 Перейти к содержанию
Перейти к содержанию 

Введение: Литье под давлением, также известное как литье пластмассы под давлением, - это распространенный метод производства изделий из пластмассы. Литье под давлением - это производственный процесс, который позволяет изготавливать детали в больших количествах.
Он работает путем впрыска расплавленного материала в пресс-форму. Как изготавливаются литьевые формы? В этой статье мы рассмотрим этот вопрос.
Обзор литьевых форм и литья под давлением
Какие определения и теоремы существуют для литьевых форм и литья под давлением?
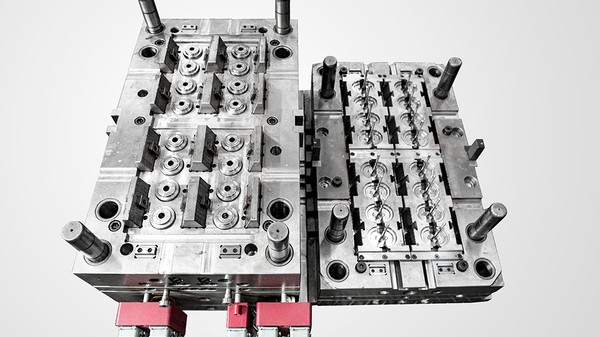
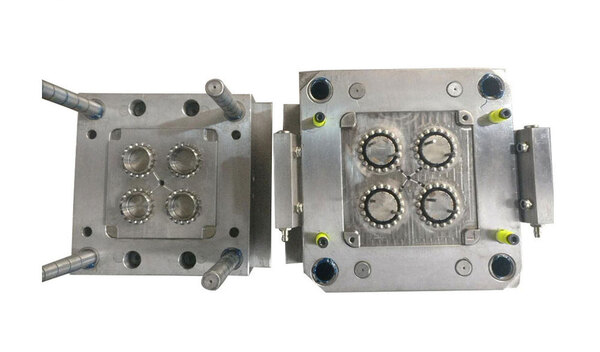
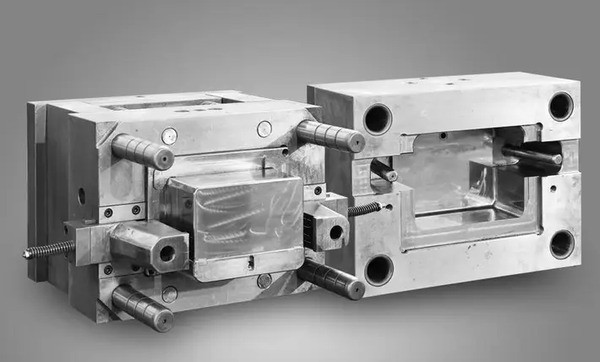
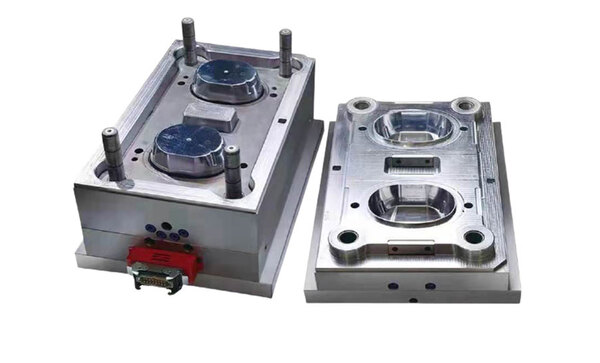
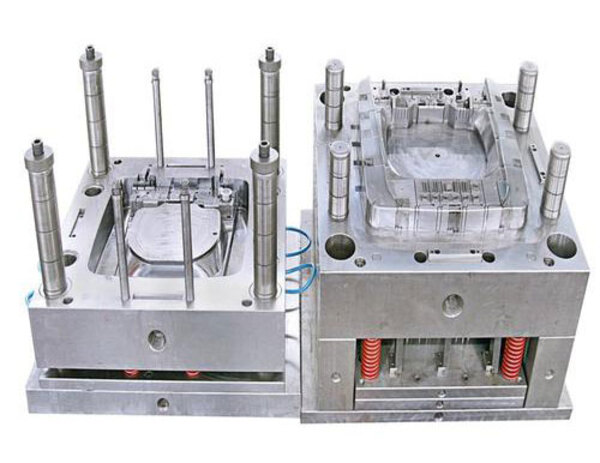
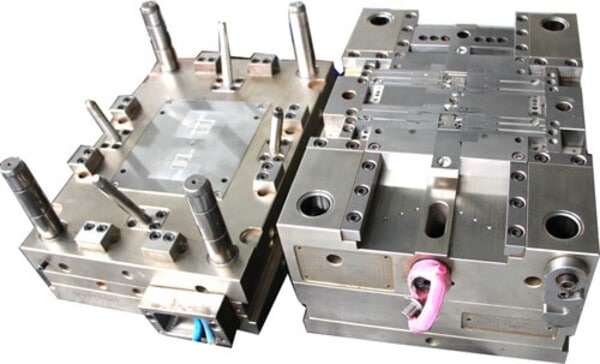
Пресс-форма для литья под давлением - это инструмент для производства изделий из пластмассы, который придает изделиям из пластмассы законченную структуру и точные размеры. Технологическое оборудование, соответствующее пресс-форме для литья под давлением, - это машина для литья пластмасс.
Сначала пластик нагревается и расплавляется в нагревательной бочке, расположенной в нижней части литьё под давлением машина. Затем, приводимый в движение шнеком или плунжером термопластавтомата, он поступает в полость формы через сопло термопластавтомата и систему заливки формы. Пластик охлаждается и затвердевает, и изделие получается путем распалубки.
