 İçeriğe geç
İçeriğe geç 
IMD&IML Enjeksiyon Kalıplama
ZetarMold, 2005 yılından beri faaliyet gösteren profesyonel bir özel IMD ve IML enjeksiyon kalıplama fabrikasıdır.
Zetar'ın Gerçek Fabrika Video
SGS ve Alibaba'yı fabrikamızın gerçek fotoğraflarını çekmeye davet ediyoruz. Bu video ayrıca müşterilerimize güncellenecek ve şirketimizin tüm yönlerini görmelerine ve daha kapsamlı bir anlayışa sahip olmalarına olanak tanıyacak!

Ofis
Toplantı Odası
Enjeksiyon Kalıp Atölyesi
Enjeksiyon Kalıplama Atölyesi
Kalite Kontrol Odası
Numune Odası
Toplantı Odası
Depo
Zetar'ın Kalite Belgelendirme
Sadece bize e-posta gönderin, sertifikanın orijinalini sizin için sağlayabiliriz.
- ISO 9001, enjeksiyon kalıp şirketlerinin kalite yönetim sistemi için kriterleri belirler ve tek standarttır
- ISO 13485, bir kuruluşun müşteri ve geçerli yasal gereklilikleri tutarlı bir şekilde karşılayan tıbbi cihazlar ve ilgili hizmetler sağlama yeteneğini göstermesi gereken bir kalite yönetim sistemi için gereklilikleri belirler
- ISO 14001, bir çevre yönetim sistemi için kriterleri belirler ve belgelendirilebilir.
- ISO 45001 sertifikamız ile Zetar, çalışanlarımız için güvenli ve sağlıklı bir çalışma ortamı sağlamayı taahhüt etmektedir. Bu, ekibimizin her zaman en yüksek performansta çalışmasını sağlar, bu da sizin için daha kaliteli ürünler ve daha hızlı üretim süreleri anlamına gelir.





PVC Enjeksiyon Kalıplama için Eksiksiz Kılavuz için Kaynaklar
IMD nedir?

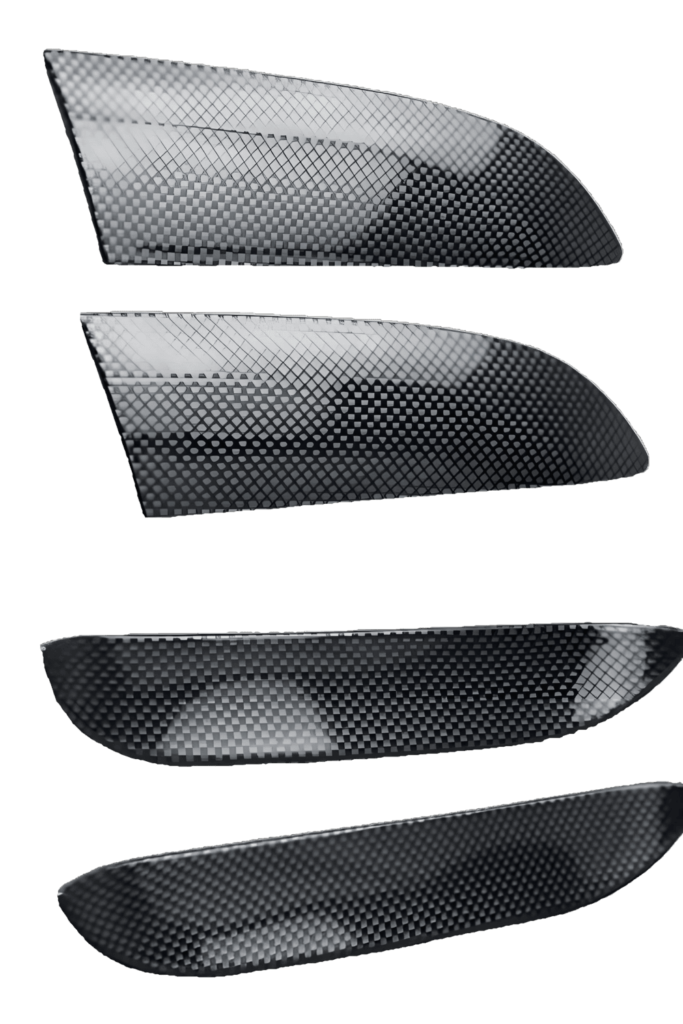
IMD (Injection Moulding Decoration, Kalıp İçi Dekorasyon). Plastik yüzeyi süslemek için enjeksiyon kalıbına Film filmi yerleştiren yeni bir teknolojidir.
