 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama sürecinde, iyi ürün kalitesi ve süreç istikrarı elde etmek için sadece süslü enjeksiyon kalıplama makinelerine ve kalıplarına güvenemezsiniz. Kalıp sıcaklığı da kontrol etmeniz gereken önemli bir değişkendir.
Enjeksiyon kalıplama yaparken, kalıptaki eriyik sürekli olarak boşluğun yüzeyine ısı aktarır, bu da kalıp sıcaklığının yükselmesine neden olur. Kalıp sıcaklığı yüksekse, erimiş plastiğin boşluğu doldurması iyidir, ancak aynı zamanda plastik parçanın soğumasını daha uzun sürer ve üretimi yavaşlatır; kalıp sıcaklığı düşükse, erimiş plastik hızla katılaşır, kalıplama döngüsü daha kısadır, ancak plastik iyi akmaz ve boşluk tamamen dolmayabilir. İyi tasarlanmış bir kalıp sıcaklığı kontrol sistemi, soğutma süresini kısaltabilir ve plastik parçaların kalitesini artırabilir; diğer yandan, kalıp sıcaklığı kontrol sistemi kötü tasarlanmışsa, plastik parçaların kalıplama döngüsü daha uzun olacaktır ve plastik parçalar kalıplamadan sonra deforme olabilir.

Bu blog yazısında, enjeksiyon kalıplama makinenizin sıcaklığını neden kontrol etmeniz gerektiğinden, doğru sıcaklığı nasıl seçeceğinizden, sıcaklığı nasıl kontrol edeceğinizden, yaygın sorunlardan ve çözümlerinden vb. bahsedeceğim. Umarım bu blog yazısı sayesinde kalıp sıcaklığının enjeksiyon kalıplama makinesindeki önemini anlayabilirsiniz. enjeksiyon kalıplama süreci ve kalıp sıcaklığının nasıl kontrol edileceği. Hassas kontrol, enjeksiyon kalıplama üretim sürecini optimize edebilir ve şirketin üretim ve işletme maliyetlerini azaltabilir.
Ⅰ. Kalıp Sıcaklığı
Kalıp sıcaklığı, parçaya temas eden kalıp yüzeyinin sıcaklığıdır. Kalıp sıcaklığı plastiğin özelliklerine, parçanın tasarımına ve boyutuna, performans gereksinimlerine ve eriyik sıcaklığı, enjeksiyon hızı, enjeksiyon basıncı ve döngü süresi gibi diğer proses koşullarına bağlıdır. Kalıp sıcaklığı, plastik eriyiğin nasıl dolduğunu, katılaştığını ve şekillendiğini, üretim verimliliğini ve plastik parçanın şeklini ve boyutunu etkiler.
Kalıbın sıcaklığı, plastik parçaların kalıplama kalitesi ve verimliliği üzerinde büyük bir etkiye sahiptir. Kalıp daha sıcak olduğunda, erimiş malzeme daha iyi akar, bu da kalıbı doldurmasına ve plastik parçanın iyi görünmesine yardımcı olur. Ancak malzemenin soğuması ve sertleşmesi daha uzun sürer, bu nedenle çıkardığınızda parçayı bozmak daha kolaydır. Kristalleşebilen malzemeler için, parçayı sakladığınızda veya kullandığınızda kristalleşmelerine ve boyut değiştirmemelerine yardımcı olur. Kalıp daha soğuk olduğunda, erimiş malzemenin kalıbı doldurması daha zordur, bu nedenle parçanın içinde daha fazla stres vardır, donuk görünür ve gümüş çizgiler ve kaynak izleri gibi sorunlara sahiptir.

Farklı malzemeler farklı işleme teknikleri gerektirir ve farklı ürünler farklı yüzey gereksinimlerine ve yapılarına sahiptir. Kalite gereksinimlerini karşılayan plastik parçaların en verimli sürede üretilebilmesi için kalıbın belirli bir sıcaklıkta tutulması gerekmektedir. Kalıp sıcaklığı ne kadar stabil olursa, üretilen plastik ürünler de boyut, şekil, görünüm kalitesi vb. açılardan o kadar stabil olacaktır. Bu nedenle kalıp imalatı faktörlerinin yanı sıra kalıp sıcaklığı da plastik parçaların kalitesinin kontrolünde önemli bir faktördür. Kalıp sıcaklığı kontrol yöntemi, kalıp tasarlanırken tamamen göz önünde bulundurulmalıdır.

