

Пластик литьевая формаing is a process in which parts are manufactured by injecting molten plastic into a mold.
Plastic injection molding process is the process of injecting molten plastic material into a metal tool which then cools and ejects a plastic part from the литьё под давлением пресса.
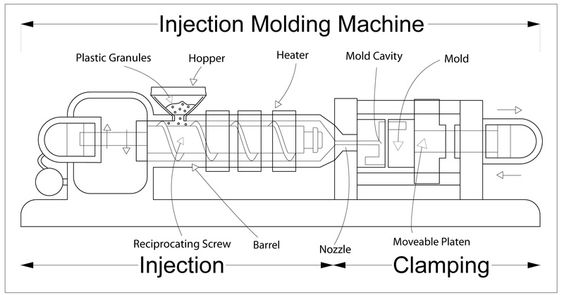
Пластиковая смола подается в загрузчик в виде гранул. Материал вращается вперед под действием шнека и соприкасается с нагретым стволом. Трение и нагретый ствол расплавляют пластик, который скапливается перед шнеком.
The molten plastic is injected into the mold under high pressure and is then allowed to cool and cure. The result is a injection molded part. To create molds that produce quality products, it is important to understand the different types of structures used in литьевые формы.
Before we start to process and manufacture a plastic mold, we need to design the mold according to the drawing, which is the structural design of the mold. When it comes to mold structure, although the specific structure of each mold varies according to the product, on the whole, we can still make a general classification.

Полная пресс-форма обычно состоит из двух основных частей
Формовочная часть, также известная как старое ядро, - это часть, связанная с формой и размером пластикового изделия.
Рамочная часть пресс-формы, также известная как зародыш пресс-формы, используется для установки и фиксации формовочной части.
Пресс-формы для литья пластмасс под давлением делятся на два основных типа
(a) Двухплитная пресс-форма
Двухплитная пресс-форма не относится к пресс-форме с передним ползуном и пресс-форме с точечным затвором, за исключением этих двух конструкций, все остальные конструкции и методы склеивания могут быть использованы.
(b) Три пластины представляют собой типовую форму
Ее также называют формочкой с тонким носиком, по типу она делится на формочку с тонким носиком, упрощенную формочку с тонким носиком и ложные три пластины трех форм.
Упрощенный тип тонкой рамы пресс-формы для водного рта не имеет направляющей стойки в боковой пластине задней формы, нет ограничительной шайбы на стяжке, не может проектировать структуру толкающей пластины, обычно используется в 500 мм под малой и средней формой, партия продукта не подходит для использования.
(c) Ложная трехплитная пресс-форма
Ложная трехплитная рама пресс-формы специально разработана для пресс-формы переднего механизма ползуна пресс-формы, нет разгрузочной плиты, не подходит для пресс-формы точечного литника.

Семь основных систем составляют полный комплект пресс-формы для литья пластмасс под давлением
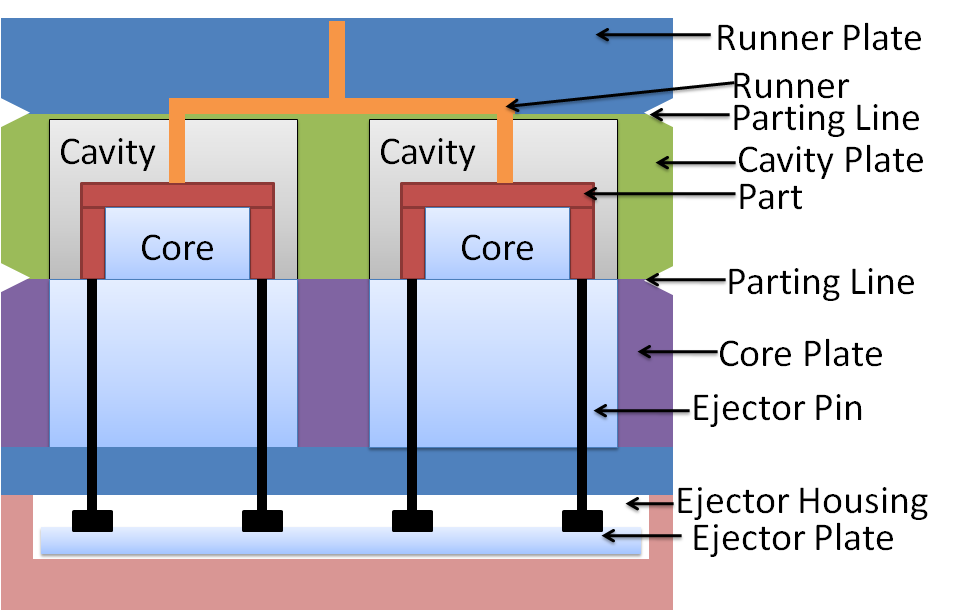
(1): Система заливки
Состоит из 4 частей: основного канала, коллектора, затвора и холодной полости.
(2) Механизм формовки
Формовочная конструкция - это часть, которая находится в непосредственном контакте с пластиковыми изделиями, включая переднее и заднее ядро пресс-формы, вставку, ползун, наклонный верх и другие элементы.
(3) Система выброса
Система выталкивания включает в себя выталкивающие штифты, выталкивающие блоки, выталкивающую втулку, подъемники и т.д. для выталкивания литых деталей из сердцевины полости после охлаждения.
(4) Структура путеводителя
Направляющий механизм включает в себя направляющую стойку, направляющую втулку, планку сброса выталкивающей пластины, направляющую втулку выталкивающей пластины и другие устройства.
Для более требовательных пресс-форм иногда следует дополнительно увеличить вспомогательные направляющие механизмы, такие как конус, прямая поверхность, конусное точное позиционирование и т.д.
(5) Система охлаждения
Система охлаждения в основном представляет собой циркуляционный водяной контур, с масляным охлаждением, водяным охлаждением, воздушным охлаждением и т.д.
Некоторые формы нуждаются в нагреве, контур охлаждающей воды может быть использован для нагрева.
Сама пресс-форма представляет собой большую систему охлаждения. Чтобы добиться лучшего эффекта охлаждения, в пресс-форме проектируется одна или несколько групп охлаждающих каналов.
Обычно расстояние между охлаждающим каналом и продуктом в два раза больше диаметра канала.
(6) Выхлопная система
В основном есть выхлопная щель, выхлопная игла, выхлопной вкладыш, выхлопной клапан и другие части учреждения.
(7) Система подачи
Система подачи относится к проходу, через который расплавленный пластик проходит из сопла литьевой машины в полость пресс-формы.
Он состоит из четырех частей: литника, бегунка, затвора и колодца для холодной пули.
В соответствии с требованиями технологического процесса и производства, некоторые из стержней пресс-формы и женской формы состоят из нескольких частей, а другие изготавливаются как единое целое.
А формообразующие вставки используются только в уязвимых или труднодоступных частях.
To meet the requirements of in the injection molding process for the temperature of the mold, it is necessary to install a temperature-regulating system to adjust the temperature of the mold.

