 Перейти к содержанию
Перейти к содержанию 
Услуги по многоструйной 3D-печати (MJF)
Откройте для себя наши профессиональные услуги по многоструйной 3D-печати (MJF) для создания прочных, детализированных деталей с быстрыми сроками изготовления.

Ресурсы для Полное руководство по многоструйной 3D-печати (MJF)
Что такое многоструйная 3D-печать (MJF)?
Multi Jet Fusion (MJF) - это высокоскоростная технология аддитивного производства промышленного уровня, разработанная и внедренная компанией HP (Hewlett-Packard). Она относится к сплавление порошкового слоя семейство процессов 3D-печати. По своей сути MJF создает функциональные прототипы и конечные производственные детали из гранулированного термопластичного порошка, слой за слоем, с уровнем скорости, детализации и качества деталей, что делает ее ведущей технологией как для быстрого создания прототипов, так и для серийного производства.
В отличие от других методов плавки в порошковом слое, использующих один лазер для трассировки и спекания геометрии детали (например, SLS), в MJF применяется уникальный процесс, охватывающий всю площадь. Он использует струйную систему для выборочного нанесения химических реагентов на всю поверхность порошкового слоя за один проход. Это принципиальное отличие является ключом к исключительной скорости и производительности, позволяя производить прочные, высококачественные детали при более низкой стоимости одной детали по сравнению со многими альтернативами.
1. Основной принцип: Сплавление порошкового слоя со средством для детализации:
Инновационность MJF заключается в использовании двух основных жидких агентов: плавкого агента и средства для детализации.
- Плавильный агент: Это черные теплопроводящие чернила. Они наносятся точной струей на участки порошкового слоя, которые должны стать твердой деталью. При подаче инфракрасной энергии это вещество поглощает тепло, заставляя частицы порошка плавиться и сплавляться вместе.
- Средство для ухода за деталями: Этот агент распыляется по внешнему контуру детали. Его основная функция - препятствовать плавлению. Он действует как теплоизолятор, предотвращая плавление порошка на границе детали. Это создает резкий термический переход между оплавленными и неоплавленными зонами, в результате чего получаются четкие края, тонкая проработка деталей и более гладкая обработка поверхности, чем это было бы возможно в противном случае.
Эта система с двумя агентами позволяет MJF контролировать свойства детали на воксельном уровне, что является краеугольным камнем потенциала технологии для будущих разработок материалов и свойств.
2. Как MJF выделяется на ландшафте аддитивного производства:
MJF - это не просто усовершенствование существующих технологий, это смена парадигмы в порошковой 3D-печати. Она преодолевает разрыв между свободой проектирования, которую дает 3D-печать, и эффективностью производства, необходимой для выпуска продукции.
- Для создания прототипов: Она позволяет создавать высокофункциональные и прочные прототипы, которые в точности повторяют механические свойства готовых деталей, изготовленных методом литья под давлением.