Процесс литья под давлением и процесс литья пластмассы под давлением - это одна и та же технология. А именно, литье пластмассы под давлением аналогично процессу литья пластмассы под давлением, литье под давлением - это процесс, в котором расплавленная термопластичная пластмассовая смола распыляется в закрытую полость формы через сопло под воздействием многих параметров, таких как давление, температура, скорость и время. После охлаждения и затвердевания получается изделие нужной формы.
Основной принцип заключается в добавлении определенного количества пластиковых частиц (или порошка) в нагревательный цилиндр термопластавтомата и проталкивании его в полость формы с помощью конического шнека.
Под воздействием высокой температуры и давления пластик расплавляется и превращается в расплавленный пластик После определенного сжатия он проходит через горловину. Он попадает в полость пресс-формы, затем охлаждается и затвердевает, превращаясь в желаемый продукт.
Как связаны между собой литьевые формы и литье под давлением?
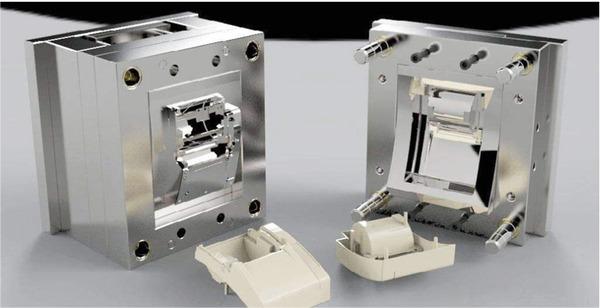
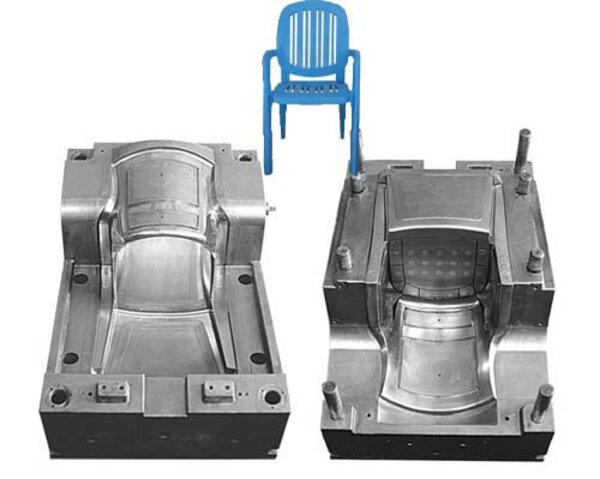
Пресс-форма для литья под давлением - это один из видов пресс-форм для литья пластмасс под давлением. Пресс-форма - это инструмент, используемый для придания формы объектам. Этот инструмент состоит из различных частей, и разные пресс-формы состоят из разных частей. Литье под давлением - это способ формовки пластмассовых изделий.

