 Перейти к содержанию
Перейти к содержанию 

Введение: В процессе литья под давлением скорость является очень важным параметром. Скорость впрыска, определяемая такими параметрами, как цилиндр впрыска, давление впрыска p, скорость шнека, давление насоса и фаза заполнения, напрямую влияет на качество продукции и эффективность производства.

Скорость впрыска, определяемая такими параметрами, как цилиндр впрыска, давление впрыска p, скорость вращения шнека, давление насоса и стадия заполнения, напрямую влияет на качество продукции и эффективность производства. Вот некоторые основные сведения о скорости впрыска:
Что такое скорость впрыска ?
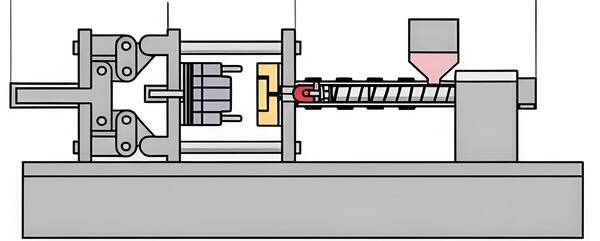
Скорость впрыска - это перемещение впрыскивающего шнека в единицу времени. Она напрямую влияет на качество и эффективность производства продукта.

Чтобы залить расплавленный материал в полость формы и получить изделия с равномерной плотностью и высокой точностью, расплавленный материал должен быть залит в полость формы в течение определенного времени для быстрого заполнения формы.
Если скорость впрыска медленная, время заполнения расплавленным материалом длительное, а изделие склонно к образованию холодных швов, неравномерной плотности, высоким напряжениям и другим недостаткам.
Использование высокоскоростного впрыска позволяет уменьшить разницу температур расплавленного материала в полости формы, улучшить эффект передачи давления и получить прецизионные изделия с равномерной плотностью и низким напряжением.
Но если скорость впрыска слишком высока, расплавленный материал будет легко протекать неравномерно через затвор и другие места, вызывая возгорание материала, поступление газов, плохой выхлоп и непосредственно влияя на качество поверхности изделия.
В то же время, если скорость впрыска слишком высока, нелегко добиться стабильного переключения между давлением впрыска и давлением удержания, и продукт часто переливается из-за избыточного давления.
При впрыске скорость движения каждой точки на затворе и в поперечном сечении полости неравномерна. В процессе инжекции жидкость должна впрыскиваться медленно после входа в полость.

На заключительном этапе скорость впрыска должна быть ускорена, чтобы обеспечить полноту, поэтому скорость впрыска должна контролироваться поэтапно.
Увеличение скорости впрыска повышает давление заполнения. Высокоскоростное заполнение позволяет поддерживать более высокую температуру расплава, снижать вязкость и потерю сопротивления жидкости, а значит, увеличивать давление в полости.

В то же время она позволяет замедлить охлаждение, и изделие получается однородным и плотным. Однако если скорость слишком высока, течение расплава будет нестабильным, а форма - выпуклой.
Кроме того, определение скорости впрыска должно основываться на различных конструкциях, размерах пресс-форм, системах бегунков и свойствах полимеров.

Какие факторы влияют на скорость впрыска?
Дизайн пресс-формы
Различные пластики предъявляют разные требования к скорости впрыска. Как правило, высоковязкие пластики требуют более низкой скорости впрыска. Например, полиэтилен низкой плотности требует более низкой скорости впрыска, чтобы избежать чрезмерного выделения тепла, деформации или усадки.
При инжекции ABS-пластика требуется более высокая скорость впрыска, чтобы поверхность пластиковой детали была гладкой и не образовывались горячие линии или эмульсия.
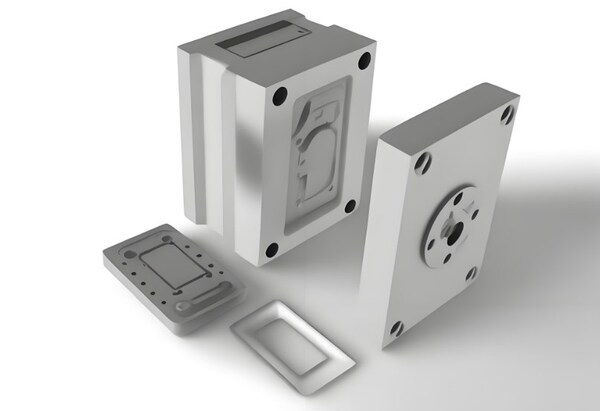
Геометрия пресс-формы
Геометрия пресс-формы также является одним из факторов: для тонкостенных деталей требуется самая высокая скорость впрыска; для толстостенных деталей необходима кривая "медленный-быстрый-медленный", чтобы избежать дефектов; для обеспечения хорошего качества детали при установке скорости впрыска необходимо, чтобы скорость течения фронта расплава оставалась неизменной.