Ⅱ. Kalıp Sıcaklık Kontrolünün Gerekliliği
Kalıp sıcaklığı, kalıplanan parçanın büzülmesi üzerinde büyük bir etkiye sahiptir. Aynı zamanda, enjeksiyonla kalıplanmış ürünün mekanik özelliklerini de doğrudan etkiler ve zayıf ürün yüzeyi gibi kalıplama kusurlarına da neden olabilir. Bu nedenle, kalıp sıcaklığı belirtilen aralıkta tutulmalı ve kalıp Sıcaklık zamanla değişmez. Çok gözlü bir kalıbın gözleri arasındaki sıcaklık farkı da değişmemelidir. Bükülmeye ve deformasyona eğilimli bitmiş ürünler için, kalıp sıcaklığı genellikle soğutma hızını tekdüze hale getirmek için kullanılır.
1. Görünüm Gereksinimleri
Müşteriler daha seçici hale geldikçe, ürünlerin görünümü için daha yüksek ve daha yüksek gereksinimlere sahip oluyorlar. Kalıp sıcaklığını ayarlamak, ürünlerin görünümünü iyileştirmenin etkili yollarından biridir. Özellikle cam elyaf takviyeli ürünler için, kalıp sıcaklığı düşükse, elyaflar yüzeyde kolayca yüzecektir. Mevcut dişli parçalarının çoğu cam elyafı ile güçlendirilmiştir ve hatta bazıları elyaf içeriğini 50%'ye kadar artırmaktadır.
2. Bitmiş Ürünler için Boyutsal Kararlılık Gereklilikleri
Daha hassas dişli ürünleri için, görünüm gereksinimlerine ek olarak, boyutsal stabilite de gerektirirler. Ürünün boyutsal kararlılığını etkileyen faktörler temel olarak şunları içerir: şekillendirme sürecinin kararlılığı ve rasyonelliği, üretim ortamının sıcaklık ve neminin kararlılığı ve malzeme oranının tekdüzeliği. özellikler, makine sirkülasyon suyu sıcaklığı ve hacminin dengesi, kalıp sıcaklığı makine sıcaklık kontrolünün doğruluğu vb.

3. Bitmiş Ürün Fiziksel ve Mekanik Özellikleri
Kristal malzemeler için, yüksek bir kalıp sıcaklığı kullanırsanız, ürün çok fazla ısı depolayacak, soğutma ve ayar işlemi uzun olacak ve kristalleşme sıcaklığı yavaşça geçilecektir. Bitmiş ürün yüksek kristalliğe, büyük büzülmeye ve iyi fiziksel ve mekanik özelliklere sahip olacaktır. PA, PP, PE ve POM gibi kristalin hammaddeler daha yüksek kalıp sıcaklığı kontrolü gerektirir.
Kalıplama döngüsü kalıp sıcaklığından da etkilenir. Kalıp sıcaklığı yüksekse, bitmiş ürünün boyutunu sağlamak için soğutma süresi daha uzun olacaktır. Sonuç olarak, kalıplama döngüsü daha uzun olacak ve üretim maliyetleri artacaktır.

Şeffaf bitmiş ürünler için, kristalliği kontrol etmek amacıyla kalıp sıcaklığının kullanılması gerekir. Kristalleşme derecesini azaltmak için kalıplama için düşük bir kalıp sıcaklığı kullanmaya çalışın.
Kalıp sıcaklığının kullanılması, iç gerilim yoğunlaşmasını önlemek için faydalıdır. Örneğin, PC, ABS, PS ve diğer malzemeleri kalıplarken, parçadaki iç gerilim yoğunlaşmasını önlemek için, genellikle parçadaki iç gerilimin serbest kalmasına yardımcı olan kalıp sıcaklığını uygun şekilde artırmak gerekir.

