanak tanıyarak hassas parça üretimi sağlar.
Tüm enjeksiyon kalıpları çelikten yapılmıştır.Yanlış
Birçok kalıp dayanıklılık için çelikten yapılırken, diğerleri uygulamaya ve üretim hacmine bağlı olarak alüminyumdan veya diğer malzemelerden yapılabilir.
Enjeksiyon Kalıbının Ana Bileşenleri Nelerdir?
Enjeksiyon kalıpları, hassas ve tekrarlanabilir bir yapı sağlayarak sayısız plastik ürünün şeklini ve işlevini tanımlayan üretimde çok önemlidir.
Bir enjeksiyon kalıbı, kalıplanmış parçaları verimli bir şekilde şekillendirmek, soğutmak ve çıkarmak için işbirliği yapan bir kalıp tabanı, kılavuz pimler, boşluklar, maçalar, ejektör sistemi, soğutma kanalları ve yolluk sisteminden oluşur.

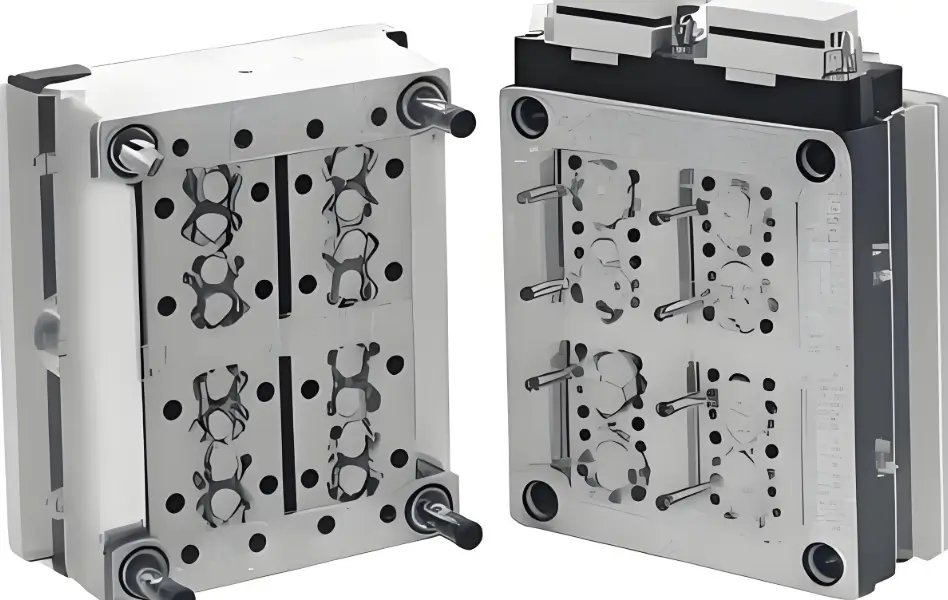
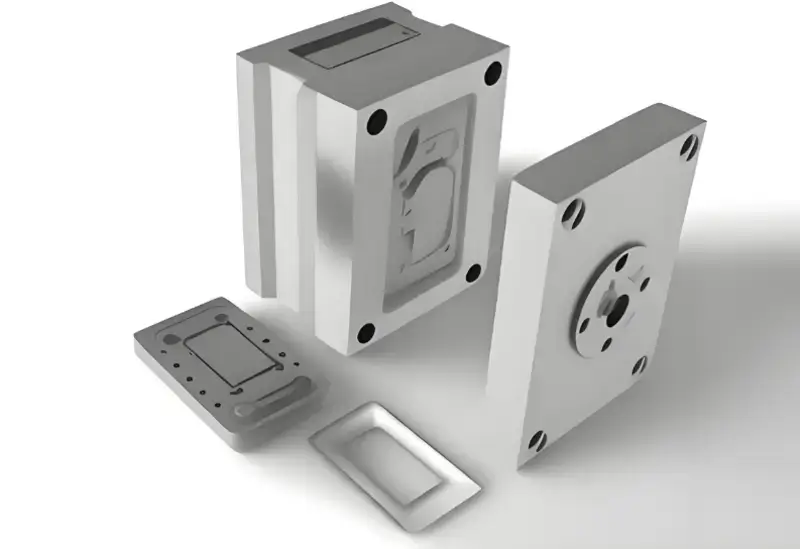
Sabit Kalıp ve Hareketli Kalıp
Sabit kalıp ve hareketli kalıp, sırasıyla enjeksiyon kalıplama makinesinin sabit ve hareketli kalıp plakalarına monte edilen enjeksiyon kalıbının iki parçasıdır (kalıp yarıları). Enjeksiyon sırasında, hareketli kalıp ve sabit kalıp birleştirilir ve ortada boşluk olarak adlandırılan bir boşluk vardır. Erimiş plastik boşluğa enjekte edilir ve bir ürün oluşturmak için soğutulur.
