 İçeriğe geç
İçeriğe geç 

Giriş: Kalıplar günümüzde endüstride son derece önemlidir ve kalıplarınızın kalitesi ürünlerinizin kalitesini doğrudan etkiler.

Plastik enjeksiyon kalıplama kalıp üretim süreci genel olarak şu bölümlere ayrılır: müşteri özelleştirme, kalıp tasarımı, kalıp imalatı, kalıp muayenesi ve kalıp denemesi, kalıp modifikasyonu ve kalıp onarımı, kalıp bakımı ve aşağıda bunları tek tek açıklayacağız.
Müşteri Özelleştirme
Plastik kalıpların üretimi, müşterinin mühendislik çalışanlarının kalıp üreticisine ürün çizimlerini vermesiyle başlar. Kalıp üreticisi ürün verilerini alır, çiğner ve plastik kalıp üretim görev listesi şeklinde tükürür. Bu müşteri mühendisliğidir.

Plastik Parça Üretim Gereksinimleri
Parçaların işlenip işlenemeyeceği, doğru bir şekilde boyutlandırılıp boyutlandırılamayacağı gibi teknik gereklilikleri anlamanız gerekir.
Örneğin, plastik parçaların görünüm şekli, renk şeffaflığı ve performansı için gereksinimler nelerdir? Plastik parçaların geometrik yapısı, eğimi, kesici uçları vb. makul mü? Kaynak izleri ve büzülme delikleri gibi kalıplama kusurlarının izin verilen derecesi nedir ve boyama, elektrokaplama, serigrafi baskı ve delme gibi işlem sonrası olup olmadığı.

Dar boyut toleranslarının olup olmadığını ve plastik parçanın gereksinimleri karşılayacak şekilde kalıplanıp kalıplanamayacağını tahmin edin. Ayrıca, plastiğin plastikleşme ve erimiş plastik proses parametrelerini de bilmeniz gerekir.
Süreç Bilgileri
Enjeksiyon kalıbı yönteminin, bira makinesi modelinin, plastik reçine performansının, kalıp yapısı tipinin vb. gereksinimlerini anlayın.