Пресс-формы для литья пластмасс под давлением включают литьё под давлениемВыдувное формование (пластиковые бутылки) и экструзионное формование (фитинги для труб) Действие по закрытию двух половин формы называется закрытием формы, а действие по разделению двух половин формы называется открытием формы.
Для разных методов литья существуют свои пресс-формы. В процессе литья под давлением существуют соответствующие пресс-формы для литья под давлением.
Процесс проектирования
Какое сопутствующее программное обеспечение необходимо для проектирования литьевых форм?
CAD: Компьютерное проектирование - это использование компьютеров и графического оборудования для помощи дизайнерам в выполнении проектных работ. Обычно он основан на интерактивной компьютерной системе с графическими функциями. CAD включает в себя интерактивные технологии, технологии преобразования графики, моделирования поверхностей и твердотельного моделирования и т. д.

Прежде всего, CAD - это программа для визуального рисования. Многие команды и операции выполняются с помощью опций меню и кнопок инструментов. Кроме того, программа обладает богатым набором вспомогательных функций, таких как рисование объектов, редактирование ключевых точек, захват объектов, аннотирование, управление отображением с высоты птичьего полета и т. д.
Его панель инструментов, дизайн меню, диалоговое окно, предварительный просмотр графики, обмен информацией, редактирование текста, изображение Выходной предварительный просмотр обработки и графики приносит большое удобство для рисования пользователей.

Циматрон: Это очень мощный инструмент для производства технологических карт на производственных предприятиях. Он может повысить эффективность проектирования пресс-форм и деталей предприятия, ускорить весь процесс проектирования пресс-форм для литья под давлением, а также эффективно снизить производственные затраты, позволяя цеху предприятия добиться мощного повышения производительности. Экономические преимущества предприятия.
UG NX: Это 3D-программа, позволяющая создавать чертежи изделий и пресс-форм. С помощью моделирования NX промышленные дизайнеры могут быстро создавать и улучшать сложные формы изделий, а также использовать передовые инструменты рендеринга и визуализации для достижения максимального удовлетворения. Эстетические требования к концепциям дизайна.

Благодаря высокопроизводительным возможностям механического проектирования и черчения NX обеспечивает высокую производительность и гибкость производственного проектирования для удовлетворения потребностей заказчиков, разрабатывающих изделия любой сложности.
NX выходит за рамки инструментов проектирования общего назначения, предлагая профессиональную систему проектирования трубопроводов и электропроводки, модули для работы с листовым металлом, специализированные модули для проектирования пластиковых деталей и другие специализированные приложения, необходимые для проектирования в промышленности.
Мастер пресс-форм (мастер литья под давлением): MoldWizard разработан на базе NX и представляет собой профессиональный модуль для проектирования пресс-форм под давлением. Модуль оснащен широко используемыми библиотеками баз пресс-форм и стандартных деталей.
Пользователи могут легко настроить его в соответствии со своими потребностями, а также самостоятельно разрабатывать стандартные детали, что значительно повышает эффективность проектирования пресс-форм.
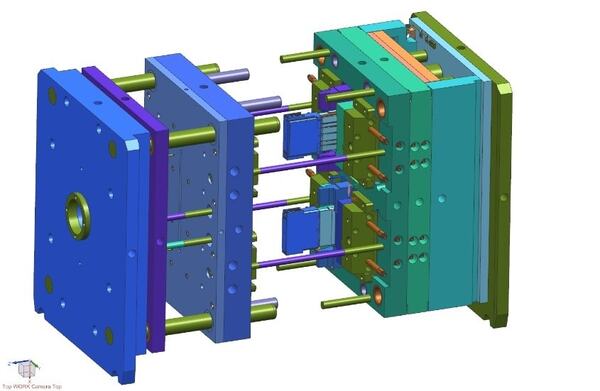
Модуль "Мастер пресс-форм" (Injection Mold Wizard) обеспечивает весь процесс проектирования пресс-формы, включая загрузку изделия, компоновку, разделение, загрузку основания пресс-формы, систему заливки, систему охлаждения и инженерные чертежи.

