 Перейти к содержанию
Перейти к содержанию 

Горячеканальные системы очень важны для литья пластмасс. Они используются во всех видах промышленности. От того, как вы спроектируете и используете систему горячей обкатки, зависит качество вашего продукта, время, необходимое для его изготовления, и его прочность. В этой статье мы расскажем о том, как работают горячеканальные системы, из чего они состоят, какие бывают типы, что в них хорошего и что плохого, а также как люди их используют. Надеюсь, это поможет вам лучше понять работу систем горячего прогона.

Принцип работы горячеканальных систем
Система горячего хода - это интегрированная система каналов потока, которая существует в литьевой форме, где нагревательные устройства поддерживают пластиковый материал в расплавленном состоянии и впрыскивают его в полость формы через сопла. Основной целью является минимизация или полное устранение этих холодных бегунков, повышение эффективности процесс литья под давлением и минимизации отходов.
Компоненты системы горячего прогона
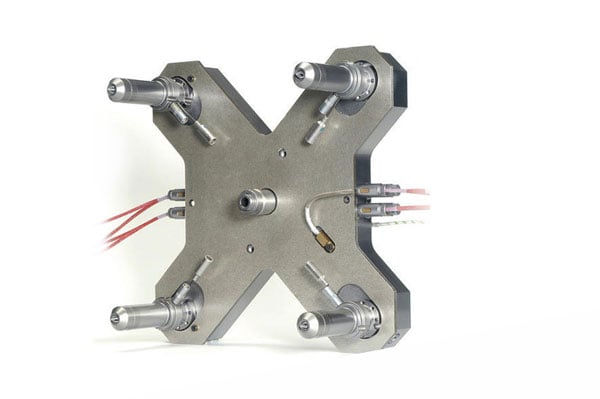
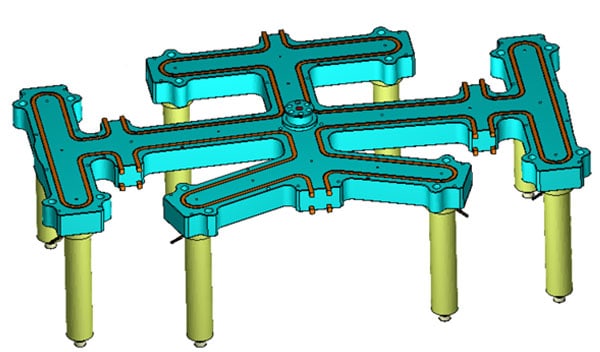
Типичная система горячего прогона состоит из следующих частей:
1. Горячее сопло: Это часть, которая впрыскивает расплавленный пластик в полость формы. Обычно она оснащена нагревателями и датчиками температуры, чтобы убедиться, что пластик поддерживает нужную температуру.
2. Манифольд: Он соединяет горячее сопло с соплом инжекционной машины и направляет расплавленный пластик в каждое горячее сопло.
3. Нагреватель и регулятор температуры: Они нагревают и контролируют температуру горячих сопел и коллектора, чтобы пластик оставался расплавленным и равномерно проходил через систему.
4. Фиксирующее кольцо и крепежная пластина: Они удерживают систему горячего бега в пресс-форме, чтобы она оставалась в нужном месте.
Рабочий процесс системы горячего прогона
1. Стадия предварительного нагрева: Перед началом работы инжекционная машина устанавливается на заданную температуру для системы горячей обкатки. Обычно это занимает несколько минут, чтобы гарантировать, что все компоненты достигли нужной температуры.
2. Стадия инъекции: В процессе литья под давлением пластиковый материал сначала нагревается и расплавляется инжекционной машиной, а затем переносится в полость формы с помощью системы горячего хода. Система горячего хода гарантирует, что пластик не остынет и не затвердеет, чтобы его можно было использовать для производства изделий.

3. Ступень давления удержания: Также важно отметить, что после впрыска определенного типа пластика в полость пресс-формы инжекционная машина прикладывает давление, чтобы гарантировать достижение желаемой формы. Таким образом, система горячего хода также продолжает подавать тепло для поддержания температуры коллектора, чтобы он не остывал.
4. Охлаждение и открытие формы: Когда пластик в формовочной полости охлаждается до взаимного состояния, форма открывается, и желаемый продукт вытекает наружу. На этом этапе пластик все еще находится в расплавленном состоянии в системе горячего хода, чтобы быть впрыснутым для следующего цикла.