Kalıp malzemesi, plastik malzeme parçası için yeterince güçlü olmalı, iyi akmalı, her yerde aynı olmalı, her yönde aynı olmalı ve ısındığında değişmemelidir.
Plastik parçanın ne için olduğuna ve daha sonra üzerinde çalışılıp çalışılmayacağına bağlı olarak, kalıplama malzemesi boyama, metal kaplama, iyi görünme, yeterince esnek ve bükülebilir olma, şeffaf veya parlak olma, birbirine yapışma (ses dalgalarında olduğu gibi) veya kaynak yapma için iyi olmalıdır.
Kalıplama Ekipmanı Seçin
Enjeksiyon kapasitesi, sıkıştırma basıncı, enjeksiyon basıncı, enjeksiyon ünitesi, kalıp montaj boyutu, ejeksiyon cihazı ve boyutu, nozul deliği çapı ve nozul küresel yarıçapı, kapı kovanı konumlandırma halkası boyutu, kalıbın maksimum ve minimum kalınlığı, şablon stroku vb.
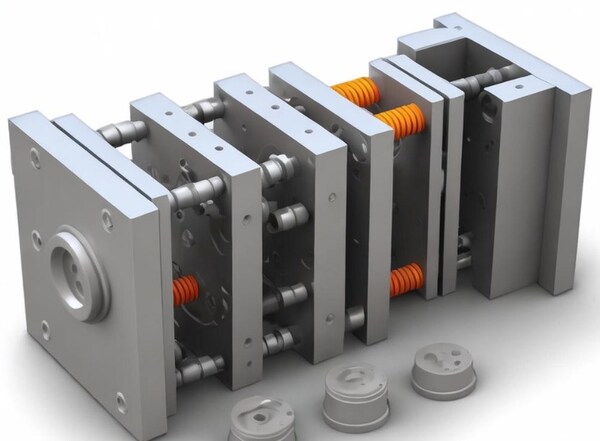
Spesifik Kalıp Yapı Planı
İki plakalı kalıp, üç plakalı kalıp. Kalıp yapısının güvenilir olup olmadığı, proses teknolojisini (geometrik şekil, yüzey kalitesi ve boyutsal doğruluk vb.) ve plastik parçaların üretim ekonomik gereksinimlerini (düşük parça maliyeti, yüksek üretim verimliliği, sürekli kalıp çalışması, uzun hizmet ömrü, işçilik tasarrufu vb.)
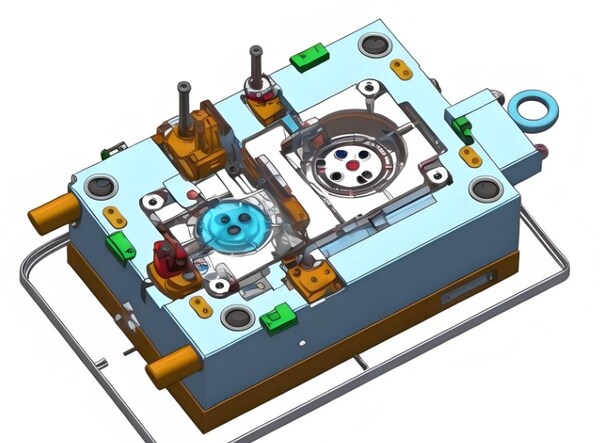
Kalıp Yapısı Tasarımı
İyi bir kalıp yapmak için iyi işleme ekipmanlarına ve yetenekli kalıpçılara ihtiyacınız vardır. Ancak en önemli şey iyi bir kalıp tasarımına sahip olmaktır. Özellikle karmaşık kalıplar için, kalıp tasarımının kalitesi kalıp kalitesinin 80%'sinden daha fazlasını oluşturur.
İyi bir kalıp tasarımı: müşterinin gereksinimlerini karşılama öncülüğünde, işleme maliyeti düşük, işleme zorluğu küçük ve işleme süresi kısadır.
Bunu başarmak için, yalnızca müşterinin gereksinimlerini tam olarak anlamakla kalmamalı, aynı zamanda enjeksiyon kalıplama makine, kalıp yapısı, işleme teknolojisi ve kendi kalıp fabrikanızın işleme yetenekleri.
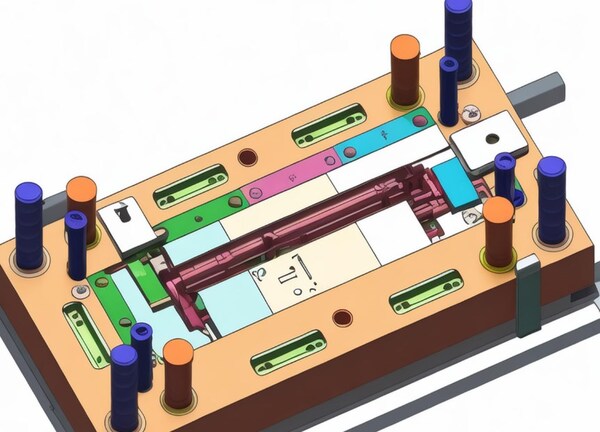
Kalıp yapısı, enjeksiyon kalıplama makinesinin türüne ve plastik parçaların özelliklerine göre belirlenir. Tasarım yaparken, aşağıdaki hususlara odaklanın: enjeksiyon kalıplama makinesinin teknik özellikleri; plastiklerin işlem performansı; yolluklar, kapılar vb. dahil olmak üzere dökme sistemi;
Kalıp parçaları; yaygın olarak kullanılan yapısal parçalar; konumlandırma mekanizması; fırlatma mekanizması; kalıp sıcaklık kontrolü; egzoz; kalıp malzemesi Bir kalıp tasarlarken, birçok şeyi düşünmeniz ve kalıbın doğru çalışmasını sağlayacak iyi bir şekil seçmeniz gerekir.
Plastik Parça Sıralaması
Plastik parça sıralaması, ihtiyacınız olan bir veya daha fazla plastik parçayı, bunları nasıl yapacağınıza ve müşterinin ne istediğine göre sıraya koymakla ilgilidir.

Plastik parçaların sıralaması kalıp yapısını ve plastik işlenebilirliğini tamamlar ve sonraki enjeksiyon kalıplama sürecini doğrudan etkiler. Sıralama sırasında ilgili kalıp yapısı dikkate alınmalı ve sıralama kalıp yapısını karşılama koşulu altında ayarlanmalıdır.
Enjeksiyon kalıplama süreci açısından bakıldığında, sıralama için aşağıdaki noktaların dikkate alınması gerekir:

a. Yolluk uzunluğu; b. Yolluk atığı; c. Kapı konumu; d. Tutkal besleme dengesi; e. Boşluk basınç dengesi Kalıp yapısı söz konusu olduğunda, aşağıdaki noktaları göz önünde bulundurmanız gerekir: a. Sızdırmazlık tutkalının gereksinimlerini karşıladığından emin olun.
b. Kalıp yapısının yeterli alana sahip olduğundan emin olun: yolluk tabanı, yolluk, ayırma çizgisi ve diğer gerekli alanlar için yeterli alan olup olmadığını kontrol edin; kalıp yapısının yeterince güçlü olup olmadığını kontrol edin; birden fazla hareketli parça arasında herhangi bir parazit olup olmadığını kontrol edin ve burcun konumunun ejektör pimi konumuna müdahale etmediğinden emin olun.
c. Vidaları, soğutma suyunu ve ejektör cihazını dikkate alın: sıralama yaparken vidaların ve ejektörlerin soğutma suyu deliklerini nasıl etkilediğini göz önünde bulundurun.
d. Kalıbın uzunluk ve genişlik oranının dengeli olduğundan emin olun: kalıp mümkün olduğunca kompakt olmalı, iyi bir uzunluk ve genişlik oranına sahip olmalı ve enjeksiyon kalıplama Makine.

Ayrılık
Doğru ayırma yüzeyini seçin, sızdırmazlık mesafesini göz önünde bulundurun, bir referans düzlemi oluşturun, yanal basıncı dengeleyin, nozul temas yüzeyini düzleştirin, küçük deliklerin temasını ve penetrasyonunu ele alın, keskin çelikten kaçının ve ürünün görünümünü kapsamlı bir şekilde düşünün.
Ayırma Doğrulaması ve Kalıp Mukavemetinin İyileştirilmesi
Doğru ayırma yüzeyini seçin, sızdırmazlık mesafesini göz önünde bulundurun, bir referans düzlemi oluşturun, yanal basıncı dengeleyin, nozul temas yüzeyini düzleştirin, küçük deliklerin temasını ve penetrasyonunu ele alın, keskin çelikten kaçının ve ürünün görünümünü kapsamlı bir şekilde düşünün.
Kalıbın normal çalışabildiğinden emin olmak için, sadece kalıbın genel mukavemetini değil, aynı zamanda kalıbın yerel yapısının mukavemetini de kontrol etmemiz gerekir. yerel gücü artırmak için belirli mekanizmada bazı İyileştirmeler yapın.
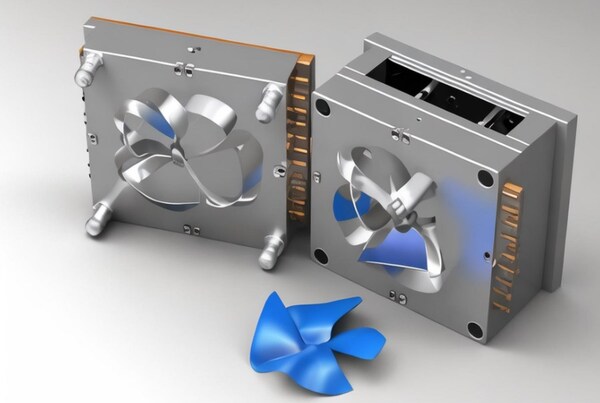
Kalıp Parçalarının Tasarımı
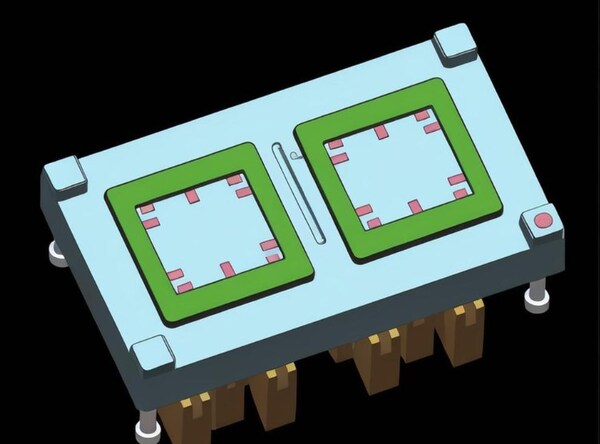
Kalıp parçaları iki türe ayrılabilir: şekillendirme parçaları ve yapısal parçalar. Şekillendirme parçaları, içbükey kalıp (boşluk), zımba (maça), kesici uç, kızak vb. gibi boşluk alanının oluşumuna doğrudan katılan parçalardır.
Yapısal parçalar, konumlandırma halkaları, nozullar, vidalar, çekme çubukları, ejektörler, sızdırmazlık halkaları, sabit mesafeli çekme plakaları, kancalar vb. gibi kurulum, konumlandırma, kılavuzlama, çıkarma ve şekillendirme işlemi sırasında çeşitli eylemler için kullanılan parçalardır.
Kesici uçları ayırdığımızda, esas olarak aşağıdaki hususları göz önünde bulundururuz: keskin çelik yok, ince çelik, işlenmesi kolay, boyutu ayarlamak ve onarmak kolay, kalıplanmış parçaların mukavemetini sağlamak, montajı kolay, görünüm üzerinde hiçbir etkisi yok ve kapsamlı soğutma değerlendirmesi (kesici uçlar yapıldıktan sonra, yerel olarak soğutmak zordur ve soğutma durumu dikkate alınmalıdır).