- Для производства: Скорость, постоянство и экономичность делают его реальной альтернативой традиционным методам производства, таким как литье под давлением, при изготовлении мало- и среднесерийных партий продукции, нестандартных деталей и деталей сложной геометрии, которые невозможно отформовать.
Как работает технология Multi Jet Fusion?
1. Пошаговый процесс печати MJF:
Шаг 1: Осаждение материала
Процесс начинается внутри камеры сборки. Механизм повторного покрытия наносит тонкий, точный слой термопластичного порошка (например, PA 12) на платформу сборки, создавая свежий, однородный слой порошка. Камера предварительно нагревается до температуры чуть ниже температуры плавления материала, что минимизирует энергию, необходимую для плавления, и помогает предотвратить коробление.
Шаг 2: Заявка агента
Это определяющий этап процесса MJF. Струйная печатающая головка, похожая на те, что используются в 2D-принтерах для печати на бумаге, но гораздо более совершенная, проходит над слоем порошка. Эта каретка содержит тысячи сопел, способных с высокой точностью распылять крошечные капли (пиколитры) химических реагентов. При движении она выполняет два действия одновременно:
- Роль плавящего агента: Печатающая головка выборочно наносит плавкий агент на участки порошка, соответствующие поперечному сечению детали для данного слоя. Это вещество разработано как высокоэффективный поглотитель инфракрасного излучения. По сути, он "рисует" на порошке срез 3D-модели.
- Роль агента по деталям: Одновременно печатающая головка наносит детализирующее вещество по периметру геометрии детали. Это вещество обладает свойствами, препятствующими плавлению. Он охлаждает границу, предотвращая распространение тепла и частичное расплавление окружающего сыпучего порошка. Такой точный тепловой контроль позволяет MJF добиваться острых краев и мелких деталей.
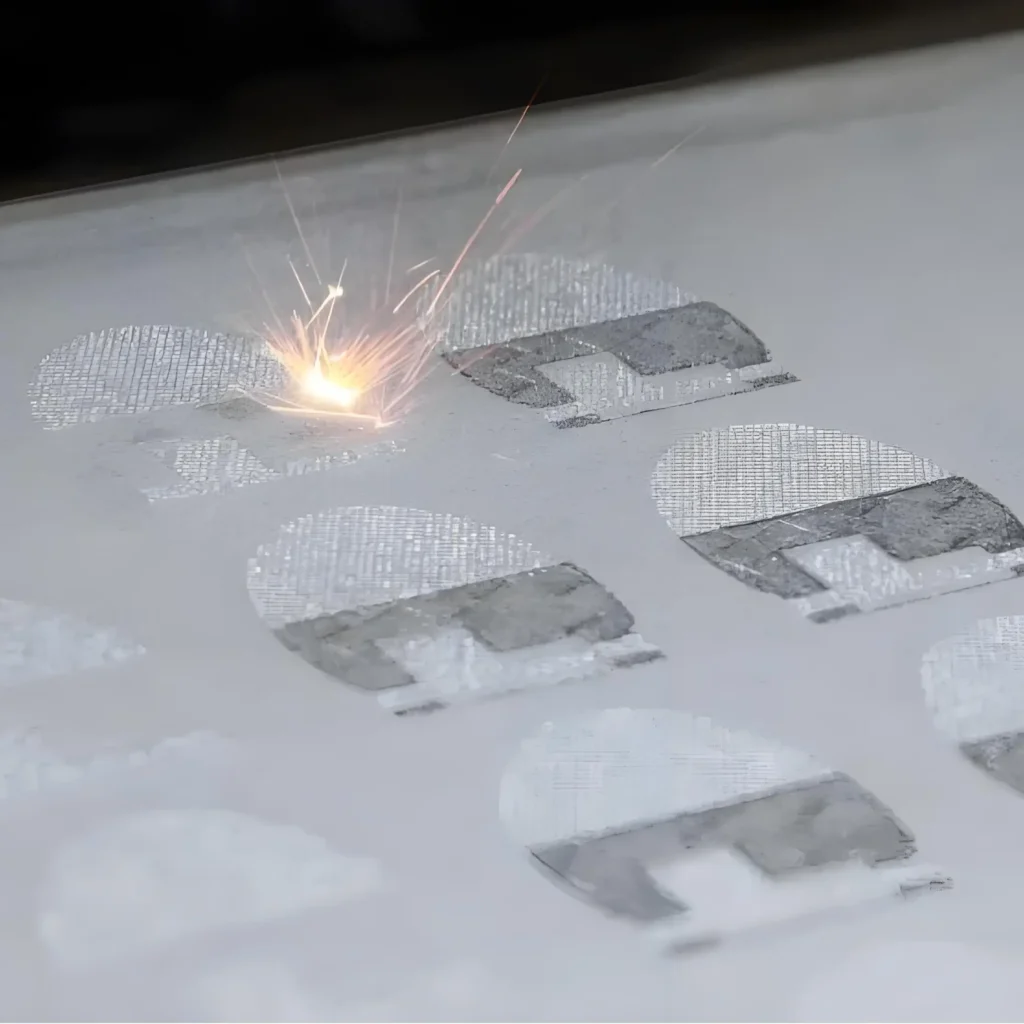
Шаг 3: Применение энергии и плавление
Сразу после нанесения агентов над всем слоем порошка проходит источник инфракрасной энергии (набор мощных ламп). Участки, обработанные черным плавящимся веществом, быстро поглощают эту энергию, в результате чего их температура поднимается выше температуры плавления материала. Порошок на этих участках плавится и сплавляется в сплошной слой. Необработанный порошок и участки, обработанные детализирующим агентом, не поглощают столько энергии и остаются в виде рыхлого порошка.
Шаг 4: Завершение и повторение слоев
После того как слой сплавился, платформа для сборки опускается на толщину одного слоя (обычно около 80 микрон). Затем устройство повторного покрытия наносит сверху новый слой порошка, и весь цикл (шаги 1-4) повторяется. Этот процесс продолжается слой за слоем, пока вся деталь или партия деталей не будет готова. Поскольку детали поддерживаются окружающим нерасплавленным порошком, нет необходимости в специальных опорных конструкциях, что позволяет создавать сложные геометрические формы и встраивать несколько деталей в объем сборки для достижения максимальной эффективности.