Bu film genellikle üç katmana ayrılabilir: temel malzeme (genellikle PET), mürekkep katmanı (INK) ve yapışkan malzeme (çoğunlukla özel bir yapışkan).
Enjeksiyon kalıplama tamamlandığında, film ve plastik yapıştırma tutkalı aracılığıyla yakından entegre edilir. PET'in kendisi ön yüzeyde aşınmaya dayanıklı koruyucu bir filmle kaplı olduğundan, aşınmaya ve çizilmeye karşı dayanıklıdır ve yüzey sertliği 3H'ye ulaşabilir ve dokunduğunuzda daha parlak ve daha parlak hale gelecektir. Bunlar arasında, enjeksiyon kalıplama malzemeleri çoğunlukla PC, PMMA, PBT vb.
Ne tür IMD süreçleri vardır?
Şimdi, üç ana tip inşaat yöntemi var:
1. IMF (Şekillendirme):
Kalıp içi enjeksiyon ve kalıp içi laminasyon! Son olarak, plastik parçalar üzerinde 3D IMD dekorasyonu yapabiliyoruz. Buna IMF deniyor. Yüksek streç, kenar sargılı ve 3D plastik parçalar içindir. IMF parçaları bir sandviçtir. İlk katman PC, PET, PMMA veya diğer plastik levhalardır. İkinci katman mürekkeptir. Üçüncü katman plastiktir. Yani mürekkep ortadadır. Çizik yok. Solma olmaz. Ürünler şunları içerir: PC FİLM düz baskı, 3D, 2D Şekillendirme.
2. IML (Laminat) (Etiket):
Buna kalıp içi etiketleme denir. Film, koruyucu bir tabaka olarak yüzeyde kalır. Bu yöntemi genellikle plastik kaplar için kullanırız.
3. IMR (Rolling):
Kalıp içi termal transfer! Film, mürekkep aktarıldıktan sonra çıkar. Yüzeyde kalmaz. Bu yöntemi genellikle düz ürünler için kullanırız.

IMD enjeksiyon kalıp tasarımı ve kalıplama süreci kılavuzu.
1. Levha Malzemesi
PVC kendi kendini söndürür, yani yangının kaynağı ortadan kaldırıldığında yanmayı durdurur. Bunun nedeni PVC'nin içinde yangınları önlemeye yardımcı olan çok miktarda klor bulunmasıdır.
a. Malzeme ve Mürekkep
Genellikle, tabakanın malzemesi PET'tir, ancak PC ve PMMA tabakaları da vardır. Ancak PET'in kalıplanması ve işlenmesi daha iyidir. Yüzey parlaklığı ve aşınma direnci de müşteri gereksinimlerini karşılar, bu nedenle yaygın olarak bir malzeme olarak kullanılır. Kalınlığı 0,125 mm olan PET levha en popüler levhalardan biridir.
Baskı için bir hammadde olarak mürekkep, aşınma direnci, yüksek sıcaklık direnci ve kolay hazırlık ve serigrafi işlemleri gerektirir.