Ⅲ.Kalıp Sıcaklığının Enjeksiyon Kalıplı Parçaların Kalite Kontrolüne Etkisi
1. Kalıp Sıcaklığının Ürün Görünümü Üzerindeki Etkisi
Sıcaklık daha yüksek olduğunda, reçine daha akışkan olacaktır, bu da özellikle cam elyaf takviyeli reçine parçalarının yüzey estetiği için parçanın yüzeyini daha pürüzsüz ve parlak hale getirecektir. Ayrıca füzyon hattının gücünü ve görünümünü de iyileştirecektir.
Kazınmış yüzeye gelince, kalıp sıcaklığı düşükse, eriyiğin dokunun kökünü doldurması zor olacaktır, bu nedenle ürünün yüzeyi parlak görünecek ve kalıp yüzeyindeki gerçek doku "aktarılamayacaktır". Kalıp sıcaklığı ve malzeme sıcaklığı arttırıldıktan sonra ürün yüzeyinde ideal aşındırma etkisi elde edilebilir.

2. Ürünlerin İç Gerilimi Üzerindeki Etkisi
Kalıplama sırasında oluşan iç gerilim, esas olarak soğutma sırasındaki farklı termal büzülme oranlarından kaynaklanır. Bir ürün kalıplandığında, soğutma yüzeyden başlar ve kademeli olarak içeriye doğru uzanır. Önce yüzey küçülür ve sertleşir, ardından iç kısım kademeli olarak küçülür. Bu işlem sırasında, büzülme hızındaki fark iç gerilim yaratır.
Plastik bir parçadaki artık iç gerilim reçinenin elastik limitinden daha yüksek olduğunda veya belirli bir kimyasal ortam tarafından korozyona uğradığında, plastik parçanın yüzeyinde çatlaklar ortaya çıkacaktır. PC ve PMMA gibi şeffaf reçineler üzerinde yapılan araştırmalar, artık iç gerilimin yüzeyde sıkıştırma, iç kısımda ise gerilim şeklinde olduğunu göstermektedir.

Yüzey basınç gerilimi yüzey soğutma koşuluna bağlıdır. Soğuk bir kalıp erimiş reçineyi hızlı bir şekilde soğutur, bu da kalıplanmış üründe yüksek kalıntı iç gerilime neden olur. Kalıp sıcaklığı, iç gerilimi kontrol etmek için en temel koşuldur. Kalıp sıcaklığındaki küçük bir değişiklik, artık iç gerilimi büyük ölçüde değiştirecektir. Genel olarak, her ürün ve reçinenin kabul edilebilir iç gerilim için minimum kalıp sıcaklığı sınırı vardır. İnce duvarlar veya uzun akış mesafeleri kalıplanırken, kalıp sıcaklığı genel kalıplama için minimum sınırdan daha yüksek olmalıdır.

3. Ürün Çarpıklığını İyileştirin
Kalıbın soğutma sistemi tasarımı mantıksızsa veya kalıp sıcaklığı yanlış kontrol ediliyorsa, plastik parça yeterince soğumayacak ve plastik parçanın eğrilmesine ve deforme olmasına neden olacaktır.
Kalıbın sıcaklığını kontrol etmek için, erkek kalıp ile dişi kalıp, kalıp çekirdeği ile kalıp duvarı ve kalıp duvarı ile kesici uç arasındaki sıcaklık farkını belirlemeniz gerekir. Sıcaklık farkını ürünün yapısal özelliklerine göre belirlemeniz gerekir. Bu, kalıplamanın her bir parçasının soğutma büzülme hızındaki farkı kontrol etmek içindir. Plastik parça kalıptan çıkarıldıktan sonra, daha yüksek sıcaklığa sahip tarafta çekme yönünde bükülme eğilimindedir. Bu, oryantasyon büzülmesindeki farkı dengelemek içindir. Bu, plastik parçanın yönlendirme kurallarına göre bükülmesini ve deforme olmasını önlemek içindir.