2. Послепечатная обработка: Процесс охлаждения и распаковки:
После завершения фазы печати весь блок сборки, содержащий сплавленные детали и окружающий их сыпучий порошок, перемещается из принтера на отдельную станцию обработки.
- ① Контролируемое охлаждение: Сборка должна остывать медленно и в контролируемых условиях. Это критически важный этап, обеспечивающий точность детали и оптимальные механические свойства. Спешка в процессе охлаждения может привести к короблению и внутренним напряжениям. Период охлаждения является важной частью общего рабочего процесса MJF и может занимать несколько часов.
- ② Извлечение деталей: После охлаждения блок сборки распаковывается. Блок с плавлеными деталями и неплавленым порошком разбивается на части. Большая часть сыпучего порошка удаляется и собирается для повторного использования.
- ③ Удаление пудры: Затем детали перемещаются на станцию очистки, где остатки нерасплавленного порошка тщательно удаляются, как правило, с помощью дробеструйной обработки или сжатого воздуха. В результате получаются готовые детали со слегка шероховатой матово-серой поверхностью.

Восстановленный порошок смешивается с определенным процентом свежего порошка (этот процесс называется "освежением") и может быть использован в последующих сборках. Такой высокий коэффициент повторного использования (обычно 80-90%) делает MJF более устойчивым и экономически эффективным процессом по сравнению с другими технологиями порошкового слоя, которые имеют более низкий коэффициент повторного использования.
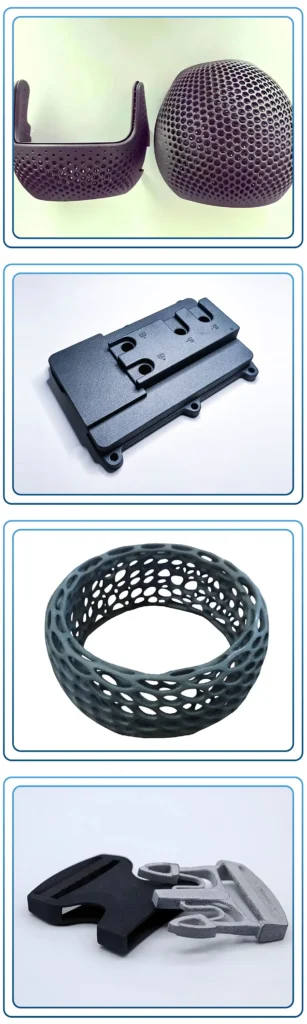
Каковы типичные области применения MJF?
Уникальное сочетание скорости, экономичности и прочных свойств материалов делает технологию Multi Jet Fusion весьма универсальной и подходящей для широкого спектра применений, охватывающих весь жизненный цикл изделия.
1. Функциональное прототипирование:
Компания MJF добилась высоких результатов в создании функциональных прототипов, способных выдержать жесткие испытания.
- Тестирование формы, посадки и функциональности: Инженеры могут создавать прототипы с механическими свойствами, практически идентичными конечным деталям, что позволяет проводить реалистичные испытания узлов, защелок и подвижных компонентов.
- Быстрая итерация: Скорость процесса MJF позволяет командам разработчиков быстро переходить от CAD-модели к физической детали, тестировать ее, выявлять недостатки и дорабатывать конструкцию в течение нескольких дней, а не недель. Это ускоряет весь цикл разработки продукта.
- Прочные и долговечные прототипы: В отличие от более хрупких технологий создания прототипов, детали MJF из таких материалов, как PA 11 и PA 12, прочны, химически устойчивы и могут выдерживать физические нагрузки, что делает их идеальными для полевых испытаний.
2. Конечные производственные части:
Именно здесь MJF по-настоящему сияет и отличается от многих других технологий 3D-печати. Это не просто инструмент для создания прототипов, это законное производственное решение.
① Автомобильные компоненты:
Автомобильная промышленность использует MJF как для создания прототипов, так и для производства некритичных компонентов интерьера, экстерьера и подкапотного пространства.
- Примеры: Кронштейны, зажимы, корпуса для жидкостей, элементы приборной панели, индивидуальные элементы отделки и воздуховоды.
- Преимущества: Химическая стойкость PA 12 к маслам и жидкостям, его долговечность и возможность изготовления сложных, легких конструкций являются ключевыми преимуществами.
② Медицинские и оздоровительные приборы:
Материалы MJF, такие как PA 12, биосовместимы (сертифицированы USP Class I-VI и руководством FDA США для устройств с неповрежденной поверхностью кожи) и могут подвергаться стерилизации, что делает их пригодными для широкого спектра медицинских применений.
- Примеры: Хирургические руководства, ортопедические модели, индивидуальные ортопедические изделия и протезы, корпуса для медицинских приборов и лабораторное оборудование.
- Преимущества: Способность создавать специфические для пациента детали, сложные внутренние каналы и легкие конструкции с отличной детализацией.
③ Потребительские товары и электроника:
MJF используется для производства прочных корпусов, кожухов и внутренних компонентов для различных потребительских товаров.
- Примеры: Корпуса для беспилотников, электронные корпуса на заказ, компоненты для наушников и защитные кожухи.
- Преимущества: Превосходное качество поверхности (особенно после постобработки), высокая детализация и прочность, позволяющая выдерживать падения и ежедневное использование.
④ Промышленная оснастка, приспособления и инструменты:
Производственные цеха получают огромную выгоду от способности MJF быстро изготавливать нестандартную оснастку.
- Примеры: Сборочные приспособления, контрольные калибры, направляющие для сверления и концевая оснастка для робототехники.
- Преимущества: Замена тяжелой, дорогой и медленной в производстве металлической оснастки на легкие, эргономичные и экономичные 3D-печатные альтернативы повышает эффективность производственной линии и безопасность оператора.
3. Сложные геометрии и решетчатые структуры:
Поскольку MJF не требует несущих конструкций, он открывает беспрецедентную свободу проектирования. Это особенно ценно для приложений, которые выигрывают от геометрической сложности.
- Решетчатые структуры: Инженеры могут проектировать детали со сложными внутренними решетчатыми структурами для снижения веса и расхода материалов при сохранении структурной целостности. Это очень важно для аэрокосмической промышленности и высокопроизводительных автомобилей.
- Консолидация частей: Несколько отдельных компонентов сборки могут быть перепроектированы и напечатаны как единая сложная деталь. Это сокращает время сборки, устраняет потенциальные точки отказа и упрощает цепочку поставок.

Подходит ли MJF как для прототипирования, так и для производства?
Безусловно. Одно из самых убедительных предложений Multi Jet Fusion - это его двойные возможности: он служит мощным инструментом как на начальных этапах разработки изделия, так и на завершающих этапах производства.
1. MJF для быстрого прототипирования:
MJF стала лучшим выбором для создания высококачественных функциональных прототипов.
- Скорость: Процесс печати по всей площади позволяет MJF производить прототипы значительно быстрее, чем такие технологии, как FDM или SLS, особенно если объем сборки состоит из множества деталей. Полная сборка прототипов часто может быть завершена за одну ночь.
- Функциональный паритет: Детали из MJF обладают превосходными, практически изотропными механическими свойствами. Это означает, что прочность и поведение прототипа остаются неизменными независимо от его ориентации в камере сборки. Такая предсказуемость очень важна для функциональных испытаний, поскольку прототип ведет себя так же, как и деталь, отлитая под давлением.
- Свойства материала: Прототипы, изготовленные из PA 12 или PA 11, предназначены не только для визуальной оценки. Они прочны, долговечны и химически устойчивы, что позволяет проводить испытания в реальных условиях, которые уничтожили бы прототипы, изготовленные по другим технологиям.