-
Sabit Kalıp: Sabit kalıp, enjeksiyon kalıplama makinesinin sabit plakası üzerinde bulunur ve makine açılıp kapanırken kaymaz. Bunlar sabit kalıp taban plakası ve sabit kalıp tabanı ve bunların arasında sabit kalıp çekirdeğidir. Sabit kalıp çekirdeği hareketli kalıp çekirdeği ile birleşerek boşluğu sağlar.
-
Hareketli kalıp: Hareketli kalıp, hareketli plakanın üzerine monte edilir enjeksi̇yon kaliplama maki̇nesi̇2. Hareketli kalıp genellikle hareketli kalıp tabanı, hareketli kalıp yuvası ve hareketli kalıp çekirdeğinden oluşur. Hareketli kalıp çekirdeği ve sabit kalıp çekirdeği kalıp boşluğunu oluşturur.
Boşluk ve Çekirdek
Boşluk ve maça, nihai plastik ürünün şeklini ve boyutunu tanımladıkları için enjeksiyon kalıbının ana parçası olarak tanımlanır.
-
Boşluk:Boşluk, nihai ürün şeklinin oluşturulmasında hareketli kalıp çekirdeği ile birlikte kalıbın iç tarafındaki çöküntüdür. Boşluk tasarımı, imal edilen plastik ürünün boyutlarının ve görünümünün tatmin edici olabilmesi için hassas bir çalışma gerektirir.
-
Çekirdek: Maça, sabit maça ile birlikte nihai ürünün iç kısmını oluşturan kalıbın çıkıntılı kısmıdır. Maça, karmaşık ürün yapılarını barındırmak için ana maça ve yardımcı maça olmak üzere birden fazla alt parçadan oluşur.
Rehberlik Sistemi
Kılavuz sistemi, kalıbın yanlış hizalanmasından kaynaklanan hatalı nihai ürünleri önlemek için açma ve kapama işlemi sırasında hareketli kalıp ile sabit kalıbın doğru şekilde hizalanmasını sağlar. Kılavuz sistemi rehber si̇stem3 esas olarak bir ana kılavuz pimi ve bir kılavuz manşondan oluşur.
-
Kılavuz Pimler4: Kılavuz pimler, kalıp tabanının açılma ve kapanma hareketini yönlendirmek ve kalıbın doğru bir şekilde merkezlenebilmesini sağlamak için hareketli kalıp taban plakasına takılır. Kılavuz pimler genellikle yüksek mukavemetli çelikten yapılır ve düzlüklerini ve aşınma dirençlerini sağlamak için hassas bir şekilde işlenir.
-
Kılavuz Burçlar: Kılavuz burçlar sabit kalıp taban plakasına monte edilir ve kılavuz pim ile birlikte kullanılır. Kılavuz kovan ve kılavuz pim arasındaki eşeksenlilik gereksinimleri nispeten yüksektir ve kılavuz kovanın iç çapının kılavuz pimin dış çapı ile yakından eşleşmesi gerekir.