Весь процесс проектирования очень интуитивно понятен и быстр, а его прикладной дизайн позволяет обычным дизайнерам выполнять некоторые средние и сложные проекты пресс-форм.
Какие факторы следует учитывать при разработке эффективных пресс-форм?
Основная поверхность формы Прочность формы: износостойкость поверхности пресс-формы, износостойкость поверхности, эффективность подъема и в то же время качество пресс-формы.

Об армировании поверхности, различных вариантах использования основы и выборе модели, различных методах армирования.
Вариационная форма Нот: При использовании высоких тонов структура становится более гибкой, а вариативность формы уменьшается. Тщательное избегание поверхностной структуры, рационального метода расположения и неровной структуры. Рационально разработанные укрепляющие мышцы.
Пластик Точность: Из-за неравномерности и неопределенности обработки пластиковых деталей точность пластика невысока.
Механические размеры и допуски невозможны в простых случаях, а для стандартных установок требуются допуски. Опубликовано компанией Gakuniyasha в 1993 году, GB/T14486-93 "Допуски на нулевую шкалу для технологических пластмасс и имитационных пластмасс".
Проектировщики могут указать особые требования к пластиковому сырью для монтажа, задать конкретные размеры и допуски.

В то же время необходимо понимать общую производительность оборудования и точность конструкции изделия, а также определить соответствующую точность допуска конструкции.
Выберите подходящий материал для пресс-формы
Какие бывают материалы для пресс-форм?
Металлические материалы обычно используются для изготовления пресс-форм для литья под давлением. К распространенным металлическим материалам относятся сталь, алюминиевый сплав, медный сплав и т.д. Среди них сталь является наиболее распространенным материалом для изготовления пресс-форм для литья под давлением.
Благодаря высокой твердости, высокой прочности, высокой износостойкости и хорошим технологическим характеристикам, он может удовлетворить требования большинства литьевых форм.
Материалы из алюминиевых сплавов обладают меньшей плотностью, более высокой теплопроводностью и лучшими технологическими характеристиками, и подходят для производства небольших пресс-форм для литья под давлением; материалы из медных сплавов обладают высокой теплопроводностью и хорошей коррозионной стойкостью, и подходят для производства пресс-форм, пользующихся большим спросом. Пресс-форма для литья под давлением.
Как выбрать подходящий материал для пресс-формы?
Выбор материала пресс-формы - очень важное звено во всем процессе изготовления пресс-формы. Выбор материала пресс-формы должен отвечать трем принципам, а именно: пресс-форма должна отвечать требованиям к условиям эксплуатации, таким как износостойкость, прочность и вязкость; пресс-форма должна отвечать требованиям к производительности процесса; пресс-форма должна отвечать экономическим требованиям.
Производственный процесс
Механическая обработка
Обработка с ЧПУ: Базовый модуль обработки UG NX обеспечивает базовую основу для подключения всех модулей обработки UG. Он обеспечивает единую, удобную для пользователя графическую оконную среду для всех модулей обработки UG NX.

Пользователи могут графически наблюдать за траекторией движения инструмента. Условия перемещения можно изменять графически: например, удлинять, укорачивать или модифицировать траекторию движения инструмента и т. д.
Этот модуль также предоставляет общие функции программирования точечной обработки, которые можно использовать для программирования сверления, нарезания резьбы, растачивания и других видов обработки.
Интерактивный интерфейс этого модуля можно гибко изменять и настраивать в соответствии с потребностями пользователя, а также определять стандартизированную библиотеку инструментов и библиотеку шаблонов параметров процесса обработки для стандартизации общих параметров для начальной обработки, полуфинишной, финишной и других операций, чтобы сократить время обучения.