Tamamen simetrik bir gövde yapısına sahip plastik parçalar için kalıp sıcaklığını tutarlı tutmalısınız. Bu, plastik parçanın tüm parçalarının eşit şekilde soğumasını sağlayacaktır.
4. Ürünlerin Kalıp Büzülmesini Etkiler
Kalıp sıcaklığı düşük olduğunda, moleküller yerinde daha hızlı donar, bu da kalıp boşluğundaki donmuş eriyik tabakasını daha kalın hale getirir. Aynı zamanda, düşük kalıp sıcaklığı kristallerin büyümesini yavaşlatır, bu da kalıplama sırasında ürünün büzülmesini azaltır. Öte yandan, kalıp sıcaklığı yüksekse, eriyik yavaş soğur, gevşeme süresi uzundur, oryantasyon düşüktür ve kristalleşmesi kolaydır, bu nedenle ürünün gerçek büzülmesi daha büyüktür.

5. Ürünlerin Isı Bozulma Sıcaklığını Etkiler
Kristalin plastikler için, ürünü daha düşük bir kalıp sıcaklığında kalıplarsanız, moleküler yönelim ve kristalleşme yerinde donar. Daha yüksek sıcaklıkta bir kullanım ortamı veya ikincil işleme koşulları kullandığınızda, moleküler zincirler kendilerini yeniden düzenleyecek ve kristalleşme süreci, ürünün malzemenin ısı bozulma sıcaklığının (HDT) çok altında bile deforme olmasına neden olacaktır.
Doğru yaklaşım, üretim için önerilen kalıp sıcaklığını kristalleşme sıcaklığına yakın kullanmaktır, böylece ürün üretim sırasında tamamen kristalleşebilir. enjeksiyon kalıplama aşamasına geçmeli ve yüksek sıcaklıktaki ortamlarda kristalleşme sonrası ve büzülme sonrası durumlardan kaçınmalıdır.

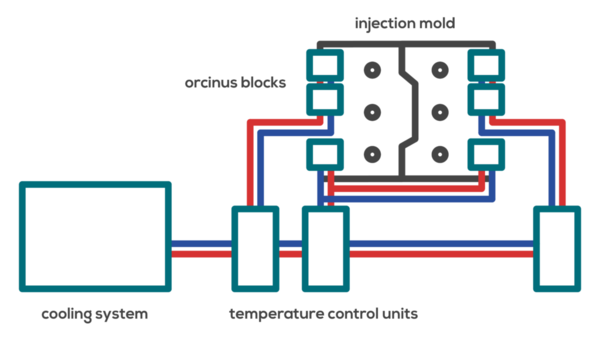
Ⅳ.Kalıp Sıcaklığını Kontrol Etme Yöntemleri
1. Kalıp boşluğu ve maça kendi soğutma devrelerine sahip olmalıdır. Soğutma devrelerini tasarlarken, boşluğun ve çekirdeğin ısıyı farklı şekilde emdiğini, bu nedenle devre yapısının termal direncinin farklı olacağını unutmayın. Boşluğun ve çekirdeğin girişindeki su (veya yağ) sıcaklığı büyük bir sıcaklık farkına sahip olacaktır. Bu nedenle, kavite ve çekirdek için soğutma devrelerini tasarlarken, sıcaklığı ayrı ayrı ayarlayabilir ve kontrol edebilirsiniz.
2. Öte yandan, enjeksiyon kalıplı parçalarınızın şekilden şekle girmesini engellemeye çalışırken, boşluğu ve çekirdeği farklı sıcaklıklarda veya kalıbın önünü ve arkasını farklı sıcaklıklarda tutmanız gerekir.

3. Isı değişim verimliliği açısından, soğutma ortamının akışının türbülanslı (türbülanslı akış) olduğundan emin olun. Kavite ve çekirdek sıcaklık kontrolü döngüsünü bağlamanın iki ana yolu vardır: seri ve paralel. Paralel bir devrede, bir branşman devresinin akış hızı, seri soğutma devresininkinden daha küçüktür. Bu laminer akışa neden olabilir ve her devreye giren akış hızı mutlaka aynı değildir.
Sonuç olarak, her bir kalıp boşluğunun sıcaklığı tutarlı olamaz. Seri bağlantı kullanmanın dezavantajları: Soğutma suyunun (yağ) akış direnci büyüktür ve ön boşluğun girişindeki soğutma suyu (yağ) sıcaklığı, son boşluğun girişindeki sıcaklıktan önemli ölçüde farklıdır. Soğutma suyu (yağ) girişi ve çıkışı arasındaki sıcaklık farkı akış hızına bağlı olarak değişir. Genellikle 5°C'yi geçemez. Kullanılan kalıp sıcaklık ayar kontrolörünün (makine) performansı soğutma suyu (yağ) akışını 2°C içinde kontrol edebiliyorsa, her bir boşluğun maksimum sıcaklık farkı 2°C aralığında tutulabilir.