Yapısal parçalar tasarlanırken, ejektör pimlerinin ve soğutma kanallarının yerleşimi için genel prensip, önce ejektör pimlerini düzenlemek, ardından soğutma kanallarını düzenlemek ve ardından ejektör pimlerini ayarlamaktır. Bununla birlikte, gerçek üretimde, kalıp modifikasyonu genellikle dikkate alınır.

Kalıp bittikten sonra soğutma kanalları hemen çalıştırılmaz. Sadece modifikasyon durumuna göre kalıp bir süre modifiye edildikten sonra açılabilirler.
Ejektör kovanı düzenlemesi:
Ejektör manşonu genellikle kalıp kolon pozisyonu için kullanılır. Buna ek olarak, daha derin kemik pozisyonu için ejektör piminin çıkarılması kolaydır ve ejektör manşonu, çıkarmaya yardımcı olmak için kemik eklemek için de kullanılabilir. Genel olarak, ejektör manşonunun duvar kalınlığı >=1 mm'dir ve sipariş sırasında ejektör manşonu ve ejektör iğnesi birlikte sipariş edilir.

Yapısal tasarımda, kolonun yüksekliği çok yüksek olmamalıdır, aksi takdirde manşon iğnesinin bükülmesi kolaydır ve çıkarılması zordur. Konumlandırma halkaları, nozullar, vidalar, çekme çubukları, sızdırmazlık halkaları, sabit mesafeli çekme plakaları, kancalar, yaylar vb. gibi diğer yapısal parçaların tasarımı ve seçimi için, ilgilenenler kendi başlarına anlamak için bazı bilgiler bulabilirler.
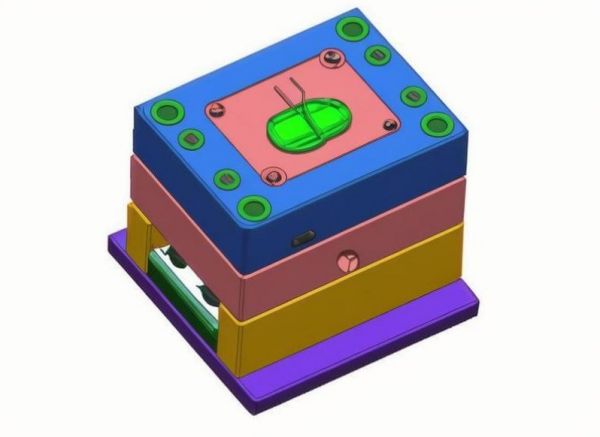
Kalıp Çizimlerinin Üretimi
Kalıp çizimleri, tasarım niyetlerini kalıp üretimine dönüştüren önemli belgelerdir. Genel olarak, ulusal standartlara göre çizilmeleri ve ayrıca her fabrikanın alışılmış çizim yöntemleriyle birleştirilmeleri gerekir.

Kalıp çizimleri, genel montaj yapısı çizimlerini ve bunların teknik gereksinimlerinin yanı sıra çeşitli kesici uçlar dahil olmak üzere tüm parçaların parça çizimlerini içerir.
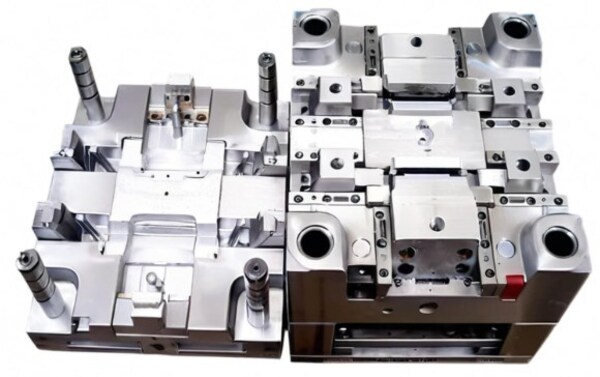
Kalıp İmalatı
Programlama ve Elektrot Çıkarma
Kalıp tasarımı yapıldıktan sonra, CNC programları yapmanız ve her bir parçanın işleme koşullarına göre EDM için elektrot çıkarıp çıkarmayacağınıza karar vermeniz gerekir.