И оптимизировать технологию обработки. Все модули программного обеспечения UG могут напрямую генерировать программы обработки на твердотельной модели и остаются полностью релевантными твердотельной модели.
Модуль постобработки UG NX позволяет пользователям легко создавать собственные программы постобработки. Этот модуль подходит для основных станков с ЧПУ и обрабатывающих центров в мире. Модуль постобработки UG NX позволяет пользователям легко создавать собственные программы постобработки. Этот модуль подходит для основных станков с ЧПУ и обрабатывающих центров в мире. Модуль хорошо зарекомендовал себя при фрезеровании по 2 - 5 и более осям, токарной обработке по 2 - 4 осям и проволочной электроэрозионной обработке.
EDM (электроэрозионная обработка)
EDM: Непрерывно движущаяся тонкая металлическая проволока (так называемая электродная проволока) используется для импульсного искрового разряда на заготовке для удаления металла.
В основном используется для обработки различных сложных и точных заготовок, таких как пуансоны, вогнутые формы, вогнуто-выпуклые формы и разгрузочные плиты. Производство вырубных штампов, формообразующих инструментов, шаблонов и металлических электродов для электроэрозионной обработки. Различные тонкие канавки, тонкие прорези, произвольные кривые и т.д.
Он обладает такими преимуществами, как небольшой припуск на обработку, высокая точность обработки, короткий производственный цикл и низкая себестоимость, и широко используется на производственных площадках.

На долю отрезных станков приходится более 61% от общего числа станков для электроэрозионной обработки в Японии и за рубежом. Максимальная точность электроэрозионной обработки составляет ±0,005 мм, а шероховатость поверхности достигает зеркальной поверхности.
Электроэрозионная обработка широко используется в обрабатывающей промышленности, особенно в прецизионной обработке. Станция выброса может быть полостью различных больших пластиковых форм, или это может быть небольшое отверстие или небольшой слот шириной 0,1 мм.

Параметры импульса электроэрозионной обработки могут быть настроены произвольно, а черновая, получистовая и чистовая обработка могут выполняться непрерывно на одном станке.
Точность при микрообработке составляет 0,01 мм, а шероховатость поверхности Rα - 0,8 мкм. Точность при микрообработке достигает 0,002~0,004 мм, а шероховатость поверхности Rα - 0,1~0,05 мкм. Прямое использование электрической энергии для обработки облегчает автоматизацию.
Процесс отделки
Какие существуют методы полировки и текстурирования пресс-форм?
Полировка плесени: Для полировки пресс-форм обычно используются полоски масляного камня, шерстяные круги, наждачная бумага, чтобы пластически деформировать поверхность материала и удалить выступы на поверхности заготовки для получения гладкой поверхности.
Как правило, в основном используются ручные операции, а те, кто предъявляет высокие требования к качеству поверхности, могут использовать метод сверхточной шлифовки и полировки.
При сверхточной шлифовке и полировке используются специальные абразивы в шлифовально-полировальной жидкости, содержащей абразивы, которые прижимаются к обрабатываемой поверхности заготовки и совершают высокоскоростное вращение. Полировка позволяет достичь шероховатости поверхности Ra0,008 мкм. иСуществует несколько методов полировки пресс-форм.
Механическая полировка: Это метод полировки, основанный на резании и пластической деформации поверхности материала для удаления отполированных выпуклых частей с целью получения гладкой поверхности. Как правило, используются полосы масляного камня, шерстяные круги, наждачная бумага и т. д., и в основном применяются ручные операции.
Специальные детали, такие как поверхность поворотного корпуса, вспомогательные инструменты, такие как поворотные столы, могут быть использованы, а сверхточные методы шлифовки и полировки могут быть использованы, если качество поверхности высокое.
Магнитная шлифовка и полировка: В нем используются магнитные абразивы, образующие под действием магнитного поля абразивную щетку для шлифовки заготовки. Этот метод отличается высокой эффективностью обработки, хорошим качеством, простотой контроля условий обработки и хорошими условиями труда. При использовании соответствующих абразивных материалов шероховатость поверхности может достигать Ra1μm.
Глава Электролитическая полировка: Электролитическая полировка в основном аналогична химической, то есть она основана на избирательном растворении крошечных выступов на поверхности материала, чтобы сделать поверхность гладкой. По сравнению с химической полировкой, влияние катодной реакции может быть устранено, и эффект будет лучше.
Жидкая полировка: Жидкостная полировка основана на использовании высокоскоростной жидкости и абразивных частиц, которые она несет, чтобы смыть поверхность заготовки для достижения цели полировки.
Текстурная обработка литьевой формы заключается в использовании химикатов для химического удаления поверхности металлических материалов в полости формы, или в удалении поверхности путем физического шлифования через дробеструйную обработку для достижения вогнутого и выпуклого эффекта.
Текстурная обработка литьевых форм играет важную роль в улучшении внешнего вида и текстуры литьевых изделий и имеет огромное значение для промышленного производства. Текстурирование литьевых форм в основном осуществляется с помощью технологии солнечного текстурирования литьевых форм, которая включает следующие три метода:
Фоточувствительность Метод печати: Фоточувствительная печать - это нанесение текстурного рисунка на прозрачную цветную пленку, а затем размещение цветной пленки на пресс-форме для экспонирования, чтобы свет мог проникать через пленку и светить на светочувствительный материал для нанесения солнечного рисунка. Этот метод подходит для глубоких и сложных форм, но требует специального оборудования и навыков.
Метод физического воздействия: Физическое экспонирование заключается в том, что пресс-форму помещают на текстурный мастер, а затем с помощью сильного источника света освещают пресс-форму, чтобы получить эффект текстуры на мастере. Подходит для форм с небольшими вогнутостями и выпуклостями.
Гравировка и метод экспонирования: Гравировка и экспонирование - это сначала изготовление шаблона с текстурным рисунком, затем размещение шаблона на пресс-форме и использование химической реакции или механического давления для гравировки и экспонирования рисунка на шаблоне. Этот метод подходит для сложных глубоких вогнутых и выпуклых форм.
Каковы методы тестирования качества пресс-форм?
Внешний осмотр: Проверка внешнего вида пресс-формы - один из самых основных методов контроля. При осмотре внешнего вида проверяют, ровная ли поверхность пресс-формы, нет ли царапин, вмятин, трещин и т. д.
Проверка размеров: Размеры пресс-формы должны быть проверены, в противном случае, если размеры не соответствуют требованиям, качество продукции будет серьезно нарушено. При проверке размеров необходимо использовать профессиональные контрольные инструменты, такие как микрометры и верньерные штангенциркули, чтобы проверить, соответствуют ли размеры пресс-формы требованиям.