2. MJF для серийного производства:
MJF была разработана с нуля с учетом особенностей производства. Несколько факторов делают его жизнеспособной, а зачастую и лучшей альтернативой традиционному производству для определенных областей применения.
- Экономическая масштабируемость: Стоимость одной детали при использовании MJF весьма конкурентоспособна, особенно при малых и средних объемах производства (от сотен до тысяч единиц). Высокая скорость, возможность плотного размещения деталей в объеме сборки и высокая степень многократного использования порошка - все это обеспечивает выгодные экономические показатели, которые превосходят литье под давлением при таких объемах производства.
- Последовательность и повторяемость: Принтеры MJF обеспечивают исключительный контроль процесса, что приводит к высокой точности размеров и повторяемости деталей. Это гарантирует, что 1000-я деталь будет практически идентична первой, что является обязательным требованием для производственных сред.
- Гибкость цепочки поставок: MJF обеспечивает производство по требованию и цифровой инвентарь. Вместо того чтобы хранить на складе физические детали, компании могут хранить цифровые файлы и печатать детали по мере необходимости. Это снижает затраты на хранение, минимизирует отходы от устаревших запасов и позволяет локализовать производство, сокращая сроки выполнения заказа.
- Массовая кастомизация: MJF делает экономически оправданным производство персонализированных или индивидуальных продуктов в масштабах страны. Благодаря отсутствию оснастки каждая деталь в сборке может быть уникальной без дополнительных затрат.

3. Мост между: От прототипа к производству с помощью одной технологии:
Использование MJF как для создания прототипов, так и для производства обеспечивает плавный переход. Прототип, который был протестирован и проверен, изготавливается из того же материала и по той же технологии, что и конечная производственная деталь. Это исключает риски и повторные проверки, которые часто возникают при переходе от технологии создания прототипа (например, FDM) к технологии производства (например, литье под давлением). Такая непрерывность сокращает сроки разработки изделия и значительно ускоряет выход на рынок.
Какие материалы обычно используются в 3D-печати MJF?
Хотя выбор материалов для MJF более ограничен, чем для других технологий, таких как FDM, имеющиеся материалы отличаются высокими эксплуатационными характеристиками и охватывают широкий спектр промышленных применений. Ассортимент постоянно расширяется, но основными материалами являются прочные термопласты.
1. Полиамиды (нейлоны):
Нейлон - краеугольный камень MJF-печати, известный своим превосходным балансом прочности, гибкости и термической/химической стойкости.
① PA 12 (материал "рабочей лошадки"):
HP 3D High Reusability PA 12 - самый распространенный и универсальный материал для MJF. Это прочный термопластик с отличными универсальными свойствами.
Свойства и преимущества:
- Высокая прочность и жесткость: Обеспечивает прочность и долговечность деталей.
- Хорошая химическая стойкость: Устойчив к маслам, смазкам, алифатическим углеводородам и щелочам.
- Отличное разрешение деталей: Возможность получения мелких деталей и четких краев.
- Биосовместимость: Сертифицирован для применения в медицине при контакте с кожей.
- Высокая возможность повторного использования: Лучшие в отрасли показатели повторного использования порошка (около 80% переработанного порошка на 20% первичного) делают его экономически эффективным и более экологичным.
Обычное применение: Функциональные прототипы, производственные зажимные приспособления, медицинские приборы, автомобильные компоненты и сложные узлы. Это материал для большинства применений MJF.
② PA 11 (Альтернатива на биологической основе):
HP 3D High Reusability PA 11 производится из возобновляемых ресурсов (касторового масла), что делает его более экологичным выбором. Он обладает другими механическими свойствами по сравнению с PA 12.
Свойства и преимущества:
- Превосходная пластичность и стойкость к ударам: PA 11 менее хрупкий, чем PA 12, и обеспечивает более высокое удлинение при разрыве. Это делает его идеальным для деталей, которые должны гнуться, не ломаясь, таких как защелки, живые шарниры и компоненты, подверженные ударам.
- Улучшенные изотропные свойства: Он демонстрирует еще более стабильные механические свойства по всем осям.
- На биооснове: Предлагает более экологичный вариант материала.
Обычное применение: Протезы, спортивное оборудование, компоненты беспилотных летательных аппаратов и любые области применения, требующие высокой прочности и усталостной прочности.
③ Стеклонаполненный ПА 12 (ПА 12 ГБ):
HP 3D High Reusability PA 12 with Glass Beads (GB) - композитный материал, содержащий наполнитель из стеклошариков 40%.
Свойства и преимущества:
- Повышенная жесткость и стабильность размеров: Стеклянные шарики значительно повышают жесткость материала и снижают его склонность к деформации, что делает его идеальным для деталей, требующих высокой жесткости и выдерживающих жесткие допуски при нагрузках или перепадах температур.
- Повышенная износостойкость: Обеспечивает повышенную устойчивость к абразивному износу.
Обычное применение: Корпуса, кожухи, приспособления и оснастка, требующие долговременной стабильности и жесткости. Он не подходит для деталей, требующих высокой ударной прочности или гибкости.


2. Термопластичный полиуретан (TPU):
Для MJF доступны такие материалы, как BASF Ultrasint® TPU01, позволяющие производить гибкие, резиноподобные детали.
Свойства и преимущества:
- Эластичность и упругость: Обеспечивает отличную прочность на отскок и разрыв. Его можно многократно растягивать и сжимать без постоянной деформации.
- Высокая стойкость к износу и истиранию: Чрезвычайно прочные для применения в условиях трения.
- Хорошее поглощение ударов: Идеально подходит для амортизации и гашения вибраций.
Обычное применение: Уплотнения, прокладки, шланги, сильфоны, захваты, колеса и защитные решетчатые конструкции для спортивного снаряжения или обуви.