b. Önceden hazırlanmış levhalar (kesme, termoform)
Genel süreç akışı şöyledir:
Baskı (Araçlar: film, serigrafi baskı makinesi; kilit noktalar: mürekkep seçimi, tabaka konumlandırma)
Koruyucu film uygulayın
Şekil delme (alet: kalıp; kilit noktalar: sac konumlandırma)
Koruyucu film uygulayın
Isı ayarı (Alet: ısı ayar makinesi; Anahtar noktalar: sıcaklık kontrolü)
Koruyucu film uygulayın
Koruyucu bir film uygulamanın tozu korumak ve önlemek için vazgeçilmez bir işlem olduğunu lütfen unutmayın; koruyucu film genellikle PE film kullanır.
Isı ayar prosesinde sıcaklık kontrolü çok önemlidir. İyi yönetilmezse, sac kolayca deforme olur ve hurda oranı yüksek olur.
Isı ayar makinesinin üst ve alt kalıpları, çalışma sırasında sabit bir sıcaklığı korumak için ısıtma plakalarına sahiptir. Levhayı yerleştirdikten sonra, hareketli ısıtma plakası levhanın üstüne doğru hareket ederek levhayı ön ısıtmaya tabi tutar ve ısı ayarı için kalıbı kapatmadan önce yumuşak hale getirir!
c. Levha ve boşluk arasındaki bağlantı
Sac boyutu nihai parça boyutundan biraz daha küçüktür. -En önemli prensip! ! !
Bu sayede sacın kalıp boşluğuna yerleştirilmesi kolaylaşır ve tam olarak gerilebilir. Eğer kırışıklıklar varsa, bitmiş ürün kusurlu olacaktır.
2. Kalıp büzülmesi
Genel olarak, ABS ve PMMA'nın büzülmesi 0.5%'dir. Bir IMD kalıbı yapıyorsanız, ürünün yüzeyinin bir PET film tabakası ile kaplanması gerektiğinden, ikisinin termal büzülme oranlarının farklı olduğu açıktır.
Tecrübelerime göre IMD kalıpları ile üretilen ürünlerin büzülmesi normal kalıplara göre daha küçüktür ve 0.3% daha uygundur. Çünkü plastik alt tabaka enjeksiyon kalıplama sırasında tabaka tarafından sarılır ve bu da plastiğin büzülmesini engeller.
3. Sac Şekillendirme Kalıp Tasarımı
a. Ürün resmini kullanarak, pro/e'de (veya başka bir 3D yazılımında), tabakanın kalınlığına göre, tabakanın 3D resmini elde etmek için ürün yüzeyini içe doğru kaydırın.
b. Levhanın 3D çizimine göre, levhayı delmek için bir kalıp, film vb. yapmak üzere açın.
c. Sacın 3D çizimine göre kalıbı ayırın.
d. Üretim kalıpları
IMD enjeksiyon kalıplamanın özellikleri nelerdir?

① Ürün mükemmel dayanıklılık ve çizilme direncine sahiptir.
② Karmaşık görünümlü görüntüler kolayca tamamlanabilir ve diğer işlemlerle elde edilemeyen tutarlılık sağlanır.
③ Ürün, küçük miktarlarda bile çeşitli renklerde üretilebilir. Dörtten fazla renk basabilir ve metalik mürekkepler de basabilir.
④ Üründe ek kalıplara gerek kalmadan çeşitli tasarım değişiklikleri yapılabilir, bu da önemli maliyet tasarrufu sağlar.
⑤ Tek parça kalıplama, renk ayırma ve sökme ihtiyacını ortadan kaldırarak tasarım ve geliştirme sürecini hızlandırır.
⑥ Ürün yüksek renk kontrastına sahiptir ve plastik malzeme ışık geçirgenliğine izin vererek ekran ve ışık kılavuzu sütunları olarak kullanıma uygun hale getirir.
⑦ Ürün, son derece dayanıklı ve esnek yüzey baskısı sayesinde mükemmel kimyasal dirence sahiptir. Görüntü aslında filmin iç kısmına basılmıştır.