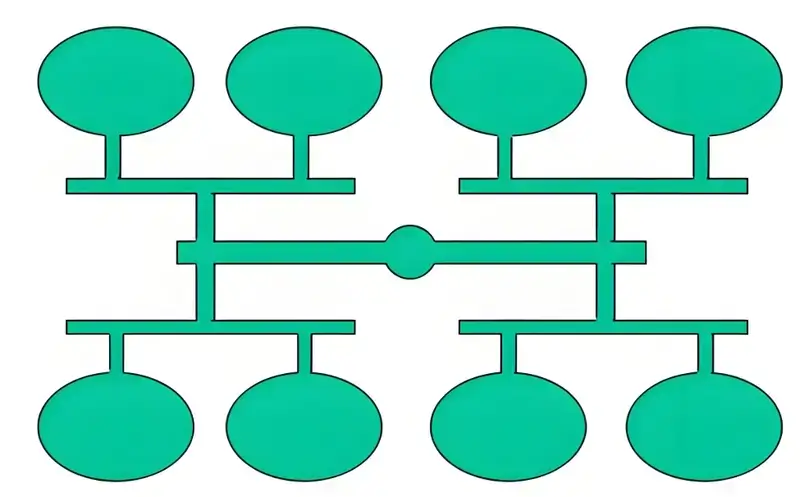
Koşucu Sistemi
Yolluk sistemi, erimiş plastiği kutunun boşluğuna yönlendirir ve ana yolluk, alt yolluk, kapı ve soğuk slug kuyusundan oluşur.
-
Ana koşucu: Ana yolluk, erimiş plastiğin enjeksiyon kalıplama makinesinin nozülünden doğrudan kalıp boşluğuna beslendiği ve tercihen sabit kalıp tarafında bulunan kalıp parçasıdır. Ana yolluk tasarımı, düzgün plastik akışı sağlamalı ve basınç kaybını en aza indirmelidir.
-
Alt koşucu: Alt yolluk, akan erimiş plastiği her bir boşluğa dağıtır, genellikle hareketli ve sabit kalıplar arasına yerleştirilir. Alt yollukların kesit şekli ve boyutu, plastiğin her bir boşluğa eşit dağılımını sağlamak için iyi tasarlanmalıdır.
-
Kapı: Kapı, plastiğin boşluğa girdiği kanalın son bölümüdür. Bu şekil ve boyut, ürettiği ürünlerin kalitesi üzerinde etkilidir. Yaygın geçit tipleri pim geçidi, kenar geçidi ve denizaltı geçidini içerir.
-
Cold Slug Well: Soğuk sümüklü böcek kuyusu, bir sonraki enjeksiyona müdahale etmesini önlemek için kalıbın soğutulmasından sonra oluşan atık malzemeyi tutan kuyudur. Soğuk sümüklü böcek kuyusu normalde alt yolluk ucuna yerleştirilir ve soğuk malzemeyi verimli bir şekilde çıkarabilmelidir.
Havalandırma Sistemi
Egzoz sisteminin işlevi, ürün kalitesini etkileyebilecek kabarcıkların veya boşlukların oluşmasını önlemek için havayı ve diğer gazları boşluktan dışarı atmaktır. Egzoz sistemi egzoz olukları, egzoz delikleri veya ayırma yüzeyleri arasındaki boşluk olabilir.
-
Havalandırma Kanalları: Havalandırma kanalları, kalıp boşluğunun kenarlarında, normalde en kalın parçada veya kapıdan en uzakta bulunan ince uzunlamasına boşluklardır. Havalandırma kanallarının parametreleri, uygun havalandırma sağlamak ve ürünün görünümünden ödün vermemek için çok doğru bir şekilde tanımlanmalıdır.
-
Havalandırma Delikleri5: Havalandırma delikleri, kalıp üzerinde bulunan ve boşluk içindeki gazların salınmasına yardımcı olan ince açıklıklardır. Havalandırma delikleri, erimiş plastik tarafından kolayca tıkanmamalarını sağlamak için uygun şekilde tasarlanmalı ve yerleştirilmelidir.
Soğutma Sistemi
Soğutma sisteminin ana işlevi, plastik ürünün makul bir süre içinde soğumasını ve katılaşmasını sağlamak için kalıp sıcaklığını kontrol etmektir. Soğutma sistemi genellikle soğutma suyu kanalları ve soğutma sıvısından oluşur. Soğutma suyu kanalları genellikle kalıp boşluğunun ve çekirdeğin yakınına yerleştirilir ve dolaşımdaki soğutma sıvısı, ürün kalitesini ve üretim verimliliğini sağlamak için kalıbın ısısını alır.

-
Soğutma Kanalları6: Soğutma kanalları, kalıp içinde yapılan ve genellikle bir işleme operasyonunun delinmesi yoluyla oluşturulan su sirkülasyon kanallarıdır. Bir soğutma kanalının dağılımı, esas olarak kalıbın uygun şekilde soğutulması için makul olmalıdır.