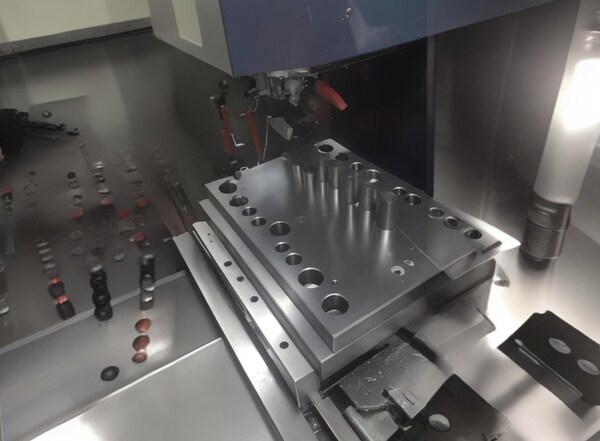
Talaşlı İmalat
Kalıbın mekanik işlemesi CNC işleme, EDM işleme, tel kesme işlemi, derin delik delme işlemi vb. içerir. Kalıp tabanı ve malzemeler sipariş edildikten sonra, kalıp yalnızca kaba işleme durumundadır veya yalnızca çelik malzemedir. Şu anda, çeşitli parçalar yapmak için kalıbın tasarım amacına göre bir dizi mekanik işlem gerçekleştirilmelidir.

Bilgisayarlı sayısal kontrollü işleme olarak da bilinen CNC işleme, çeşitli işleme operasyonları, takım seçimi, işleme parametreleri ve diğer gereksinimleri gerektiren bir işleme sürecidir. İlgilenenler öğrenmek için ilgili bilgileri bulabilirler.

EDM işleme veya elektrik deşarjlı işleme, gerekli boyuta ulaşmak için malzemeleri aşındırmak için elektrik deşarjı kullanan bir işleme sürecidir, bu nedenle yalnızca iletken malzemeleri işleyebilir. Kullanılan elektrotlar genellikle bakır ve grafitten yapılır.
Tezgah Montajı
Tezgah çalışması, kalıp yapım sürecinin çok önemli bir parçasıdır ve tüm kalıp imalat süreci boyunca gerçekleştirilmesi gereken bir süreçtir. Tezgah çalışması, kalıp montajı, tornalama, frezeleme, taşlama ve delme işlemlerinin hepsi beceri gerektirir.

Kalıp Tasarrufu ve Parlatma
Kalıp tasarrufu ve parlatma, CNC, EDM ve tezgah işlemlerinden sonra ve kalıp montajından önce kalıp parçalarını işlemek için zımpara kağıdı, yağ taşı, elmas macunu ve diğer alet ve malzemeleri kullanma işlemidir.