⑧ Plastikler ve filmler geri dönüştürülebilir ve yeniden kullanılabilir.
⑨ Ürün, hassasiyet gereksinimlerini karşılayabilir ve otomasyon yoluyla verimli seri üretim sağlayabilir.
IMD enjeksiyon kalıplama için en iyi ipuçları
IMD mürekkebinin dayanabileceği sıcaklık 3~4 saniye boyunca 250~260℃ olduğundan, enjeksiyon kalıbını tasarlarken enjeksiyon basıncını, enjeksiyon süresini, kapı boyutunu ve miktarını ve malzemenin fiziksel özelliklerini dikkate almak gerekir. Düşük enjeksiyon basıncı ve kısa enjeksiyon süresi elde etmek için aşağıdaki yöntemler düşünülebilir:

① Yolluk tasarımı ne kadar kısa olursa o kadar iyidir ve sıcak yolluk en iyisidir.
② Kapı alanını büyütebilir veya çok noktalı kapılar kullanabilirsiniz.
③ Daha iyi akan ve daha düşük sıcaklıkta enjekte edilen plastik seçin.
④ Mürekkebin dışarı akmasını önlemek için kapıya mürekkep ekleyin.
⑤ IMD enjeksiyon kalıp boşluğu ve kalıp şekli eşleşmelidir.
⑥ Enjeksiyon malzemesi için en yüksek esneme noktasını seçmekten kaçının. Bu genellikle dört köşede olur. Burası daha ince olduğu, daha fazla genleşip büzüldüğü ve kırışıklıklara neden olduğu yerdir.
IMD için enjeksiyon koşullarında çok fazla değişiklik yoktur, bu nedenle daha iyi kontrole sahip bir enjeksiyon kalıplama makinesi kullanmak daha iyidir. Plastiğin fiziksel özellikleri de tutarlı olmalıdır. köşeler) çünkü daha incedir, daha fazla genleşir ve büzülür ve kırışıklıklara neden olur.
⑧ FİLM ısındığında ve soğuduğunda genleştiği ve büzüştüğü için, kalıplama sırasında kalıp sıcaklığı çok yüksek olmamalıdır. Bir kalıp sıcaklık makinesi kullanmak iyi bir fikirdir.
⑨ İçinde film olduğu için, yer ne kadar kalın olursa o kadar fazla çeker. Dolayısıyla, büzülme sorununu basınç tutma ve aşırı ambalajlama gibi geleneksel yöntemleri kullanarak çözemezsiniz. Sadece malzemeyi azaltarak ve içini boşaltarak çözebilirsiniz.
IMD enjeksiyon kalıplamada sık karşılaşılan sorunlar ve çözümleri
Kalıp İçi Dekorasyon (IMD) enjeksiyon kalıplama, yüksek kaliteli sonuçlar elde etmek için çeşitli parametreler üzerinde hassas kontrol gerektiren karmaşık bir süreçtir. İşte IMD enjeksiyon kalıplamada sık karşılaşılan bazı sorunlar ve çözümleri:
| Yaygın Sorunlar | Nedenler ve Çözümler |
|---|---|
| IMD enjeksiyon kalıplama sırasında desen mürekkebi dağılır (yıkanır) | IMD mürekkebi kuru ve hiçbir şeyin geçmesine izin vermiyor. Artık çözücüler ve hava kabarcıkları vardır. Enjeksiyon kalıplama yaparken, mürekkep yayılır ve tabakaya da yapışmaz. |
| IMD gümüş mürekkebin kuruması daha uzun sürer | |
| IMD sayfası kalınlaştıkça, mürekkebin yayıldığı alan büyür. | |
| Bu, geçit tasarımının iyi bir yapıya, şekle ve dağılıma sahip olup olmadığına bağlıdır. | |