Чем MJF отличается от других технологий 3D-печати?
Выбор подходящей технологии 3D-печати зависит от конкретных требований, предъявляемых к приложению, таких как скорость, свойства материала, стоимость и желаемый уровень детализации. Вот как MJF выглядит в сравнении с другими распространенными промышленными технологиями.
1. MJF по сравнению с селективным лазерным спеканием (SLS):
SLS - наиболее близкая технология к MJF, поскольку обе являются процессами плавления в порошковом слое. Однако ключевые различия определяют, какая из них лучше подходит для конкретной работы.
① Сходства:
- В обоих случаях используются термопластичные порошки (чаще всего нейлон 12).
- Обе системы являются самонесущими, что исключает необходимость в специальных опорных конструкциях.
- И в том, и в другом случае получаются прочные, функциональные детали, подходящие для конечного применения.
② Основные отличия:
- Метод и скорость слияния: При SLS используется один мощный лазер для точечной прорисовки геометрии детали. В MJF используется струйная матрица и инфракрасная лампа для одновременного сплавления всего слоя. Это позволяет MJF значительно быстрее (в некоторых случаях до 10 раз), особенно в конструкциях с большим количеством мелких деталей или большой площадью поперечного сечения.
- Детали и отделка поверхности: Детализирующее вещество в MJF обеспечивает лучший термоконтроль на границе детали, что обычно приводит к Более четкие детали и немного более гладкая поверхность по сравнению с SLS.
- Возможность повторного использования материала: MJF может похвастаться более высоким коэффициентом обновления порошка (обычно 80% переработанного), в то время как SLS часто требует смешения 50/50 переработанного и первичного порошка. Это делает MJF более экономичный и устойчивый с точки зрения потребления материалов.
- Свойства детали: Детали MJF, как правило, более изотропны, имеют более высокую прочность на разрыв и плотность, чем их SLS-аналоги, что делает их механически более совершенными.
③ Когда стоит выбрать MJF вместо SLS?
Выбирайте MJF при больших объемах производства, в тех случаях, когда скорость имеет решающее значение, при изготовлении деталей, требующих наилучших механических характеристик и тонких деталей, а также в тех случаях, когда стоимость одной детали является основным фактором.
SLS 3D-печать
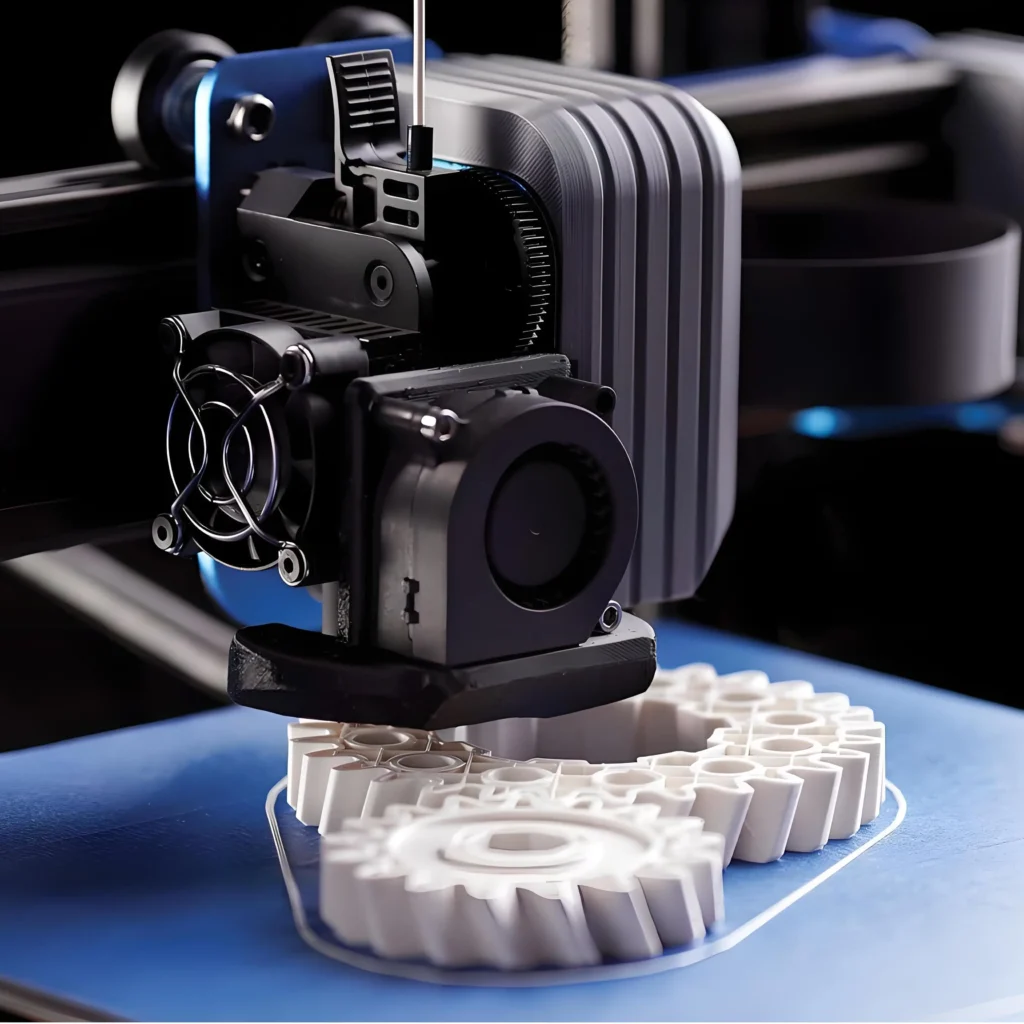
2. MJF против моделирования плавленым напылением (FDM):
FDM - это технология, основанная на экструзии, которая позволяет создавать детали путем послойного нанесения расплавленной нити.
① Ключевые отличия:
- Механические свойства (изотропия): Детали FDM анизотропныйЭто означает, что они значительно слабее по оси Z (между слоями), чем в плоскости XY. Детали MJF почти изотропныйПри этом прочность остается неизменной во всех направлениях. Это делает MJF намного лучше для функциональных деталей, которые будут подвергаться нагрузкам.
- Отделка и детализация поверхности: Из MJF получаются детали с тонкой, зернистой текстурой и гораздо более высоким разрешением. Детали FDM имеют видимые линии слоев и с трудом справляются с мелкими деталями и сложными геометриями без значительных опорных конструкций.
- Свобода дизайна: Самоподдерживающаяся природа порошкового слоя MJF позволяет создавать чрезвычайно сложные геометрии, внутренние каналы и вложенные узлы, которые невозможно или нецелесообразно печатать с помощью FDM из-за зависимости от опорных конструкций.
- Скорость и масштабируемость: Для изготовления одной небольшой детали FDM может быть быстрее. Для производства нескольких деталей одновременно, MJF значительно превосходит благодаря возможности вложения деталей и процессу печати по всей площади.
② Когда следует выбирать MJF вместо FDM?
Выбирайте MJF, когда требуются механические характеристики, точность размеров, сложная геометрия и профессиональная обработка поверхности. FDM лучше подходит для недорогих начальных концептуальных моделей, простых геометрий и приложений, где допустимы анизотропные свойства.
FDM 3D-печать
3. MJF против стереолитографии (SLA):
SLA - это технология фотополимеризации в чанах, в которой используется УФ-лазер для послойного отверждения жидкой фотополимерной смолы.
① Ключевые отличия:
- Свойства и долговечность материала: Смолы SLA, хотя и обеспечивают невероятную детализацию, обычно более хрупкие и менее прочные, чем термопласты инженерного класса, используемые в MJF. Детали из MJF (например, PA 12) отличаются прочностью, гибкостью и подходят для сложных функциональных задач. Детали SLA лучше подходят для визуальных моделей и приложений, где требуется высокая жесткость, но не ударная прочность.
- Отделка поверхности: SLA производит Самая гладкая поверхность из всех технологий 3D-печати, что делает его идеальным для создания эстетичных прототипов, презентационных моделей и шаблонов для литья. Необработанные детали из MJF имеют зернистую текстуру, хотя ее можно улучшить с помощью постобработки.
- Прикладная направленность: MJF ориентирован на функциональные прототипы и производственные детали. SLA - это золотой стандарт для визуальные модели с высокой детализацией, прототипы для формообразования и модели для литья.
- Стоимость: Для функциональных деталей MJF, как правило, более экономична, особенно в масштабе.
② Когда стоит выбрать MJF вместо SLA?
Выбирайте MJF для любых задач, требующих долговечности, ударопрочности, химической стойкости и хороших механических свойств для использования в реальных условиях. Выбирайте SLA, если первостепенной задачей является получение сверхгладкой поверхности, похожей на литьевую форму, для визуальных целей или для создания мастер-шаблонов.