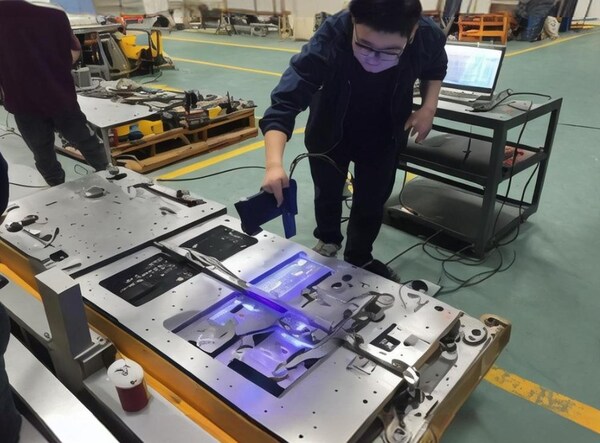
Küf Muayenesi
İyi bir kalıbın aşağıdaki kabul standartlarını karşılaması gerekir.
Görünüm Kalitesi
İyi bir kalıp, belirgin çizikler, tümsekler ve deformasyon olmaksızın düz ve pürüzsüz görünmelidir. Kalıbın isim plakası, düzgün bir şekilde düzenlenmiş karakterler ve sayılarla net ve eksiksiz olmalı ve kalıp ayağına şablona ve referans açısına yakın bir yere sabitlenmelidir. isim plakasındaki içerik, kalıp modeli, üretici bilgileri ve kullanılan malzemeler gibi önemli bilgileri içermelidir.
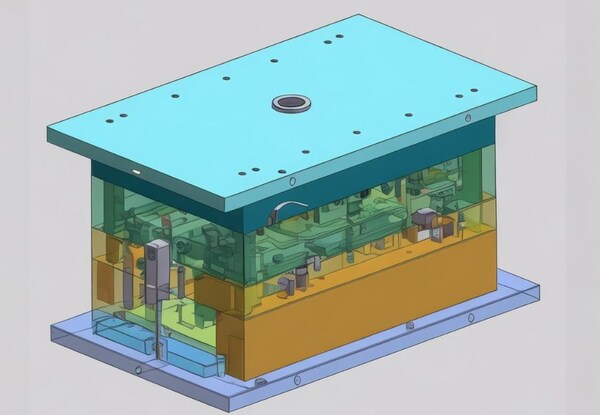
Yapısal Rasyonellik
Kalıp yapısı makul ve stabil olmalı ve tüm bileşenler gevşeklik olmadan sıkıca monte edilmelidir.
Konumlandırma halkası, kapı manşonu, ejektör manşonu ve kalıbın diğer bileşenleri tasarım gereksinimlerini karşılamalı, doğru konuma monte edilmeli ve belirgin bir hasar ve deformasyona sahip olmamalıdır. Aynı zamanda, kalıbın ayırma yüzeyi kesintisiz olmalı ve açma ve kapama eylemleri pürüzsüz ve anormal gürültü olmadan yapılmalıdır.
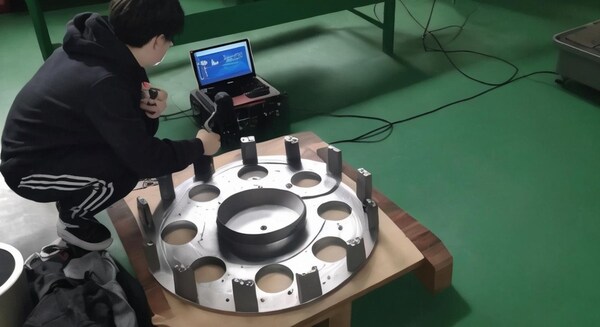
Boyutsal Doğruluk
Kalıbın boyutsal doğruluğunu kontrol etmek, ürünün doğru olduğundan emin olmak için önemlidir. Bu nedenle, kalıbı aldığınızda, boyutsal doğruluğunu kesinlikle kontrol etmeniz gerekir. Kalıp şablonunun ve parçalarının boyutları tasarım gereksinimlerini karşılamalıdır.

Konumlandırma deliklerinin, kapıların, ejektör deliklerinin vb. konum doğruluğu üretim gereksinimlerini karşılamalıdır. Ayrıca, kalıbın kapanma yüksekliği ve maksimum kalıp açma stroku elektrik gereksinimlerini karşılamalıdır. enjeksiyon kalıplama Makineler.
Üretim Detayları
İyi bir kalıp, imalat detaylarında da rafine edilmelidir. Örneğin, kapı manşonunun R bilyesi, düzgün erimiş plastik akışını sağlamak için enjeksiyon kalıplama makinesi nozulunun R bilyesinden daha büyük olmalıdır; kapı manşonunun giriş çapı, enjeksiyon sırasında enjeksiyonu önlemek için nozul enjeksiyon portunun çapından daha büyük olmalıdır.
Buna ek olarak, kalıbın soğutma sistemi, homojen soğutma sağlamak ve kalıplama sonrasında ürünün iç gerilimini azaltmak için makul bir şekilde tasarlanmalıdır.
Kalıp Modifikasyonu
Kalıp test edildikten sonra, kalıp test durumuna göre kalıp değiştirilir. Ayrıca, mühendis plastik parçayı onayladıktan sonra, plastik parçanın yapısı buna göre değiştirilmelidir.

Kalıp oluşturulduğu için, tüm değişiklikler daha zahmetli ve bazen yeniden yapmaktan bile daha zordur. Özel duruma göre değiştirmenin en iyi yolunu bulmalıyız.
Kalıbı Yeniden Tasarlayın
Sorunu tamamen çözmek için kalıbı yeniden tasarlamanız gerekir. Orijinal kalıpla ilgili sorunlara dayanarak kalıp yapısını, ayırma yüzeyini, kapı konumunu vb. optimize edersiniz. Ayrıca kalıp malzemelerinin seçimini de göz önünde bulundurmanız ve kalıbın ömrünü ve dayanıklılığını artırmak için ısıl işlem sürecini optimize etmeniz gerekir.