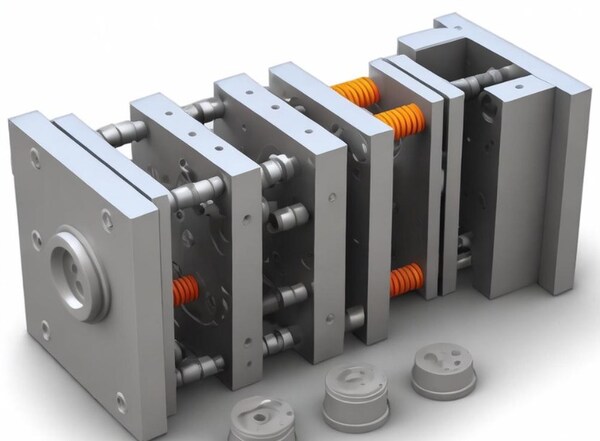
Структура и конструкция пресс-формы напрямую связаны с качеством литья и скоростью впрыска пластмассовой детали.
Например, если пресс-форма имеет большую полость, необходимо впрыскивать пластик на высокой скорости, чтобы заполнить всю полость. Если форма имеет небольшую полость, то впрыскивать пластик нужно на низкой скорости, чтобы не повредить форму.

Свойства материала
Свойства материала очень важны, потому что полимеры могут разрушаться под воздействием различных нагрузок.
Если вы повысите температуру формы, вы можете окислить и разрушить химическую структуру, но в то же время вы меньше разрушите ее от сдвига, потому что высокая температура делает материал менее вязким и уменьшает напряжение сдвига.

Несомненно, многоступенчатая скорость впрыска очень полезна для формования термочувствительных материалов, таких как ПК, ПОМ, УПВХ и их составов.
Модель инжекционной машины
Скорость впрыска напрямую зависит от параметров инжекционной машины, таких как тоннаж, давление масла и объем впрыска.

Как правило, при впрыске на больших инжекционных машинах требуется более высокое давление и объем впрыска, а скорость впрыска выше. Малые инжекционные машины склонны к образованию трещин или дефектов на пластиковых деталях из-за чрезмерной скорости впрыска.
Навыки оператора
Мастерство оператора также напрямую влияет на скорость впрыска. Например, хороший оператор может отрегулировать скорость впрыска в соответствии с типом инжекционной машины и характеристиками пластика, чтобы обеспечить плавный процесс впрыска и хорошее качество пластиковых деталей.

Другие ограничения потока и нестабильные факторы
При настройке скоростного сегмента необходимо учитывать геометрию пресс-формы, другие ограничения потока и нестабильные факторы. Вы должны иметь четкое представление о процессе литья под давлением и знать материалы, иначе будет сложно контролировать качество продукции.
Поскольку напрямую измерить расход расплава сложно, его можно рассчитать косвенно, измерив скорость вращения шнека или давление в полости (чтобы убедиться, что обратный клапан не протекает).
Скорость потока расплава
Скорость течения расплава очень важна, поскольку она влияет на ориентацию молекул и состояние поверхности детали; когда фронт расплава достигает поперечного сечения, его следует замедлить; для сложных форм с радиальной диффузией скорость течения расплава следует равномерно увеличивать.
Длинные бегунки должны заполняться быстро, чтобы уменьшить охлаждение фронта расплава, но впрыск высоковязких материалов, таких как ПК, является исключением, поскольку слишком высокая скорость приведет к попаданию холодного материала в полость через вход воды. Чтобы избежать дефектов, вызванных замедлением потока на входе воды, вы можете отрегулировать скорость впрыска.
Когда расплав проходит через сопло и бегунок к водоприемнику, поверхность фронта расплава может уже остыть и затвердеть, или расплав может застаиваться из-за внезапного сужения бегунка, пока не будет создано достаточное давление, чтобы протолкнуть расплав через водоприемник, что приведет к пику давления через водоприемник.
Если давление слишком велико, оно повредит материал и вызовет такие дефекты поверхности, как следы от потеков и ожоги на входе воды. Это можно исправить, замедлив работу непосредственно перед входом воды.
Это остановит чрезмерный сдвиг на входе воды, и тогда вы сможете увеличить скорость впрыска до прежней. Трудно контролировать скорость впрыска, чтобы замедлить ее на входе воды, поэтому лучше замедлить ее в конце бегунка.
Как управлять скоростью впрыска ?
Скорость впрыска в литьевую машину - это скорость, с которой пластиковый материал впрыскивается в форму. Она влияет на время заполнения формы пластиком и распределение давления в форме.