SLA 3D-печать
Многоструйная 3D-печать (MJF)
Узнайте, как работает многоструйная 3D-печать (MJF), каковы ее основные преимущества, совместимые материалы и почему она идеально подходит для создания функциональных прототипов и деталей конечного использования.

Ресурсы для Полное руководство по многоструйной 3D-печати (MJF)
Каковы основные преимущества использования MJF?
Технология Multi Jet Fusion обладает рядом неоспоримых преимуществ, которые делают ее ведущим выбором для современного производства.
1. Исключительная скорость и производительность:
Однопроходный, охватывающий всю площадь процесс сплавления - основа скорости MJF. Обрабатывая весь слой за один раз, он позволяет производить детали в 10 раз быстрее, чем конкурирующие технологии, такие как SLS и FDM, что значительно сокращает время изготовления как прототипов, так и серийных изделий.
2. Превосходные механические свойства и изотропия:
Детали MJF обладают лучшими в своем классе изотропными свойствами, то есть практически одинаковой прочностью и долговечностью в направлениях X, Y и Z. Это критическое преимущество по сравнению с FDM и даже улучшение по сравнению с SLS, в результате чего получаются предсказуемые, надежные детали, которые работают так же, как их аналоги, полученные литьем под давлением.
3. Высокая точность и разрешение мелких деталей:
Сочетание струйной печатающей головки с высоким разрешением (1200 DPI) и уникального средства для детализации позволяет компании MJF производить детали с тонкой проработкой (до 0,5 мм), острыми краями и превосходной точностью размеров.
4. Экономическая эффективность для малых и средних партий:
Высокая скорость MJF, эффективное вложение деталей (заполнение объема сборки в 3D) и лучший в отрасли коэффициент многократного использования порошка обеспечивают низкую стоимость одной детали. Это делает ее экономически выгодным производственным решением для серий, которые слишком малы для рентабельного литья под давлением.
5. Свобода конструкции (нет необходимости в опорных конструкциях):
Как и при SLS, детали MJF поддерживаются слоем нерасплавленного порошка, в котором они печатаются. Это устраняет необходимость в создании и последующей обработке опорных конструкций, позволяя создавать сложные внутренние элементы, сложные геометрии и готовые к использованию подвижные узлы, напечатанные в одной детали.
6. Высокая возможность повторного использования материала:
Благодаря тому, что уровень обновления порошка составляет всего 20% первичного материала на сборку, MJF минимизирует количество отходов и снижает затраты на материалы. Это делает его более экологичным и экономичным выбором по сравнению с другими процессами с порошковым слоем, имеющими более низкие показатели перерабатываемости.