-
Soğutma Sıvısı: Kalıp için soğutma ortamı, ısıyı uzaklaştırmak için su veya yağ gibi bir sıvı kullanmaktır. Soğutma sıvısının akış hızı ve sıcaklığı tüm süreçte çok önemlidir, bu nedenle üretilecek ürünlere bağlı olarak düzenlenmesi gerekir.
Fırlatma Sistemi
Kalıptan çıkarma sistemi, soğumuş ve katılaşmış plastik ürünü itici pimler, itici plakalar ve çıkarma sistemi yardımıyla kalıp boşluğundan çıkarır.

-
İtici Pimler7: Fırlatma pimleri, fırlatma sisteminin önemli bir bileşenidir. Ürünü boşluktan çıkarmak için ejektör plakasının etkisi altında hareket eder. Ejektörün tipi ve konumu, düzgün bir çıkarma kuvveti sağlamak için kalıplanan ürünün şekline ve boyutuna göre seçilmelidir.
-
İtici Plakalar: Ejektör plakaları, ejektör pimlerinin sabitlendiği ve ejektör sistemi tarafından çalıştırıldığı plakalardır. İtici plakalar normalde hareketli kalıp taban plakasına karşı kayar, böylece fırlatma eylemleri çakışır.
-
Fırlatma Mekanizmaları: Ejeksiyon araçları, ejektör plakalarını ve ejektör pimlerini çalıştırır ve genellikle ejektör silindirleri veya ejektör hidrolik silindiri ile yapılır. Fırlatma mekanizmalarının tasarımı yeterli fırlatma kuvveti ve düzgün hareket sağlamalıdır.
Destek ve Konumlandırma Sistemi
Destek ve konumlandırma sistemi, kullanım sırasında kalıbın stabilitesini ve doğruluğunu korurken kalıp bileşenlerini desteklemek ve sabitlemekten sorumludur. Çoğu durumda, sistem bir kalıp çerçevesi, destek kolonları ve konumlandırma pimleri gerektirir.

-
Kalıp Çerçevesi8: Kalıp çerçevesi tüm kalıp yapısını destekler, normalde çelik malzeme seçer. Kalıp çerçevesi tasarımı, [enjeksiyon kalıplama] kuvvetlerini yönetmek için kalıbın sertliğini ve dengesini yönetecek şekilde olmalıdır.
-
Destek Sütunları: Destek kolonları hareketli ve sabit kalıpları destekler ve sabitler Genellikle köşede ve hareketli ve sabit kalıpların bazı kilit noktalarında bulunur. Destek kolonlarının tasarımı, yapının stabilitesini göz önünde bulundurmak veya bulundurmamak için kalıbın boyutuna ve ağırlığına bağlı olmalıdır.
-
Konumlandırma Pimleri:Konumlandırma pimleri, hareketli ve sabit kalıpların doğru konumlandırılmasını sağlamak için kullanılır. Bu pimler genellikle ayırma yüzeyinde bulunur. Konumlandırma pimlerinin tasarımı ve işleme hassasiyeti, kalıbın konum merkezlemesini doğrudan belirler.
Enjeksiyon kalıpları uyum içinde çalışan birden fazla bileşenden oluşur.Doğru
Açıklama mevcut değil.
Modern enjeksiyon kalıplarında ejektör sistemi gereksizdir.Yanlış
Ejektör sistemi, bitmiş parçaların kalıptan çıkarılması, hasarın önlenmesi ve sorunsuz üretim döngülerinin sağlanması için çok önemlidir.
Enjeksiyon Kalıbının Yardımcı Bileşenleri Nelerdir?
Yardımcı bileşenler, enjeksiyon kalıplarının işlevselliğini ve verimliliğini artırmak için kritik öneme sahiptir ve çeşitli üretim süreçlerini etkiler.
Enjeksiyon kalıplarındaki kalıp tabanları ve itici pimler gibi yardımcı bileşenler, kalıplama hassasiyetini, soğutma verimliliğini ve parça fırlatmayı geliştirerek genel performansı optimize eder.
Koşucu Plakası
Yolluk plakası, normalde sabit kalıp üzerinde bulunan her boşluğa erimiş plastiğe yön verir. Esas olarak tasarım ve işleme hassasiyeti dahil olmak üzere yolluk plakasının yapısı, plastik ürünlerin niteliğini ve enjeksiyon işleminin istikrarını büyük ölçüde etkileyecektir.