| Plastik sıcaklığına bağlıdır. Enjeksiyon reçinesi sıcaklığı arttığında, yıkanan alan azalır. Sıcaklık ayarı plastik türüne ve enjeksiyon kalıp yapısına bağlıdır. | |
| IMD mürekkep katmanı çok ince basılmış | |
| IMD mürekkebinin kendisi yüksek sıcaklıklara dayanıklı değildir | |
| Enjeksiyon kalıplamadan önce plastiğin nemi alınmaz, bu da enjeksiyon kalıplama sırasında kabarcıkların ortaya çıkmasına neden olur. | |
| Serigrafi baskıdan önce mürekkebin yanlış viskozite ayarı, mürekkep katmanında iğne deliklerine ve zayıf seviyelendirmeye neden olur. | |
| IMD çok iyi yapışmıyor ve yaprak kolayca ayrılıyor. | Mürekkepte çözücü kalıntısı var |
| Enjeksiyon kalıplama makinesindeki sıcaklık, basınç ve soğutma sistemi doğru kontrol edilmiyor. | |
| Gümüş mürekkebin rengi çok fazla veya enjeksiyon kalıplama işlemine uymuyor. | |
| Mürekkep alt tabakaya çok iyi yapışmıyor. | |
| Baskılı IMD su bazlı yapıştırıcı yok | |
| Ayna mürekkebi kavisli kenara çok yakın | |
| Plastiğin içinde nem var. | |
| Mürekkebin yapışması enjeksiyon reçinesinin sıcaklığı ile ilgilidir | |
| Ayna mürekkebinin ayna etkisi yoktur | |
| Tabaka (substrat) ayna mürekkebindeki çözücüleri kaldıramaz. | |
| Baskıdan hemen sonra kurutulmalıdır | |
| Ayna mürekkebi su bazlı yapıştırıcı ile basılmalıdır | |
| Mürekkebin daha iyi yapışmasını sağlamak ve ayna efekti elde etmek için su bazlı yapıştırıcıya sertleştirici ekleyin. Ancak sertleştiriciyi ekledikten sonra iki saat içinde hepsini kullanın. | |
| Kabartma yaparken mürekkep kırılır | Zımbanın köşesi çok keskin ve belli bir kavise sahip olmalı. |
| Mürekkep yeterince yumuşak değil. | |
| Mürekkep doğru kurumamış. Örneğin, UV mürekkep çok fazla kurur. |

Komple Kılavuz IML Enjeksiyon Kalıplama Üretimi için Kaynaklar
IML sürecinin özellikleri nelerdir?
IMD/IML teknolojisi: Serigrafi baskı, kalıplama ve enjeksiyon kalıplamayı birleştiren yeni bir kalıp içi dekorasyon teknolojisidir. Ürünleri dekore ederken, kalıp içi dekorasyon (IMD/IML) en etkili ve maliyet tasarrufu sağlayan yöntemdir.
İletişim ürünlerinde (cep telefonu lensleri, dekoratif parçalar, kasalar vb.), ev aletlerinde (pencere panelleri, düğme panelleri, dekoratif paneller vb.), tıbbi ekipmanlarda (pencere lensleri, kasalar, dekoratif parçalar vb.) ve otomobil gösterge panolarında yaygın olarak kullanılmaktadır.
IMD/IML ürünleri, yüksek çözünürlük, iyi üç boyutlu etki, çizilmeye karşı dayanıklı yüzey, tasarım desenini isteğe göre değiştirme yeteneği, ürünün güzel görünümünü geliştirme ve mükemmel özel şekilli yapıyı yansıtma avantajlarına sahiptir. Ürünün 3D görünümünü gerektiren cep telefonu lenslerinde, kılıflarında vb. yaygın olarak kullanılırlar. Geçmişte akrilik düz panellerle elde edilemeyen özel şekilli efektleri ve çoklu renkleri çözün.