Каковы ограничения многоструйного синтеза?
Хотя MJF - это мощная технология, важно понимать ее ограничения, чтобы определить, подходит ли она для вашего проекта.
1. Ограниченный выбор материалов:
По сравнению с такими технологиями, как FDM, ассортимент материалов для MJF в настоящее время меньше и в основном сосредоточен на нейлоне и TPU. Хотя имеющиеся материалы обладают высокими возможностями, для проектов, требующих специфических материалов, таких как ABS, PC или высокотемпературный ULTEM, возможно, придется обратиться к другим процессам.
2. Присущие поверхности и цвет:
Необработанные детали MJF имеют однородный серый или черный цвет (в зависимости от материала) и слегка зернистую, матовую поверхность, похожую на сахарный кубик. Хотя этот эффект можно значительно улучшить с помощью постобработки (например, окрашивания или сглаживания паром), он не сравнится с гладкостью SLA или литья под давлением.
3. Требование к времени охлаждения:
Значительную часть рабочего процесса MJF составляет контролируемый цикл охлаждения. Для предотвращения коробления и обеспечения оптимальных свойств деталей блок сборки должен охлаждаться в течение периода, примерно равного времени печати. Это означает, что даже если печать завершится через 12 часов, детали будут готовы к извлечению и очистке только через 12 часов, что влияет на истинное "время обработки детали".
4. Не подходит для очень больших деталей:
Объем сборки машин MJF достаточно велик, но конечен (например, около 380 x 284 x 380 мм для серии 5200 от HP). Для деталей, превышающих эти размеры, их необходимо разбить на более мелкие части и собрать после печати, либо использовать другую технологию с большей платформой сборки (например, широкоформатную FDM или SLA).
5. Более высокая первоначальная стоимость оборудования:
Для компаний, желающих внедрить эту технологию у себя, первоначальные инвестиции в промышленную систему MJF (включая принтер, станцию обработки и материалы) являются значительными. Поэтому многие компании предпочитают использовать эту технологию через поставщиков услуг, таких как мы.

Каковы рекомендации по дизайну для 3D-печати MJF?
Разработка деталей специально для MJF позволит вам добиться наилучших результатов в плане качества, точности и прочности. Соблюдение этих рекомендаций сведет к минимуму количество неудач при печати и оптимизирует ваши детали для работы в процессе.
1. Ключевые аспекты дизайна:
① Толщина стенок:
- Рекомендуемый минимум: 0,5 мм для очень мелких деталей. Для прочных деталей минимальная толщина стенок 1 мм настоятельно рекомендуется.
- Максимум: Избегайте слишком толстых, массивных секций, так как они могут накапливать избыточное тепло, что приведет к возможным неточностям или короблению. По возможности выдолбите большие секции.
② Размеры и диаметры отверстий:
- Минимум: Для вертикальных отверстий (перпендикулярных слоям) минимальный диаметр 0,5 мм возможно.
- Лучшая практика: Проектируйте отверстия немного большего размера, чем предполагалось, чтобы учесть незначительную усадку. Для отверстий с резьбой лучше напечатать их меньшего размера, а затем обрезать их при последующей обработке для достижения оптимального качества резьбы.
③ Размер и разрешение элементов:
- Тисненые/рельефные детали: Для текстовых или поверхностных деталей убедитесь, что они имеют минимальную высоту/глубину 0,5 мм и толщина линии по меньшей мере 0,5 мм должны быть хорошо читаемы.
- Самые маленькие характеристики: MJF может разрешать элементы размером до 0,5 мм. Все, что меньше, может оказаться неудачным для печати.
④ Зазоры для сборочных единиц:
- Для деталей, которые должны прилегать или двигаться друг к другу (например, защелки, шарниры, взаимосвязанные детали), минимальный зазор должен составлять 0,4 мм рекомендуется. Для деталей, требующих более плотного прилегания, увеличьте этот показатель до 0,6 мм или более.
⑤ Искривление и большие плоские поверхности:
- Очень большие, плоские и тонкие поверхности (например, большая опорная плита) могут быть подвержены короблению в процессе охлаждения.
- Смягчение последствий: Добавьте ребра или прокладки для повышения жесткости или, если возможно, сориентируйте деталь под углом в процессе сборки. Разбивка больших плоских участков с помощью тонкого текстурирования также может помочь.
⑥ Выемки и отверстия для побега:
- Для экономии материала, уменьшения веса и снижения стоимости настоятельно рекомендуется выдолбить большие цельные модели.
- Отверстия для побега: Если деталь выдолблена, вы обязательно иметь не менее двух выходных отверстий для удаления нерасплавленного порошка после печати. Минимальный рекомендуемый диаметр выходного отверстия составляет 2 ммНо для облегчения очистки лучше использовать более крупные (4-5 мм).