Элементы конструкции системы горячего прогона
Разработка эффективной системы горячего прогона требует учета множества факторов, включая выбор материала, расположение горячего прогона, контроль температуры и стоимость.
Выбор материала
Выбор правильного материала имеет решающее значение для производительности и долговечности системы горячего прогона. Обычно используются следующие материалы:
1. Инструментальная сталь: Он хорошо противостоит износу и коррозии и подходит для большинства пластиков.
2. Медные сплавы: Они хорошо и равномерно нагреваются, но не так хорошо борются с коррозией.
3. Титановые сплавы: Они легкие и прочные, но стоят дороже. Они хороши для специальных вещей.
Макет горячего бегуна
Способ размещения и установки системы горячего прогона влияет на канал или траекторию потока пластикового материала и конечного продукта. К распространенным формам компоновки относятся:
1. Прямое горячее сопло: Каждой полости пресс-формы соответствует одно горячее сопло, что подходит для сложных деталей и производства с высоким спросом.
2. Направьте горячую насадку: Использует небольшие струи для впрыска пластика в полость формы, особенно подходит для использования в формах с несколькими полостями и с небольшими обрезанными объектами.

Контроль температуры
Контроль температуры очень важен при проектировании горячеканальных систем. Если температура не будет равномерной, пластик не будет течь правильно, и ваши детали будут некачественными. Вот несколько способов контроля температуры:
1. Расположение нагревателя: Установите нагреватели на форсунки и коллектор, чтобы температура была равномерной по всему периметру.
2. Датчики температуры: Используйте температурные датчики, чтобы следить за температурой и убедиться, что она правильная.

Соображения по поводу стоимости
При проектировании системы горячего прогона необходимо также подумать о стоимости. Это означает стоимость ее покупки и стоимость ее эксплуатации. Высокопроизводительные горячеканальные системы стоят дороже, но они могут ускорить производство и сделать детали более качественными, что в конечном итоге сэкономит ваши деньги.
Типы систем горячего прогона
Исходя из различных конструктивных особенностей и потребностей применения, системы горячего прогона можно разделить на несколько типов:
Одноточечная система горячего прогона
Одноточечная горячая бегущая система - это разновидность бегущей системы, которая позволяет пресс-формам, используемым в литье под давлением, выпускать впрыскиваемый материал, слегка нагревая его, а затем сразу же охлаждая для воспроизведения пресс-форм. Она имеет простую конструкцию и, следовательно, относительно дешева, однако эффективна только для простого литья под давлением.

Многоточечная система горячего прогона
Многоточечная горячеканальная система отлично подходит для многогнездных инструментов и изготовления сложных деталей. Она также отлично подходит для впрыска в несколько полостей. Это позволяет ускорить производство и повысить качество деталей.
Система горячего прогона в линию
Система горячего прогона, расположенная в центре формы для литья, является отличным оборудованием для точного и высококачественное литье под давлением. Он обеспечивает более высокую точность контроля температуры и использует меньше материалов, но его разработка и производство обходятся дорого.

Съемная система горячего бега
Поскольку система горячего хода легко снимается, вы можете легко заменить ее в случае поломки или для технического обслуживания, что отлично подходит для производств, где приходится часто менять пресс-формы. У такой конструкции есть свои плюсы и минусы: легко добраться до парового конденсата, она довольно гибкая, но требует больших затрат.
Преимущества и недостатки систем горячего прогона
Горячеканальные системы имеют много положительных сторон в литье под давлением, но у них есть и некоторые отрицательные стороны. Знание этих положительных и отрицательных моментов поможет вам принять наилучшее решение при проектировании и выборе.

Преимущества
1. Сокращение отходов материалов: Благодаря отказу от холодных бегунков системы горячих бегунков значительно сокращают отходы пластика, повышая эффективность использования или расход материала.
2. Повышение эффективности производства: Это наиболее выгодно в периоды производства, когда использование горячеканальных систем может привести к сокращению времени цикла впрыска.
3. Улучшенное качество продукции: Системы горячего прогона обеспечивают постоянный поток пластика и необходимое тепло для поддержания одной и той же температуры, что позволяет сократить количество дефектов и повысить качество продукции.
4. Снижение эксплуатационных расходов: Несмотря на то, что первоначально они кажутся более дорогими из-за стоимости оборудования, необходимого для внедрения систем горячего прогона, они имеют преимущества, связанные с более низкими долгосрочными эксплуатационными расходами.
Недостатки
1. Высокие первоначальные инвестиции: Первоначальные затраты на проектирование и изготовление горячеканальных систем относительно высоки, но они идеально подходят для высокопроизводительных линий или дорогостоящих изделий.
2. Комплексное обслуживание: Техническое обслуживание и ремонт - еще один фактор, который не может быть выполнен легко и требует профессиональных знаний, а также некоторых инструментов и оборудования, что делает общие расходы на обслуживание более высокими для систем горячего прогона.
3. Сложный дизайн: При проектировании горячеканальных систем используются различные элементы, так как они включают в себя выбор материала, температурный контроль и расположение проточных каналов.