Örneğin, kalıbın ayırma yüzeyi düzensizse ve yetersiz eriyik dolumuna neden oluyorsa, eriyik dolumunu daha eşit hale getirmek için ayırma yüzeyini yeniden tasarlayabilirsiniz.
Kalıp Parametrelerini Değiştirme
Kalıp parametrelerinin değiştirilmesi, kalıp modifikasyonu için nispeten basit ve hızlı bir yöntemdir. Kalıp boyutu, hassasiyet ve yüzey pürüzlülüğü gibi parametreler ayarlanarak ürünün kalitesi ve üretim verimliliği artırılabilir.

Böylece seri üretim ve yüksek hacimli üretim elde edilir. Örneğin, kapının boyutu ve konumu ayarlanarak eriyik doldurma işlemi optimize edilebilir ve ürün kalitesi iyileştirilebilir; kalıbın yüzey pürüzlülüğü azaltılarak ürün kalıntısı azaltılabilir ve üretim verimliliği artırılabilir.
Kalıp Aksesuarlarını Değiştirin
Kalıp aksesuarlarının değiştirilmesi, kalıpları modifiye etmenin popüler ve nispeten ucuz bir yoludur. Kalıptaki boşluk, maça, kapı manşonu gibi aşınma ve arızaya eğilimli parçalar için, bunları aşınma ve korozyona karşı daha dayanıklı malzemeler veya yüzey işlemleriyle değiştirmeyi seçebilirsiniz.

Üretim verimliliğini ve ürün kalitesini artırmak için gerçek üretim ihtiyaçlarınıza göre daha gelişmiş kalıp bileşenleri de seçebilirsiniz. Örneğin, kolayca aşınan boşluğun aşınmaya karşı yüksek dirençli malzemelerle değiştirilmesi kalıbın hizmet ömrünü etkili bir şekilde artırabilir.
Kalıp Onarımı
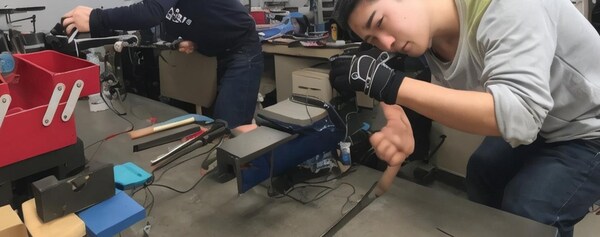
Argon Ark Kaynağı Onarımı
Beslenmeye devam eden tel ile kaynak yaptığınız şey arasında yanan ark, onu ısıtmak için kullandığınız şeydir ve kaynak torcundaki nozuldan çıkan gaz, arkı koruyan şeydir, böylece kaynak yapabilirsiniz.

Şu anda, TIG kaynağı bunu yapmanın en yaygın yoludur ve normal çelik ve fantezi çelik gibi büyük metallerin çoğunda kullanabilirsiniz. MIG kaynağı paslanmaz çelik, alüminyum, magnezyum, bakır, titanyum, zirkonyum ve nikel alaşımları için iyidir.
Gerçekten ucuz, bu yüzden insanlar kalıpları düzeltmek için çok kullanıyor, ancak büyük bir ısıdan etkilenen bölge ve büyük kaynaklar yapması gibi bazı sorunları var. İnsanlar kalıpları düzeltmek için MIG kaynağı yerine lazer kullanmaya başlıyor çünkü daha hassas.