Введение системы горячей обкатки пластиковых форм
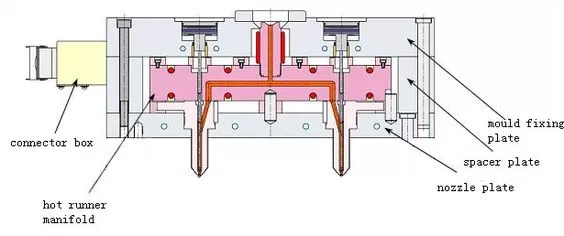
(1) Система горячего прогона is a very widely used plastic molding casting system, mainly with the help of heating devices and an electronic temperature control system so that the molten plastic in the casting system does not solidify.
Это позволяет заливать пластик в полость формы плавно и упорядоченно.
При отсутствии давления впрыска, расплавленный пластик не будет течь автоматически, и не будет вытягиваться, переливаться и других явлений с выпуском пластиковых изделий, поэтому горячеканальная пресс-форма также называется безканальной или менее канальной пресс-формой.
(2) Горячеканальные пресс-формы имеют широкий диапазон температур плавления пластика. Хорошая текучесть при низкой температуре: хорошая термическая стабильность при высокой температуре.
Чувствителен к давлению, не течет без давления, течет сразу после давления; хорошая теплопроводность, быстрое нагревание, быстрое охлаждение.
К недостаткам можно отнести то, что механизм занимает много места, имеет высокую стоимость, серьезные теплопотери, сложность управления и серьезное тепловое расширение после нагрева.
Термопластичный материал, напротив, представляет собой пластичный материал, который можно расплавить, окрасить, затвердеть и снова расплавить, не сжигая.
Термопластичные материалы можно использовать повторно. Иногда это происходит прямо на заводе.
(3) Конструкция горячеканальной пресс-формы needs to pay attention to the hot runner system and the mold between, must leave enough space for a tapping expansion, try to avoid large-area contact, mold and injection molding machine should be increased between the thermal insulation pad to reduce heat loss.
Изоляционная прокладка должна представлять собой изоляционный материал, обычно используются бакелит, различные пластиковые пластины или стекловолокно и т.д.
(4) Система горячего прогона состоит в основном из четырех частей: основного термостата, перекрестного рукава, коллектора и горячего сопла. По форме впускного отверстия для клея можно разделить на одноточечный и многоточечный тип.
Механизм слайдера и механизм наклонного верха
a. Механизм слайдера
(1) Слайдерный механизм, также называемый боковым разбором и механизмом извлечения сердцевины, - это способ борьбы с колючками пластиковых изделий, которые не могут плавно высвобождаться в пресс-форме.
Если боковая сторона пластикового изделия имеет боковые вогнутости, такие как круглое отверстие, отверстие для выпуска, выступ, паз, планка и т.д., и не может быть плавно выпущена в соответствии с направлением открытия пресс-формы, необходимо использовать механизм бокового разделения и извлечения сердцевины, и механизм слайдера является наиболее распространенной формой.
(2) При проектировании ползуна, чтобы наклонная колонна приводила в движение ползун безопасно и плавно, и чтобы наклонная колонна и ползун не самоблокировались или не закусывались в процессе открытия и закрытия формы, поэтому угол наклона колонны должен быть больше угла блокировки ползуна на 1-3 градуса.
(3) Угол наклона ползунка не должен превышать 25 градусов. При изменении формы изделия более чем на 25 градусов, следует использовать с осторожностью.
b. Механизм с наклонным верхом
(1) Роль наклонной верхней части такая же, как у ползуна. Принцип его движения также заключается в вертикальном движении открытия и закрытия пресс-формы в горизонтальное движение, чтобы завершить боковое извлечение сердечника.
Наклонный верх в основном опирается на движение выталкивающей пластины и перемещение. Он является продолжением системы выталкивателей и относится к механизму бокового извлечения керна.
Во время движения наклонного верха он не только может извлекать колючки, но и помогает выталкивающему механизму выталкивать пластиковые изделия из формы, поэтому нет необходимости располагать выталкиватель в пределах 10-20 мм вокруг наклонного верха.
(2) Ejecting stroke: In the design of the slanting top, the ejector stroke must ensure the safe ejection of plastic products from the injection mold.
Для обеспечения безопасного освобождения пресс-формы в то же время следует также попытаться сократить ход выталкивателя, чем больше ход выталкивателя, тем легче усталость наклонного верха, тем короче срок службы.
(3) Угол наклона столешницы не должен превышать 12 градусов. Большее значение следует использовать с осторожностью. Чем больше угол наклона вершины, тем хуже прочность, тем легче она ломается.
The rear mold slider, slant top mechanism is the most common and one of the most basic structures in plastic mold.