4. Kalıbın sıcaklık gradyanı dağılımı genellikle boşluğu çevrelemeli ve merkez olarak ana kanal ile eş merkezli daireler şeklini almalıdır. Bu nedenle, her bir boşluk arasındaki büzülme hatasını azaltmak, izin verilen kalıplama koşulları aralığını genişletmek ve maliyetleri düşürmek için akış kanalı dengeleme, boşluk düzenleme ve ana akış kanalını merkez alan eşmerkezli dairesel düzenleme gibi önlemler gereklidir.
5. Kalıbın gerçek sıcaklığını sık sık ölçmek ve kaydetmek için kalıbın önüne ve arkasına manyetik termometreler takılması önerilir.

6. Mümkünse tam otomatik üretim kullanın. Tam otomatik çalışma kullanıldığında kalıp sıcaklığı daha doğrudur. Tam otomatik çalışma ile ürünü bir robot çıkarır, bu nedenle zaman tutarlıdır. Yarı otomatik operasyonda, bu manuel bir operasyondur ve operatörün kapıyı açma ve kapama ve parçaları alma süresinde bir sapma vardır, bu da termal dengeyi etkiler. Ayrıca varil içindeki sıcaklığı da etkiler.
7. Kalıbın sıcaklığını kontrol etmek için suyun sıcaklığını kontrol edin. Bu yöntem çok doğrudur.
8. Kalıbın sıcaklığını kontrol etmek için bir sıcak yolluk sistemi kullanın. Bu yöntem hızlı ve doğrudur.
9. Kalıbı ısıtmak için gaz kullanın. Bu yöntem çok doğrudur.
10. Kalıbı izole edin. Isı kaybını azaltmak için yalıtım panelleri veya diğer malzemeleri kullanın. Kalıbın sıcaklığı ürünün boyutunu ve kristalliğini de etkiler, bu da ürünün performansını etkiler. Üretim sırasında kalıbın sıcaklığını gerektiği gibi ayarlayın.

Ⅴ. Kalıp Sıcaklığını Seçme ve Kontrol Etme Prensipleri Nelerdir?
1. Farklı malzemeler farklı kalıp sıcaklıklarına ihtiyaç duyar.
2. Farklı yüzey kaplamalarına ve yapılara sahip kalıplar için farklı kalıp sıcaklıklarına ihtiyaç duyulur, bu nedenle sıcaklık kontrol sisteminin buna göre tasarlanması gerekir.
3. Ön kalıp arka kalıptan daha sıcaktır. Genellikle fark yaklaşık 2-3 santigrat derecedir.
4. Kıvılcım çizgileri için ön kalıbın pürüzsüz bir yüzeye göre daha sıcak olması gerekir. Ön kalıbın sıcak su veya sıcak yağ geçirmesi gerektiğinde, fark genellikle yaklaşık 40 santigrat derecedir.
5. Gerçek kalıp sıcaklığı gerekli kalıp sıcaklığına ulaşamazsa, kalıbın ısıtılması gerekir. Bu nedenle, kalıbı tasarlarken, malzemeden gelen ısının kalıp sıcaklığı gereksinimlerini karşılayıp karşılayamayacağını düşünmeniz gerekir.