- Runner Plaka Tasarımı: Yolluk plakası tasarımı, düzgün bir akış ve erimiş plastik malzemenin uygun şekilde dağılmasını sağlamanın yollarını yansıtmalıdır. Akış direncini ve enjeksiyon basınç düşüşünü azaltmak için yolluk plakasının kesit boyutlarına karar verilmelidir.
Uçlar
Kesici uçlar kalıpta karmaşık yapılar veya özel şekiller oluşturur, genellikle kolay bakım ve değiştirme için çıkarılabilir şekilde tasarlanmıştır. Kesici uçlar tasarlanırken, nihai ürünün yüksek kalitede olması için montaj ve özel işleme endişeleri göz önünde bulundurulmalıdır.
Mühürler
Contalar, önceden oluşturulmuş erimiş plastiğin veya soğutma sıvısının sızmasına izin vermeyerek enjeksiyon işleminin sorunsuz olmasını sağlar. Yaygın sızdırmazlık elemanları, kalıbın kilit sızdırmazlık bölümlerine yerleştirilmesi gereken O-ringler, sızdırmazlık halkaları ve benzerleridir.

-
O-ring: O-ring9 genellikle soğutma suyu devresinde ve kalıbın hidrolik sisteminde kullanılan yaygın bir sızdırmazlık elemanıdır. Sızdırmazlık performansını ve dayanıklılığını sağlamak için O-ringin malzemesi ve boyutu kullanım koşullarına göre seçilmelidir.
-
Sızdırmazlık Halkaları: Sızdırmazlık halkaları, plastik peletlerin erimiş malzeme veya soğutma sıvısının sızmasını önlemek için kalıbın ayırma yüzeylerinde ve kılavuz sistemlerinde kullanılır. Sızdırmazlık halkalarının seçimi, en iyi sızdırmazlık verimliliğini ve dayanıklılığını elde etmek için uygulama ortamına uyacak şekilde yapılmalıdır.
Yaylar ve Tamponlar
Yaylar ve tamponlar, kalıbın açılması ve kapanması sırasında darbe kuvvetini azaltmaya ve emmeye yardımcı olarak kalıpların ve enjeksiyon kalıplama makinesinin korunmasına yardımcı olur. Yayların ve tamponların özellikleri ve parametreleri, tasarlanan yay ve tampon işlevini ve dayanıklılığını sağlamak için kalıbın boyutuna ve ağırlığına bağlı olarak seçilmelidir.

-
Springs: Yaylar, fırlatma sistemlerinde ve kılavuz sistemlerinde, fırlatma hareketi ve kılavuz sistemleri için elastik kuvvet sağlamak amacıyla kullanılır. Yaylar ve özellikleri ve parametreleri kalıbın yapısına ve kullanımına göre seçilmeli ve tasarlanmalıdır.
-
Tamponlar: Tampon, kalıp açma ve kapama gibi işlemler sırasında kalıbı ve enjeksiyon kalıplama makinesini koruyabilir. Kalıbın tamponu, kalıbın kalitesine ve kalıbın kapanma hızına göre darbe kuvvetini etkili bir şekilde dağıtmalıdır.
Yardımcı bileşenler enjeksiyon kalıplarının hassasiyetini artırır.Doğru
Kılavuz pimler ve ejektör pimleri gibi bileşenler, hassas kalıplama sonuçlarına yol açacak şekilde doğruluk ve tutarlılık sağlamak üzere tasarlanmıştır.
Tüm enjeksiyon kalıpları aynı yardımcı bileşenleri gerektirir.Yanlış
Farklı kalıplar, tasarım karmaşıklığı ve üretim gereksinimleri gibi faktörlere bağlı olarak farklı yardımcı bileşenler gerektirir.