Fırça Kaplama Onarımı
Fırça kaplama teknolojisi özel bir DC güç kaynağı kullanır. Güç kaynağının pozitif kutbu, fırça kaplama sırasında anot olarak kaplama kalemine bağlanır; güç kaynağının negatif kutbu, fırça kaplama sırasında katot olarak iş parçasına bağlanır.
Kaplama kalemi genellikle anot malzemesi olarak yüksek saflıkta ince grafit bloklar kullanır. Grafit bloklar pamuk ve aşınmaya dayanıklı polyester pamuk kılıflarla sarılır. Çalışırken, güç kaynağı bileşenini uygun bir voltaja ayarlarsınız.
Daha sonra kaplama kalemini kaplama sıvısı ile doldurursunuz. Kaplama kalemini onarılan iş parçasının yüzeyinde belirli bir bağıl hızda ileri geri hareket ettirirsiniz. Düzgün ve ideal bir metal biriktirme katmanı oluşturana kadar belirli bir basıncı korursunuz.
Kaplama kalemi onarılan iş parçasının yüzeyine temas ettiğinde, kaplama sıvısındaki metal iyonları elektrik alan kuvveti nedeniyle iş parçasının yüzeyine doğru hareket eder. Yüzeydeki elektronları alırlar ve metal atomlarına dönüşürler. Bu metal atomları birikir ve kristalleşerek bir kaplama katmanı oluşturur. Onarılan plastik kalıp boşluğunun çalışma yüzeyinde istediğiniz düzgün biriktirme katmanını bu şekilde elde edersiniz.
Lazer Yüzey Onarımı
Lazer kaynağı, ısı kaynağı olarak yüksek güçlü tutarlı monokromatik foton akışı ile odaklanmış bir lazer ışını kullanan bir kaynak yöntemidir. Bu kaynak yöntemi genellikle sürekli güç lazer kaynağı ve darbe gücü lazer kaynağına sahiptir.
Lazer kaynağının avantajı, vakumda gerçekleştirilmesine gerek olmamasıdır, ancak dezavantajı, nüfuziyetinin elektron ışını kaynağı kadar güçlü olmamasıdır.

Lazer kaynağı hassas enerji kontrolü yapabilir, böylece hassas cihazların kaynağını gerçekleştirebilir. Birçok metale uygulanabilir, özellikle kaynaklanması zor bazı metallerin ve benzer olmayan metallerin kaynağını çözmek için. Kalıp onarımında yaygın olarak kullanılmaktadır.
Kalıp Bakımı
Kalıbın Kullanım Ortamının Kuru Olduğundan ve Nemden Kaçındığından Emin Olun
Ortam nemliyse, kalıbın yüzeyi paslanmaya meyillidir, bu da kalıbın yüzey kalitesini ve hizmet ömrünü etkileyecektir. Bu nedenle, kalıbı saklarken kuru ve havalandırılan bir yer seçin ve koruma için neme dayanıklı malzemeler kullanın.

Küf Yüzeyini Düzenli Olarak Temizleyin
Kalıp kullanılırken, kullanım etkisini etkileyecek boya, yağ ve diğer şeylerle kaplanacaktır. Bu nedenle, yüzeyinin pürüzsüz olmasını sağlamak ve kaliteyi etkileyen kusurları önlemek için kalıbın yüzeyi düzenli olarak bir deterjanla temizlenmelidir.

Kalıbı Doğru Kullanın
Kalıp belirli kullanım koşulları altında tasarlanmış ve yapılmıştır, bu nedenle kullanırken özel dikkat gösterilmeli, çalışma sırasında aşırı miktarda kullanmaktan kaçınılmalı ve kalıbın uzun süreli kullanım sırasında hasar görmemesini veya kalite sorunları yaşamamasını sağlamak için çalışma prosedürlerine uyulmalıdır.

Sık Yağlayın ve Bakımını Yapın
Kalıp, kullanım sırasında hareketli parçaların işbirliğine ihtiyaç duyar, bu nedenle çalışma sırasında aşınma nedeniyle sıkışmasını veya sıkışmasını önlemek için kalıbın hareketli parçaları sık sık yağlanmalıdır.
Depolama Yöntemine Dikkat Edin
Kalıbınızı uzun süre sakladığınızda, dağılmasını ve mahvolmasını istemezsiniz. Bu nedenle, sakladığınızda, düz bir yüzeye koymanız ve kullanmadığınız zamanlarda şeklinin bozulmaması için bir şeyle desteklemeniz gerekir.

Sonuç
Plastik enjeksiyon kalıpları günümüzde endüstride çok önemlidir. Nihai ürününüzün iyi olmasını istiyorsanız, iyi bir kalıba ihtiyacınız vardır. Kalıp tasarımınızın iyi olduğundan, kalıp yapımınızın iyi olduğundan ve kalıbınıza iyi baktığınızdan emin olmanız gerekir.
Müşterinizle, kalıp tasarımınızla, kalıp yapımınızla, kalıp denemenizle, kalıp modifikasyonunuzla ve kalıp bakımınızla iyi bir iş çıkardığınızdan emin olmanız gerekir. Tüm bunlarla iyi bir iş çıkarmazsanız, kalıbınız iyi olmayacaktır. Dolayısıyla, iyi kalıplar yapabildiğinizden emin olmak için teknolojiniz ve süreciniz üzerinde çalışmaya devam etmeniz gerekir.