6. Malzeme sadece termal radyasyon ve ısı iletimi ile tüketilmez, aynı zamanda ısının çoğunun dolaşımdaki ısı transfer ortamı tarafından kalıptan dışarı alınması gerekir.
7. Kalıp sıcaklığı dengeli olmalı ve yerel aşırı ısınma veya aşırı soğutma olmamalıdır.
8. Kalıp sıcaklığının ayarlanmasının temeli, kalıp sıcaklığının plastik parça malzemesinin ısı deformasyon sıcaklığından daha düşük olması gerektiğidir.
9. PC, PSU, PPO, vb. gibi daha yüksek viskoziteye sahip plastikler için, dolum sırasında eriyik akışını ve kalıp dolum özelliklerini iyileştirmek ve yoğun ürünler elde etmek için daha yüksek bir kalıp sıcaklığı kullanılmalıdır. Aksine, PE, PP, PA, vb. daha düşük kalıp sıcaklıkları kullanabilir (PA + cam elyaf 80 ~ 120 ℃ yüksek kalıp sıcaklıkları kullanabilir).
10. Vakum kabarcıklarını ve parçaların içinde daha fazla gerilimi önlemek için kalın duvarlı parçalar için daha düşük bir kalıp sıcaklığı kullanılması tavsiye edilmez.

Ⅵ. Farklı Malzemelerin Kalıp Sıcaklığı Üzerindeki Gereksinimleri
Sıcaklığınızın kontrol edilmesi enjeksiyon kalıpları iyi plastik parçalar yapmak için çok önemlidir. Her plastik türünün, iyi parçalar yapmak için en iyi sonucu veren bir sıcaklık aralığı vardır. Plastiğin iyi akmasını ve kalıbı doldurmasını istersiniz. Parçayı kalıptan çıkardığınızda mümkün olduğunca az küçülmesini ve bükülmesini istersiniz. Boyutun aynı kalmasını ve parçanın güçlü olmasını ve iyi görünmesini istersiniz. Örneğin:
PP (polipropilen) kalıp sıcaklığı 40 ila 80 santigrat derece arasında kontrol edilir, 50 santigrat derece tavsiye edilir.
PPS (polifenilen sülfür) kalıp sıcaklığı 120 ila 180 santigrat derecedir.

PE-HD (yüksek yoğunluklu polietilen) kalıp sıcaklığı 50 ile 95 santigrat derece arasındadır.
PC (polikarbonat) kalıp sıcaklığı 70 ila 120 santigrat derecedir.
PBT (polybutylene terephthalate) kalıp sıcaklığı 40 ila 60 santigrat derecedir.
PA6 (poliamid 6 veya naylon 6) İnce duvarlı veya geniş alanlı bileşenler için kalıp sıcaklığı 80 ila 90 santigrat derece arasındadır. Cam takviyeli malzemeler için kalıp sıcaklığı 80 santigrat dereceden yüksek olmalıdır.
PA12 (Poliamid veya Naylon 12) Kalıp sıcaklığı, takviyesiz malzemeler için 30 ila 40 santigrat derece, ince duvarlı veya geniş alanlı bileşenler için 80 ila 90 santigrat derece ve takviyeli malzemeler için 90 ila 100 santigrat derecedir.
ABS (akrilonitril-bütadien-stiren kopolimer) kalıp sıcaklığı 25 ile 70 santigrat derece arasındadır.

Ⅶ. Sonuç
Kalıp sıcaklığı yönetimi, parça kalitesinin güvenilirliği ile doğrudan ilişkilidir. Üreticiler kalıp sıcaklığının önemini anlayarak, doğru teknikleri kullanarak, dikkatli kontrol stratejileri geliştirerek ve zorlukların üstesinden gelerek enjeksiyon kalıplama operasyonlarının tüm potansiyelini ortaya çıkarabilirler.
Kalıp sıcaklığı, enjeksiyon kalıplama sürecindeki en temel kontrol parametrelerinden biridir. Aynı zamanda kalıp tasarımında da birincil husustur. Kalıplama, ikincil işleme ve ürünün nihai kullanımı üzerindeki etkisi küçümsenemez. Kalıp sıcaklığı kontrolü, parça kalitesini iyileştiren, verimliliği artıran ve üretimde rekabet avantajı sağlayan devam eden bir süreçtir. enjeksiyon kalıplama endüstrisi. Kalıp sıcaklığı kontrolünün ilkelerini anladıktan sonra, sıcaklığın enjeksiyon kalıplama kalıpları üzerindeki etkisiyle başa çıkmak çok daha basit olmalıdır.