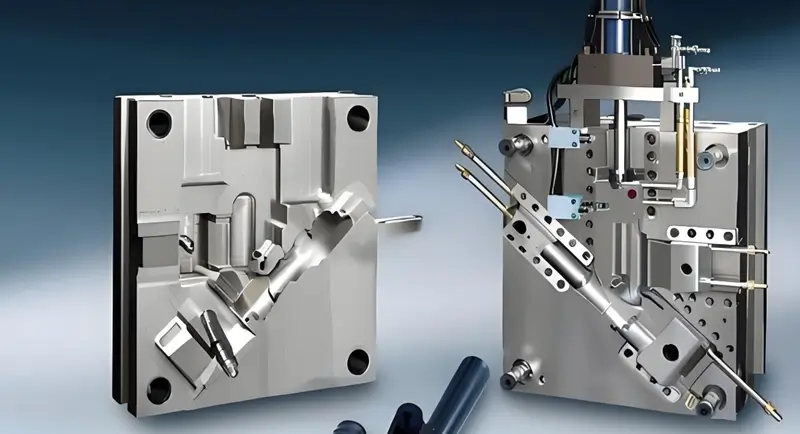
Enjeksiyon Kalıbı Nasıl Tasarlanır ve Üretilir?
Enjeksiyon kalıbı tasarımı ve üretimi, otomotivden tüketici ürünlerine kadar sektörlere hizmet eden verimli, yüksek kaliteli plastik parçaların üretilmesinde hayati önem taşıyan süreçlerdir.
Enjeksiyon kalıbı tasarımı, plastik parçaları hassas bir şekilde şekillendirmek için ayrıntılı şablonlar oluşturmaya odaklanır. Temel unsurlar arasında kalıp boşluğu tasarımı, malzeme seçimi ve üretim teknikleri yer alır ve doğru üretim ve kalıbın uzun ömürlü olmasını sağlar.

Kalıp Tasarımı
Kalıp tasarımı, kalıp verimliliğinin yanı sıra dayanıklılığı da etkilediği için bir enjeksiyon kalıbının oluşturulması sırasında çok önemli bir faktördür. Bu nedenle, seçilen kalıp tasarımının rasyonelliğini ve üretilebilirliğini değerlendirmek için bir ürünün yapısı ve boyutu, malzemenin özellikleri ve büzülmesi, enjeksiyon kalıplama makinesi ve işlem özellikleri gibi organizasyonel ve teknolojik faktörleri dikkate almak gerekir.
-
Ürün Yapı Tasarımı: Ürünün yapısı ve boyutları kalıp tasarımının temel yönüdür, bu nedenle kalıp boyutu ve formu için kesin gereklilikler vardır. Tasarımcılar, ürünün işlevine ve özel işleme tekniğine göre makul bir yapı ve boyuta karar vermelidir. Tasarımın önemli üretim yönleri, kalıbın üretim zorluğunu ve maliyetini içermelidir, eğer ikincisi üretimde en iyi sonuçları veriyorsa.
-
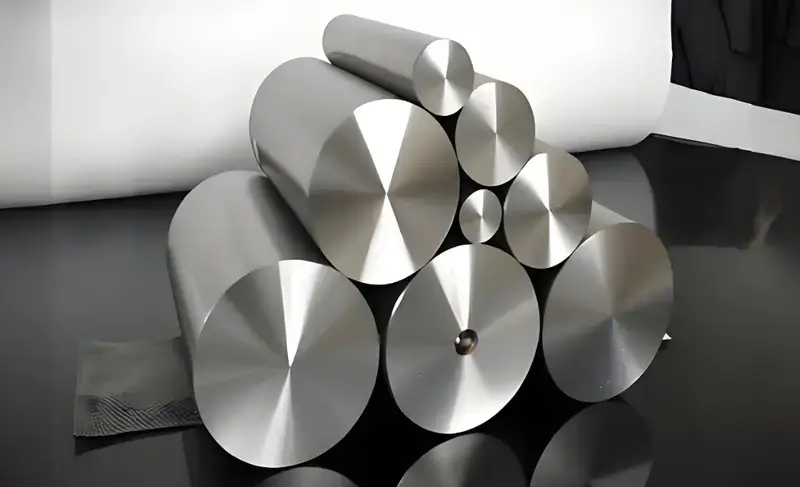
Malzeme Seçimi10: Kalıp malzemelerinin seçimi, kalıbın performansını ve uzun ömürlülüğünü önemli ölçüde etkiler. Popüler kalıp malzemeleri çelik, alüminyum alaşımı ve mühendislik plastiğidir. Malzeme seçimi ile ilgili kararlar ürün malzemesine, üretim parti büyüklüğüne ve kalıpların kullanımına bağlı olmalıdır.