Примеры применения систем горячего прогона
Горячеканальные системы широко используются в производстве пластиковых форм во многих отраслях промышленности. Вот несколько примеров того, как используются системы горячего прогона и почему они хороши.
Автомобильная промышленность
Установки горячего тиснения в автомобильной промышленности используются, в частности, для производства деталей из пластмассы, включая приборные панели, бамперы и множество других деталей интерьера. Горячештамповочные системы обеспечивают значительные преимущества для автопроизводителей в плане скорости производства, эксплуатационных расходов и высокого качества конечного продукта.
Медицинские приборы
Медицинские приборы - очень деликатные изделия, что диктует необходимость высокого качества и точности на протяжении всего производственного процесса. Горячеканальные системы помогают поддерживать необходимый температурный режим и пластичность материала, используемого для формирования медицинских изделий, что, в свою очередь, способствует сохранению качества и точности соответствующих устройств.

Промышленность бытовой техники
Электронные устройства, такие как корпуса телевизоров и узлы стиральных машин, например, должны изготавливаться в массовом порядке. Остается отметить, что внедрение горячеканальных систем может привести к повышению эффективности производства, а также к снижению производственных затрат и удовлетворению требований индустрии бытовой техники.
Упаковочная промышленность
Этот сектор вращается вокруг эффективности, что предполагает необходимость поддерживать низкие производственные затраты. Принцип действия и преимущества горячеканальных систем включают в себя меньшее количество отходов материала и более короткий цикл, что может помочь упаковочной промышленности максимально увеличить производительность и минимизировать затраты.

Установка и обслуживание систем горячего прогона
Чтобы системы горячего водоснабжения работали исправно и служили долго, необходимо правильно их устанавливать и обслуживать. В этом случае вы добьетесь большего, и вам не придется останавливаться и чинить устройство.
Этапы установки
Процесс установки системы горячего прогона включает в себя ряд процедур, которые необходимо соблюдать, чтобы обеспечить выполнение проектных требований всей системы. Ниже перечислены основные этапы процесса установки:
1. Подготовка: Перед установкой системы горячего прогона необходимо: Проверить инжекционную машину и пресс-форму, чтобы убедиться, что все компоненты прошли испытания. Приобрести приборы, необходимые для контроля температуры и теплоотдачи, а также кабели, нагреватели и т. д.

2. Позиционирование и фиксация: Сборка системы горячего обдува включает в себя установку необходимых компонентов в пресс-форму в соответствии с указанным проектом. Прежде всего убедитесь, что коллектор и форсунки правильно установлены на бензобаке и карбюраторе. Рядом с ними следует установить нагреватели и температурные датчики, причем последние должны располагаться как можно ближе к пресс-форме и пластиковому материалу.
3. Подключение кабелей: Убедитесь, что все кабели, используемые в нагревателях и датчиках температуры, хорошо подключены к терморегулятору и находятся в надлежащем состоянии без каких-либо дефектов, таких как ослабление или обрыв.
4. Тестирование и отладка: Для подготовки к производству необходимо время для проведения испытаний и отладки системы горячего прогона. Начните включать по одному нагревателю и датчику температуры за раз и убедитесь, что соответствующий нагреватель и датчик температуры способны правильно нагреваться и измерять температуру. Когда пробное производство завершено, можно отметить различные факторы, начиная с потока пластика через различные компоненты производственной линии и заканчивая качеством конечного продукта. Таким образом, можно внести необходимые коррективы в температуру и давление.
Техническое обслуживание
Однако для того, чтобы сохранить длительный срок службы системы горячего прогона и в то же время повысить производительность ее использования, крайне важно проводить сервисное обслуживание системы горячего прогона. Техническое обслуживание системы горячего прогона включает в себя, в основном, следующие аспекты:
1. Регулярная чистка: Это означает, что система горячего хода должна время от времени очищаться, особенно сопловые и коллекторные блоки, от остатков пластика и загрязнений, которые могут препятствовать свободному течению пластика и влиять на качество продукта.
2. Проверка нагревателей и датчиков температуры: Периодически проверяя работу нагревателя и датчика температуры, можно убедиться в том, что нагреватель будет нагреваться должным образом, а датчик температуры будет следить за температурой. Если обнаружится, что какой-либо из компонентов не работает или его срок службы истек, то его следует немедленно заменить.