Kalıp içi dekorasyon, geniş uygulama alanı nedeniyle birçok geleneksel işleme mükemmel bir alternatif haline gelmiştir: termal transfer, doğrudan yüzey baskısı, yüzey püskürtme, doğrudan elektrokaplama, iki renkli enjeksiyon kalıplama vb. gibi geleneksel dekorasyon yöntemleri. Özellikle tutarlı renk kayıt desenleri, arka aydınlatma, çoklu renkler gerektiren ve çeşitli kavisli yüzeylere, bombeli yüzeylere ve eğimli yüzeylere yansıtılması gereken 3D ürünler için en uygun olanıdır.
IML enjeksiyon kalıplamanın işlem adımları nelerdir?
Kesme-düz baskı-mürekkebin kurutulması ve sabitlenmesi-koruyucu filmin takılması-ponumlandırma deliklerinin delinmesi-termoforming-çevresel şeklin kesilmesi-enjeksiyon kalıplama işlemi, özel talimatlar aşağıdaki gibidir:
1. Kesme:
Rulo halindeki filmi baskı ve kalıplama işlemleri için tasarlanan boyutta kare bloklar halinde kesin.
2. Düz baskı:
Film ağını gerekli simgelere ve metne göre oluşturun ve simgeleri ve metni kesilmiş kare filmin üzerine yazdırın.
3. Mürekkep kurutma ve sabitleme:
IML mürekkebini kurutmak ve sabitlemek için baskılı film karesini yüksek sıcaklıktaki bir fırına koyun.
4. Koruyucu film uygulayın:
Bazen, konumlandırma delik delme işlemi sırasında baskılı filmin yüzeyinin çizilmesini önlemek için tek veya çift kat koruyucu film uygulamak gerekir.
5. Konumlandırma deliklerini delin:
Isıl şekillendirilmiş konumlandırma delikleri doğru bir şekilde delinmelidir. Bazen, kesme işlemi için konumlandırma deliklerinin önceden delinmesi gerekir.
6. Termoform (yüksek basınç veya bakır kalıp):
Basılı filmi ısıttıktan sonra, hala sıcakken şekillendirmek için yüksek basınçlı bir makine veya bakır kalıp kullanın.

7. Çevresel şekli kesin:
Çevresel şekli kesin: Oluşan üç boyutlu filmden fazla malzemeyi kesin.
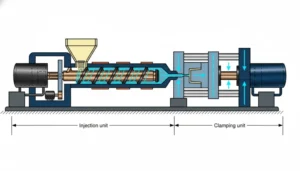
8. Enjeksiyon kalıplama işlemi:
Enjeksiyon kalıplama: Ön kalıpla tam olarak aynı üç boyutlu şekle sahip kalıplanmış filmi ön kalıba yerleştirin ve bitmiş IML ürününü enjeksiyonla kalıplayın.
IMD Enjeksiyon Kalıplama VS IML Enjeksiyon Kalıplama
IML (Kalıp İçi Etiketleme) ve IMD (Kalıp İçi Dekorasyon), ambalaj endüstrisinde plastik ürünleri süslemek ve etiketlemek için kullanılan iki popüler teknolojidir. Bu teknolojiler bazı benzerliklere sahip olsa da, belirgin farklılıkları da vardır. İşte IML ve IMD arasındaki temel özelliklerin bir karşılaştırması:
| IMD Enjeksiyon Kalıplama | IML Enjeksiyon Kalıplama |
|---|---|
| IMD büyük partiler için uygundur (100.000 veya daha fazla) | IML üretim parti miktarı çok esnektir |
| IMD deseninin üç boyutlu kalıplama yüksekliği 1,5MM'yi geçmeyen IMD ürünleri | IML, düz yüzeyler, kavisli yüzeyler, hemming ve diğer ürünler gibi çeşitli karmaşık üç boyutlu üretimleri işleyebilir. 3D kalıpların üç boyutlu kalıplama yüksekliği 40MM'ye ulaşabilir. |