-
Akış Karakteristikleri ve Büzülme: Plastik malzemenin akışı ve kalıplama işlemi sırasında meydana gelen büzülme, kalıbın tasarımını güçlü bir şekilde etkiler. Malzemenin akışına ve büzülme eğilimine göre, tasarımcıların nihai ürünün boyutsal doğruluğunu ve görünüm kalitesini iyileştirmek için uygun bir boşluk ve çekirdek yapısına karar vermeleri gerektiğini öne sürdü.
-
Enjeksiyon Kalıplama Makinesi Parametreleri11: Enjeksiyon kalıplama makinesi parametreleri kalıp tasarımı ve üretimi ile yakından ilgilidir. Tasarımcılar, kalıp uyumluluğunu ve üretim verimliliğini sağlamak için maksimum enjeksiyon hacmi, sıkıştırma kuvveti ve kalıp boyutu gibi parametrelere dayalı olarak makul kalıp yapısını ve boyutunu belirlemelidir.
Kalıp İmalatı
Kalıp imalatı, malzeme seçimini ve ardından parçaların işlenmesini, montajını ve hata ayıklamasını içerir. Herhangi bir kalıp imalatı, kalıbın doğruluğunu ve yüksek kalitesini sağlamak için tasarım çizimlerini ve süreç akışını takip etmelidir.
-
Malzeme İşleme: Kalıp imalatı temel olarak kesme, delme, frezeleme ve ısıl işlem içeren malzeme işlemeyi içerir. Esasen, çalışma hassasiyetindeki yüksek standartlar ve uygun malzeme çalışması, kalıbı ve dayanıklılığını belirleyici bir şekilde etkiler.
-
Parça Montajı:Bu, tam bir kalıp yapmak için ayrı kalıp bileşenlerinin bir araya getirilmesi işlemidir. Montaj işlemini gerçekleştirirken, her bir parçanın uyum hassasiyetini ve kalıbın performansını artırmak için her montajın öngörülen tasarım gereksinimlerini karşılaması gerekir.
-
Kalıp Hata Ayıklama: Kalıp hata ayıklama, kalıp imalatından sonraki son süreçtir ve bu sayede kalıp tasarımını ve imalatını standartlara göre kontrol etmek ve herhangi bir sorunu gidermek mümkün hale gelir. Hata ayıklama normalde, istenen performans ve kalite gözlemlenene kadar birkaç kalıp enjeksiyonu ve modifikasyonunu içerir.
Küf Denemesi
Enjeksiyon kalıbı imalatından sonra, kalıbın tasarım ve imalat gereksinimlerini karşılayıp karşılamadığını kontrol etmek ve mevcut sorunları bulmak için kalıp denemesi yapılmalıdır. Kalıp denemesi, çoğu durumda, kalıpta birkaç atış ve kalıbı istenen performans ve kalite standartlarına uygun hale getirmek için müteakip modifikasyonları içerir.

-
Duruşma Hazırlığı: Kalıp temizliği ve yağlama, enjeksiyon kalıplama makinelerinin hata ayıklaması ve hammaddenin kullanıma hazırlanması gibi işlemlerin gerçekleştirildiği deneme için hazırlık yapılmalıdır. Deneme hazırlığı, sorunsuz deneme süreçleri ve doğru deneme sonuçları sağlar.
-
Duruşma Süreci: Gerçekleştirilen enjeksiyonlar ve ayarlamalar, kalıbın tasarım ve imalatının kontrol edilmesini sağlayan bir denemenin birkaç aşamasını oluşturur. Deneme süresi boyunca, kalıp beklenen performans ve kaliteye ulaşana kadar sorunları belirlemek ve çözmek amacıyla performans ve kalite değerlendirmesi için her enjeksiyonun sonucu belgelenmelidir.
-
Deneme Sonuç Analizi12: Deneme sonucu analizi, kalıp tasarımı ve imalatının onaylanması için referans görevi gören önemli bir adımdır. Denemeden elde edilen sonuçların değerlendirilmesi, kalıbın nihai kalitesini etkileyebilecek bu tür kusurların ortaya çıkarılmasına yardımcı olacaktır. Analiz, bir ürünün boyutları ve görünüm kalitesi, kalıpların çalışma koşulları vb. gibi hususları içermelidir. dayanıklılık vb.