2. Сводная таблица рекомендаций по дизайну:
| Характеристика | Рекомендуемый минимум | Лучшая практика |
|---|---|---|
| Толщина стенок | 0,5 мм | 1,0 мм или больше |
| Диаметр отверстия | 0,5 мм | 1,0 мм (метчик для резьбы) |
| Зазор (сборки) | 0,4 мм | 0,6 мм для более свободной посадки |
| Гравированные/тисненые детали | Глубина/высота 0,5 мм | 1,0 мм для высокой четкости |
| Отверстия для побега (для выемки) | Диаметр 2,0 мм (2 отверстия) | Диаметр 4,0 мм+ |
Какие варианты постобработки доступны для деталей MJF?
Необработанные детали MJF полностью функциональны, но для улучшения их эстетики, качества поверхности и специфических функциональных свойств можно применить ряд вариантов постобработки.
1. Стандартная постобработка:
Удаление порошка (дробеструйная обработка): Это стандартный и обязательный этап для всех деталей MJF. После извлечения из порошка детали тщательно очищаются в дробеструйной камере с использованием таких материалов, как стеклянные шарики. При этом удаляются все остатки порошка, в результате чего получается чистая, матовая, слегка текстурированная поверхность. Это стандартная отделка для деталей MJF.
2. Эстетические и функциональные улучшения:
① Окрашивание:
Это самый распространенный и экономичный способ окрашивания деталей из MJF. Поскольку материал основы пористый, он легко принимает краситель.
- Процесс: Детали погружаются в ванну с горячим красителем, который проникает в поверхность, обеспечивая глубокий, насыщенный и стойкий цвет.
- Обычные цвета: Черный - самый популярный выбор, поскольку он создает очень равномерную, профессиональную отделку, скрывающую любые мелкие недостатки. Также доступны другие цвета, такие как синий, красный, зеленый и желтый.
- Результат: Устойчивый к царапинам цвет, который не скалывается и не отслаивается.
② Разглаживание пара:
Это преобразующая техника постобработки, которая значительно улучшает качество поверхности.
- Процесс: В контролируемой камере деталь подвергается воздействию парообразного растворителя. Пар расплавляет внешнюю поверхность детали на микроскопическом уровне, сглаживая зернистую текстуру и уплотняя поверхность.
- Результат: Полуглянцевая, гладкая поверхность, очень похожая на пластик, полученный литьем под давлением. Она также улучшает удлинение при разрыве, делает деталь водонепроницаемой и облегчает очистку.
③ Малярные и лакокрасочные работы:
Для обеспечения особых требований к цвету (например, соответствие Pantone) или специальных защитных свойств детали MJF могут быть окрашены или покрыты лаком.
- Процесс: Детали обычно сначала грунтуются для создания однородной основы, а затем окрашиваются автомобильными или другими специализированными красками. Для повышения твердости, износостойкости и химической стойкости могут наноситься покрытия типа Cerakote.
- Результат: Неограниченные возможности выбора цвета и индивидуальные свойства поверхности.
④ Обработка и нарезание резьбы:
Для деталей, требующих чрезвычайно высокой точности, которую не может обеспечить 3D-печать, MJF-детали могут подвергаться вторичной механической обработке.
- Процесс: Критические поверхности можно фрезеровать или обтачивать, а отверстия - сверлить и нарезать, чтобы создать прочную и надежную резьбу для металлических винтов.
- Результат: Гибридная деталь, сочетающая в себе свободу дизайна MJF и точность традиционного субтрактивного производства.
Часто задаваемые вопросы о 3D-печати MJF
Сроки выполнения заказа могут варьироваться в зависимости от размера детали, ее количества и требуемой последующей обработки. Однако благодаря быстроте технологии стандартные сроки изготовления часто составляют 3-5 рабочих дней для деталей со стандартной обработкой бисером.
Детали из MJF отличаются исключительной прочностью и долговечностью, особенно те, что изготовлены из PA 12 и PA 11. Благодаря практически изотропным свойствам они надежны при нагрузках в любом направлении, что делает их подходящими для сложных функциональных приложений и деталей конечного использования.
Необработанные детали MJF имеют матовую серую поверхность со слегка зернистой текстурой, которую часто сравнивают с кубиком сахара или очень мелкой наждачной бумагой. Эту поверхность можно значительно улучшить с помощью постобработки, например сглаживания паров.
Необработанная деталь из MJF имеет некоторую микропористость и не гарантирует водонепроницаемость. Тем не менее, применение таких этапов последующей обработки, как сглаживание паров, уплотняет поверхность, делая деталь водонепроницаемой и пригодной для применения с жидкостями.
По сравнению со многими методами производства, MJF обладает высокими показателями экологичности. Высокий коэффициент повторного использования порошка (часто 80% или более) значительно снижает количество отходов материала. Кроме того, производство деталей по требованию устраняет отходы, связанные с перепроизводством и устаревшими запасами, характерными для традиционного производства.

Почему вы должны выбрать нас для 3D-печати MJF?
Наша команда имеет большой опыт работы с технологией многоструйной плавки (MJF). От создания прототипов на ранних стадиях до окончательного производства мы обеспечиваем руководство по проектированию для производства (DFM), чтобы гарантировать, что ваши детали будут функциональными и экономически эффективными.
Мы используем передовые принтеры HP Jet Fusion для изготовления деталей с высоким разрешением, точностью размеров и повторяемостью. Независимо от того, нужен ли вам единичный прототип или крупная партия, мы обладаем достаточной мощностью и точностью, чтобы удовлетворить ваши потребности.
Мы предлагаем широкий выбор высокоэффективных материалов MJF, включая PA 11, PA 12, PA 12 GB и гибкий TPU. Все материалы тщательно отбираются для обеспечения механической прочности, долговечности и превосходной обработки поверхности.
Благодаря собственному производству и отлаженным рабочим процессам мы можем поставлять детали быстро - часто в течение 3-7 дней в зависимости от сложности и объема, - поэтому ваш проект никогда не задерживается.
От выравнивания паров и окрашивания до последующей обработки и сборки - мы предлагаем целый ряд услуг по финишной обработке, чтобы ваши детали MJF отвечали как функциональным, так и эстетическим требованиям.
Мы обслуживаем клиентов по всему миру, обеспечивая надежную логистику и англоязычную инженерную поддержку. Ответы на ваши вопросы будут получены в течение 12 часов - гарантированно.

Соглашение о неразглашении с поставщиком литья под давлением: Как защитить дизайн продукции и данные о пресс-формах
Предоставление ваших дизайнов изделий поставщику литья под давлением неизбежно — он нужен вам для оценки стоимости проекта и изготовления пресс-форм. Однако без подписанного соглашения о неразглашении (nda1) ваши
Поставщик литья под давлением Право собственности на пресс-форму: Что покупатели должны подтвердить перед оплатой оснастки
Вы только что заплатили тридцать тысяч долларов за производственную форму. Шесть месяцев спустя ваш поставщик говорит, что вы не можете переместить её на другой завод. Знакомо? Владение формой — это одна из
Структура затрат поставщика литья под давлением: оснастка, цена за единицу, материалы и скрытые сборы
Когда вы запрашиваете коммерческое предложение у поставщика литья под давлением, предоставленная сумма редко отражает полную картину. За ценой за единицу скрывается амортизация оснастки, наценки на материалы, настройка
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