| IMD ürünlerinde mürekkep yüzeye serigrafi ile basıldığı için yazılara kolay kolay dokunulmaz. | IML mürekkebi orta katmana serigrafi ile basılmıştır, bu nedenle görünüm pürüzsüz ve güzeldir, ne kadar çok dokunursanız o kadar parlak olur. Mükemmel çizilme direncine sahiptir ve desen ve renk üretim sırasında herhangi bir zamanda değiştirilebilir. |
| IMD yalnızca sıcak damgalama kağıdı ile aynı işlemle serigrafi baskı yapabilir ve serigrafi baskı rengini değiştiremez. | IML'nin mürekkep renkleri sınırsızdır ve serigrafi baskı rengi aynı üretim partisinde isteğe bağlı olarak değiştirilebilir. |
| IMD düğme ürünleri yapamaz | IML düğmeli ürünler üretebilir |
| IML'nin genel geliştirme süresi kısadır (enjeksiyon kalıbı geliştirilirken kalıplama, delme ve diğer kalıplar geliştirilebilir ve diğer yardımcı işlemler aynı anda tamamlanabilir); birkaç parça birlikte üretilebilir, bu nedenle maliyet nispeten azalır; kanca olmadığı için nispeten ince kalınlığa sahip ürünler üretilebilir. | IMD'nin genel geliştirme süresi daha uzundur |
IML sürecinin avantajları ve dezavantajları nelerdir?
Kalıp İçi Etiketleme (IML) gıda, içecek, kozmetik ve ilaç dahil olmak üzere çeşitli sektörlerde kullanılan popüler bir paketleme teknolojisidir. İşte IML sürecinin avantajları ve dezavantajları:
| Avantajlar | Dezavantajlar |
|---|---|
| Film üretim döngüsü kısadır ve birden fazla rengi ifade edebilir | Uzun başlangıç dönemi |
| Desen ve renkler üretim sırasında istenildiği zaman değiştirilebilir | Filmin düşmesine, bükülmesine ve deforme olmasına vb. neden olmak kolaydır. |
| IML'nin en dış katmanı FİLM'dir ve mürekkep orta katmana serigrafi ile basılır. Görünüşü pürüzsüz ve güzeldir, dokundukça daha parlak hale gelir ve çizilmeye karşı mükemmel bir dirence sahiptir. | Üretim sürecinde ürün kusur oranı yüksektir |
| IML üretim parti miktarı çok esnektir ve birden fazla çeşidin küçük hacimli üretimi için uygundur |
IML enjeksiyon kalıplama için eksiksiz kılavuz
① Enjeksiyon kalıplama kalınlığı: Ortalama et kalınlığının 1,2 mm'den az olmaması tavsiye edilir (Film hariç 1,0 mm)
② Film kalınlığı özellikleri: 0,1 mm, 0,125 mm, 0,175 mm
③ Film tek parça baskı, küçük miktarlar ve çeşitli tasarım durumları için daha uygundur.
④ Bu yöntem, görünüm rengi parlak gümüş ise elektrolizle kaplanmış gümüş gibi metalik renkler için uygun değildir, çünkü yüksek ve düşük sıcaklıklar nedeniyle filmin kolayca soyulmasına neden olabilir.
⑤ Filmin dış kenarının boyutu kesinlikle kalıp boşluğunun boyutuyla ilgilidir. Çok küçük veya çok büyük olması, enjeksiyon sırasında kalıp boşluğunun gerilmesine ve kenar sızıntısına neden olacaktır.
⑥ Lens üzerindeki yuvarlak deliğin minimum çapı Φ1,0 mm'dir.
⑦ Lens P.L genellikle Lensin alt kısmında bulunur. Çekim açısı ile ilgili bir sorun varsa, Film kaplamasının alt kenarından 0,2 mm uzağa yerleştirilebilir.
⑧ Lensin çekim açısı genellikle 3 derecedir.