Скорость впрыска необходимо регулировать в зависимости от конкретного продукта и используемого пластикового материала. Вот некоторые способы управления скоростью впрыска:
Обычный регулирующий клапан
Скорость впрыска регулируется с помощью клапана, управляющего потоком масла. Этот метод обычно используется в простых термопластавтоматах и имеет относительно базовую функцию регулировки скорости.

Обычный регулирующий клапан
Система впрыска приводится в действие серводвигателем, а скорость впрыска регулируется скоростью вращения двигателя. Этот метод отличается высокой точностью и скоростью реакции и подходит для процессов литья под давлением с высоким спросом.
Пропорциональное управление клапанами
Используйте пропорциональный клапан для управления потоком в гидравлической системе для точной регулировки скорости впрыска. Пропорциональный клапан управляет потоком с помощью электромагнитного сигнала, что позволяет точно регулировать и контролировать скорость впрыска.

Как настроить скорость впрыска ?
Выберите скорость впрыска в соответствии с характеристиками продукта
Выбирайте скорость впрыска, основываясь на различных характеристиках изделия, таких как структура, размер, толщина, материал и другие факторы. Для разных изделий требуется разная скорость впрыска, и вам нужно отрегулировать скорость впрыска, чтобы достичь наилучшего эффекта формования.
Вносите разумные коррективы
Скорость впрыска следует регулировать в зависимости от реальной ситуации. Не делайте этого слишком быстро или слишком медленно, иначе ничего не получится.

Используйте научные технологии обработки
Используйте научную и разумную технологию обработки литья под давлением, в сочетании с производственным опытом, реальными условиями, средней производительностью и другими факторами для оптимизации.
Научная технология обработки позволяет максимально согласовать скорость впрыска и характеристики продукта для достижения наилучшего эффекта обработки.

Как выбрать скорость впрыска ?
В соответствии с потоком расплава в процессе впрыска скорость впрыска обычно делится на пять частей:
Высокоскоростное наполнение
Первая часть - это главный канал и канал ответвления. В принципе, используется высокоскоростное заполнение, которое может сократить цикл формования, но необходимо учитывать, что такое высокоскоростное впрыскивание не должно приводить к ухудшению качества поверхности.
Низкая скорость впрыска
Вторая часть - ворота и часть изделия рядом с воротами. На этом этапе вносятся соответствующие изменения для различных видов сырья и форм ворот.
Как правило, необходимо использовать более низкую скорость впрыска, особенно для высоковязких смол, таких как ПК, ПММА, АБС и т.д., и боковых затворов (прямых затворов, например, прозрачных листов шкафов, дверных панелей оконных станков, продольных ламелей и т.д.), чтобы избежать следов распыления и туманных пятен на затворе.

Если ворота являются точечными или туннельными, а материал представляет собой низковязкую смолу, такую как PP, PA, PBT и т.д., и требования к качеству поверхности вблизи ворот невысоки, можно использовать высокоскоростное впрыскивание.
Принципы высокоскоростной инжекции
Третья часть - это основная часть формованной детали, то есть изделие вблизи затвора заполнено примерно на 70% - 80% от веса формованной детали.

Эта деталь использует высокоскоростное впрыскивание для сокращения цикла формования, уменьшения изменения вязкости расплава в полости металлической формы, улучшения блеска поверхности изделия и уменьшения деформации, вызванной снижением давления пластика при заполнении формы. Это может улучшить прочность и внешний вид линии сварного шва.
Среднескоростная инжекция
Четвертая часть заполнена примерно на 85% - 90%. Эта часть впрыскивается на средней скорости. Цель - переход к низкоскоростному впрыску на следующем этапе и предотвращение слишком большой толщины формованного изделия и его вспышек из-за неравномерного литника.