3. Смазка и предотвращение ржавчины: Проверяйте и обслуживайте металлические части системы горячего прогона, чтобы снизить вероятность коррозии, применяя соответствующие смазочные материалы и ингибиторы ржавчины для обеспечения надлежащего функционирования системы горячего прогона.
4. Записывайте и анализируйте: Предпишите определенную периодичность обслуживания системы горячего хода, записывайте время обслуживания, что было сделано и какие результаты были получены, просмотрите записи и найдите потенциальные проблемы, как они были решены, чтобы разработать лучший план обслуживания.
Инновации и технологические достижения в системах горячего прогона
Как и другие технологии, горячеканальные системы также меняются с точки зрения используемых материалов, конструкции системы, управления и производственных технологий, которые применяются при проектировании и изготовлении систем. Они открывают возможности для оптимизации производительности, повышения стоимости товаров и услуг и предотвращения роста расходов.
Умные технологии: Основные тенденции в развитии технологии горячего прогона в будущем связаны с использованием интеллектуальных технологий. Более высокая точность и эффективность могут быть достигнуты за счет интеграции интеллектуального температурного контроля, мониторинга в реальном времени и автоматической настройки систем горячего прогона.
Защита окружающей среды и энергосбережение: В вопросе защиты окружающей среды и энергосбережения есть ценные моменты для будущих разработок горячеканальных систем. Горячеканальные системы все еще имеют потенциал для снижения энергопотребления и углеродного следа компании за счет улучшения конструкции горячеканальных систем и применения новых материалов.

Персонализация: Поэтому, в отличие от крупных поставщиков систем, которые в настоящее время занимают доминирующее положение в синдикации горячеканальных систем, наиболее перспективным направлением развития горячеканальных систем будет индивидуализация. Это достигается за счет концепции модульности в конструкции горячеканальной системы и вариантов сборки деталей, благодаря чему горячеканальные системы могут соответствовать различным производствам.
Применение новых материалов: Использование современных материалов также является одним из наиболее перспективных направлений развития систем горячего обжатия. Некоторые из передовых материалов, которые могут быть использованы в конструкции систем горячего хода, - это медные сплавы с высокой теплопроводностью, высокотемпературная керамика и высокопрочные композиты из углерода и других тканей, где теплопроводность, износостойкость и коррозионная стойкость могут улучшить общую производительность и долговечность систем горячего хода.

Интеллектуальный контроль температуры: Новые технологические достижения в области интеллектуального контроля температуры открывают еще больше возможностей для развития систем hot-Runner. Благодаря использованию высококачественных алгоритмов контроля температуры и термочувствительных устройств, системы горячего прогона позволяют поддерживать лучшую стабильность температуры и минимальные колебания и перепады температуры, что в определенной степени повышает стабильность потока пластмасс и, следовательно, качество конечного продукта.
Технология 3D-печати: Еще одним прорывом стало применение технологии 3D-принтера для изготовления систем горячего хода. Из-за различных применений коллекторов и сопел проектирование и изготовление традиционными методами занимает огромное количество времени и средств, но с помощью технологии 3D-печати это занимает меньше времени и средств. Кроме того, технология 3D-печати предлагает возможности настройки для удовлетворения потребностей людей, стремящихся удовлетворить уникальные запросы.

Интегрированное зондирование и мониторинг: Новые системы горячего хода имеют встроенные датчики и методы мониторинга, которые позволяют системе горячего хода проверять состояние системы в определенный момент времени, а также определять наличие каких-либо проблем для принятия соответствующих мер. Например, в процессе впрыска такие параметры, как давление или расход, могут контролироваться и обрабатываться датчиками давления и расхода, соответственно, потока полимеризованного пластика, что приводит к повышению качества и эффективности производства.
Заключение
В настоящее время системы горячего прогона рассматриваются как неотъемлемая часть передовых технология литья под давлением благодаря их многочисленным преимуществам, включая повышение скорости производства, минимизацию использования материалов и повышение качества конечного продукта. Хотя при проектировании и производстве установка горячеканальных систем требует больших затрат, но при разумном проектировании и правильной оптимизации горячеканальные системы могут стать экономически выгодным и компенсирующим вложением средств с определенными экономическими выгодами и сравнительными преимуществами в долгосрочной эксплуатации.

В соответствии с многочисленными аспектами, включая принципы работы и элементы конструкции, а также классификацию, технологии установки и обслуживания, академические и отраслевые нормы для систем горячего прогона, мы систематически представляем различные классификации систем горячего прогона. Перед лицом будущих требований к интеллектуальности, защите окружающей среды и индивидуализации в обрабатывающей промышленности, системы горячего прогона будут продолжать расширяться в более широком диапазоне применения. Любое предприятие, осуществляющее свою деятельность в области производства пластмассовых форм, выиграет, если внимательно изучит и внедрит концепцию и факторы проектирования горячеканальных систем.
По мере того как мы знакомимся с ноу-хау и следим за современными тенденциями и достижениями в области технологий и разработки новых методик, потенциал тонкой настройки системы горячей обкатки, а также улучшения перспектив и прогресса литья под давлением становится безграничным. Мы с нетерпением ждем, когда вы воспользуетесь нашими услугами, и верим, что эта статья окажется полезной и обнадеживающей для читателей и поможет вам достичь более высокого уровня успеха в литье пластмасс.