c. Структура переднего ползуна пресс-формы
Как и задний ползун пресс-формы, он является важной системой в пресс-форме. Механизм переднего ползуна пресс-формы необходим, когда изделие имеет следующие условия.
(1) Изделия из ракушечника с высокими требованиями к внешнему виду, если на боковинах есть отверстия или канавки, использование заднего ползуна формы повлияет на внешний вид.
(2) Высота изделия очень большая, когда положение пряжки находится далеко от заднего ядра штампа, задний слайдер штампа сложнее сделать, необходимо рассмотреть возможность использования
(3) Некоторые продукты оболочки, расположение пряжки в передней части внутренней формы, просто не может сделать задний слайдер формы
(4) В некоторых продуктах, в связи с появлением ограничений, внешний вид продукта выпуска скат небольшой, легко прилипает к передней формы
(5) Для некоторых круглых, почти круглых или прямоугольных изделий с глубокой полостью, когда вся внешняя поверхность имеет фаску, попробуйте использовать ползун типа Haff.
Существует множество разновидностей слайдеров для передних штампов, и литьё под давлением Стоимость обработки намного выше, а обработка намного сложнее, поэтому при проектировании пресс-формы старайтесь не использовать передние ползуны матрицы.
При инъекции изделие имеет подрез или отверстие в боковой стенке. индивидуальная пластиковая форма необходимо разработать механизм вытягивания бокового стержня (также называемый заслонкой), механизм вытягивания наклонного стержня (также называемый подъемниками), масляный цилиндр (когда расстояние вытягивания бокового стержня велико).

Передний ползун матрицы по сравнению с задним ползуном матрицы
(1) Передняя часть пресс-формы с передним ползуном нуждается в еще одном разделении (кроме переднего ползуна), а вся пресс-форма нуждается как минимум в двух или трех разделениях. Если это пресс-форма с точечной загрузкой затвора, то три раза; если это пресс-форма с неточечной загрузкой затвора, то два раза.
(2) Независимо от того, два или три раза, основная разделительная поверхность должна быть открыта в последний раз
(3) Основная поверхность разъема имеет больше зажимных механизмов
(4) Направляющая стойка рамы пресс-формы обычно находится в передней части пресс-формы
(5) Отдельная пресс-форма механизма ползуна передней пресс-формы не может реализовать структуру толкающей пластины задней пресс-формы
При разработке формы механизма переднего ползуна пресс-формы следует обратить внимание на следующие моменты
(1) При проектировании пресс-формы переднего механизма ползуна пресс-формы, если метод подачи клея - точечная подача, необходимо использовать держатель пресс-формы с тонким носиком или упрощенный держатель пресс-формы с тонким носиком.
Если используется метод склеивания без точечного литья, необходимо использовать фальш-держатель для трех пластин, так как фальш-держатель для трех пластин предназначен для формы переднего механизма ползуна формы.
(2) Основная поверхность разделения должна иметь очень безопасный и надежный зажимной механизм, обычно используются нейлоновые открывалки, пружинные зажимные машины, механические зажимные машины и т.д.
(3) Между верхним кодовым шаблоном и некоторыми пластинами должен быть очень надежный ограничительный механизм, обычно используемый с плечевыми винтами (ограничительные винты).
(4) Затворная втулка переднего механизма ползуна пресс-формы и ядро передней пресс-формы находятся в состоянии сильного трения в течение длительного времени, поэтому передний конец затворной втулки должен быть скошен для подгонки.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