Низкоскоростной впрыск
Пятый этап - окончательное заполнение полости. Использование низкой скорости впрыска позволяет предотвратить появление вспышек и следов горения, а также улучшить стабильность размера и веса продукта. В то же время это позволяет контролировать и снижать давление смыкания.
Какие проблемы можно решить с помощью регулировки скорости впрыска ?
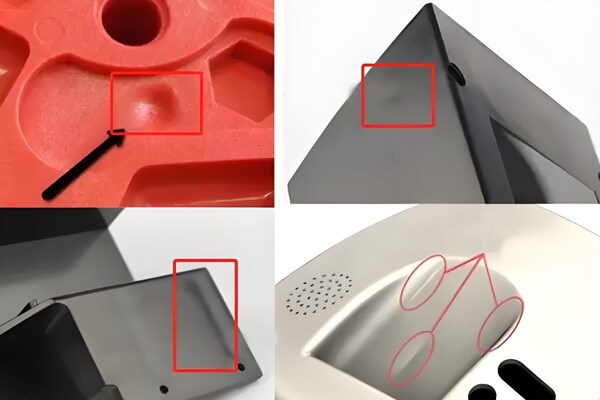
Мы можем избежать или уменьшить такие дефекты, как вспышка, горение и захваченный воздух, контролируя скорость впрыска на последней стадии.

Вспышка
Замедление скорости в конце заполнения может предотвратить переполнение, избежать вспышки и уменьшить остаточное напряжение. Снижение скорости выпуска воздуха, особенно в конце впрыска, также может решить проблему задержки воздуха, вызванную плохим выпуском воздуха в конце пути потока или проблемами с минимальным давлением наполнения.

Короткий выстрел
Короткий выстрел происходит, когда расплав замедляется на входе в воду или когда расплав застывает и локально блокирует поток. Эту проблему можно решить, увеличив скорость впрыска сразу после водоприемника или локальной блокировки потока.

Такие дефекты, как следы от потеков, ожоги на входе воды, разрыв молекул, расслоение и отслоение на термочувствительных материалах, вызваны слишком сильным сдвигом при прохождении через вход воды.
Гладкость деталей зависит от скорости впрыска, особенно чувствительны к этому материалы с наполнителем из стекловолокна, в частности нейлон. Темные пятна (волнистые узоры) возникают из-за нестабильности потока вследствие изменения вязкости. Искаженное течение может вызвать волнистые узоры или неравномерный туман, а точный дефект зависит от степени нестабильности потока.

Когда расплав проходит через входное отверстие для воды, высокоскоростное впрыскивание вызывает сильный сдвиг, и термочувствительные пластмассы сгорают. Этот сгоревший материал пройдет через полость, достигнет фронта потока и появится на поверхности детали.
Узор выстрела
Чтобы избежать дробовой картины, необходимо настроить скорость впрыска таким образом, чтобы область линий потока быстро заполнялась, а затем медленно проходила через водоприемник. Поиск этой точки перехода скорости является сутью проблемы. Если она наступит слишком рано, время заполнения будет чрезмерно увеличено.

Если это сделать слишком поздно, то чрезмерная инерция потока приведет к образованию дробового рисунка. Чем ниже вязкость расплава и выше температура бочки, тем очевиднее тенденция к появлению такого рисунка дроби. Поскольку небольшие водоприемники требуют высокоскоростного и высоконапорного впрыска, они также являются важным фактором, приводящим к дефектам потока.
Усадка
Чтобы уменьшить усадку, необходимо улучшить передачу давления и уменьшить его перепад. Низкая температура пресс-формы и медленная скорость продвижения шнека сделают длину потока короче, поэтому для компенсации необходимо использовать высокую скорость впрыска.
Быстрый поток уменьшает потери тепла, а тепло, выделяемое при сильном сдвиге, приводит к повышению температуры расплава и замедляет скорость утолщения внешнего слоя детали. Пересечение полости должно быть достаточно толстым, чтобы избежать слишком большого перепада давления, иначе произойдет усадка.
Заключение
В заключение следует сказать, что скорость впрыска очень важна в процессе литья под давлением. Контролируя скорость впрыска, вы можете придать изделию лучший вид, изготовить большее количество продукции и убедиться в том, что изделие имеет нужный размер и прочность.
Различные материалы, различные конструкции пресс-форм и различные требования к изделиям требуют тщательной настройки и точного контроля скорости впрыска для достижения наилучшего эффекта формования.
Поэтому глубокое понимание процесса литья под давлением и свойств материалов, а также научные методы производства обеспечат ключевую поддержку в оптимизации производства литья под давлением.