Enjeksiyon kalıpları her zaman metalden yapılır.Yanlış
Dayanıklılık için genellikle metal kullanılsa da, düşük hacimli veya prototip üretim için bazı kalıplar plastik veya silikondan yapılabilir.
Kalıp tasarımındaki hassasiyet nihai ürün kalitesini etkiler.Doğru
Doğru kalıp tasarımı, parçaların doğru boyutlarda ve toleranslarda üretilmesini sağlayarak yüksek kaliteli nihai ürünler elde edilmesini sağlar.
Sonuç
Enjeksiyon kalıpları günümüzde üretimde önemli bir rol oynamaktadır. Çünkü enjeksiyon kalıplarının yapısı çok karmaşıktır ve ana bileşenleri de çeşitlidir, enjeksi̇yon kaliplari13 plastik enjeksiyon kalıplı parçaların üretim sürecinin anahtarı haline gelmiştir.
Enjeksiyon kalıbı bileşenlerini ve işlevlerini anlamak, kalıp tasarımı ve üretimi seviyesini iyileştirmeye ve imalat endüstrisinin yükseltilmesini teşvik etmeye daha elverişlidir. Bu makalenin enjeksiyon kalıplarına ve bileşenlerine ayrıntılı girişinin okuyuculara yardımcı olacağına inanıyorum.
-
Kalıp boşluğu kavramını keşfetmek, plastik ürünlerin nasıl şekillendirildiği ve biçimlendirildiği konusundaki bilginizi artıracaktır. ↩
-
Enjeksiyon kalıplama makinesini anlamak, tüm enjeksiyon kalıplama sürecini ve uygulamalarını kavramak için çok önemlidir. ↩
-
Kılavuz sistemi hakkında bilgi edinmek, enjeksiyon kalıplama sürecinde hassasiyet ve hizalamanın nasıl sağlandığını anlamanıza yardımcı olacaktır. ↩
-
Kılavuz pimlerin anlaşılması, enjeksiyon kalıplama süreçlerinde doğru kalıp hizalamasının sağlanması ve ürün kalitesinin artırılması için çok önemlidir. ↩
-
Havalandırma delikleri hakkında bilgi edinmek, enjeksiyon işlemi sırasında uygun gaz salınımını sağlayarak kalıplanmış ürünlerdeki kusurların önlenmesine yardımcı olabilir. ↩
-
Soğutma kanallarının araştırılması, kalıp sıcaklığı kontrolünün optimize edilmesine yönelik içgörüler sağlayarak daha iyi ürün kalitesi ve üretim verimliliği sağlayabilir. ↩
-
Ejektör pimlerini anlamak, enjeksiyon kalıplamada ejeksiyon prosesini optimize etmek, ürün kalitesi ve verimliliği sağlamak için çok önemlidir. ↩
-
Kalıp çerçevesi tasarımını keşfetmek, enjeksiyon kalıplamada stabilite ve sertlik bilginizi artırarak daha iyi ürün sonuçları elde etmenizi sağlayabilir. ↩
-
O-ring seçimi hakkında bilgi edinmek, enjeksiyon kalıplama proseslerinizde sızdırmazlık performansını ve dayanıklılığı önemli ölçüde artırabilir. ↩
-
Bu kaynağın incelenmesi, optimum kalıp performansı ve uzun ömürlülük için doğru malzemelerin seçilmesine yönelik içgörüler sağlayacaktır. ↩
-
Bu parametrelerin anlaşılması, kalıp tasarımınızın makine kapasiteleriyle uyumlu olmasını sağlamak ve üretim verimliliğini artırmak için çok önemlidir. ↩
-
Bu bağlantı, kalıbınızın kalite standartlarını karşıladığından emin olmak için deneme sonuçlarını değerlendirmede temel adımlar boyunca size rehberlik edecektir. ↩
-
Plastik Enjeksiyon Kalıpları Hakkında Bilmeniz Gereken Her Şey: Plastik enjeksiyon kalıpları, erimiş malzemeyi bir kalıp boşluğuna enjekte ederek plastiği şekillendirir, burada soğur ve katılaşarak bir parça haline gelir. ↩