⑨ Lensin görünümünün farklı olduğu durumlar için Film önceden oluşturulmalıdır.
⑩ Yuvarlak köşe tasarımı: IML kalıplamanın görünümü keskin bir görünüm oluşturamaz. Görünüm ana hatları keskin köşelerden kaçınmalıdır, bu nedenle tasarımda keskin köşeler olamaz. Ürünün köşeleri yuvarlatılmış bir köşeye sahip olmalıdır (en az 0.3R)
Hemming problemi: Hemming, film ve plastiğin bir araya geldiği kenarı ifade eder. Bu kenar enjeksiyon kalıplamadan sonra çok temiz olmayabilir. Bu nedenle, IML kullanarak ürünler tasarladığımızda, kenarı plastik parçalarla kaplayabiliriz.
⑫ Yüzey aşınma direnci sertlik gereksinimi: 3H'nin üzerinde
IML ürünleri nasıl test edilir ve doğrulanır?
IML ürünlerinin test edilmesi ve doğrulanması, standartlara ve spesifikasyonlara uygun olduklarından emin olmak için önemlidir. İşte IML ürünlerini test etmenin ve doğrulamanın yolları:

Sertlik Testi: Cilalı bir 2H~3H kurşun kalemi 500g kuvvetle kullanın ve 45 derecelik bir açıyla ürünün yüzeyine doğru düz bir şekilde itin. Yüzeyde belirgin bir çizik veya çizik yoksa, nitelikli olduğu kabul edilir.
Sıcaklık Testi: Ürünü 95%~100% bağıl neme ve 57±3°C sıcaklığa sahip bir fırına 48 saat boyunca yerleştirin. Patlama, renk bozulması, deformasyon, renk kaybı, işlev kaybı vb. yoksa kalifiye demektir.
Aşınma Direnci Testi: Ürünün yüzeyine 500 g ağırlığında bir lastik hedefleyin ve 2 inç uzunluğunda aynı konumda 300 kez ileri geri sürtün (bir ileri geri bir defadır). Yüzeyde belirgin bir dibe vurma yoksa nitelikli kabul edilir.
Kum Yıkama Testi: Sabit test kaplaması sürtünme aleti ile 45 derecelik bir açıyla yerleştirilir ve kaplama yüzeyi 500ml kum tanesine ulaşılana kadar ürün güvenilirlik spesifikasyonlarında belirtilen kum miktarı ve akış hızı (2 litre/21~23,5 saniye) ile yıkanır. Boya altındaki malzeme ciddi olarak görülebilir ve 100ml kuma kadar yıkandıktan sonra boya altındaki malzeme hafif olarak görülebilir; küçük kusur toplam numune sayısının 20%'sini aşarsa niteliksizdir ve ciddi kusur toplam numune sayısını aşarsa niteliksizdir.
Enjeksiyon Kalıplama Tedarikçisi Proje Başlatma Hataları Gecikmelere ve Yeniden Çalışmalara Neden Olur
Harika bir ürün tasarımınız, doğrulanmış bir pazarınız ve kilitlenmiş bir finansmanınız var. Bir enjeksiyon kalıplama tedarikçisi seçiyorsunuz, CAD dosyalarını gönderiyorsunuz ve 6

Enjeksiyon Kalıplama Süreci Validasyonu Iq Oq Pq
Bir tıbbi cihaz şirketinden bir satın alma siparişi aldınız. Tek bir üretim parçası göndermenize izin vermeden önce, süreç doğrulama paketinizi — IQ,

Çin'de Prototipten Üretime Enjeksiyon Kalıplama Süreci Nasıl İlerler?
İlk 3D baskılı prototipinizi yeni tamamladınız. Tezgahta doğru görünüyor, ancak plastik baskıların gerçek kullanımda dayanmayacağını zaten biliyorsunuz. Şimdi enjeksiyon kalıplı parçalara ihtiyacınız var — yüzlercesine
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