Сборка и тестирование
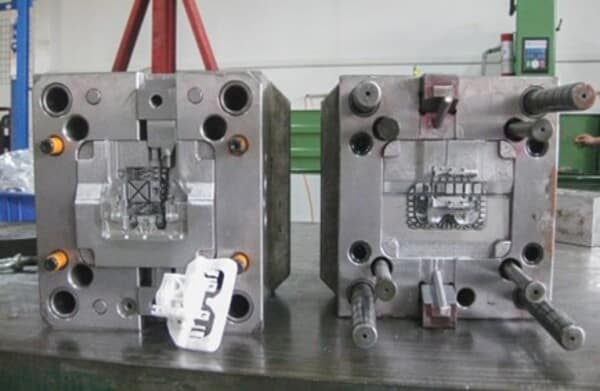
Как собирается пресс-форма?
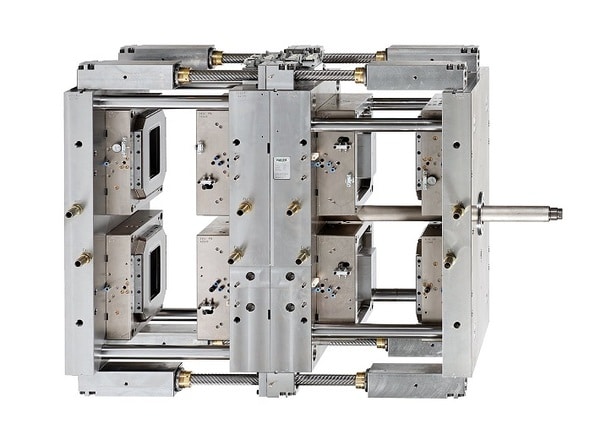
Сборка пресс-формы - важная часть производственного процесса, которая обеспечивает точность и качество продукции. Этапы сборки пресс-формы включают в себя предварительную подготовку, сборку основных деталей, установку направляющих деталей, добавление формовочных деталей, установку системы заливки, настройку и тестирование, а также техническое обслуживание.

Почему нужно проверять плесень?
Большинство дефектов в формованных изделиях возникает на этапах пластификации и литья под давлением, но иногда они связаны и с неправильной конструкцией формы.
Возможные факторы влияния включают: количество полостей пресс-формы, конструкция системы холодного/горячего хода, тип и расположение и размер инжекционного отверстия, а также структура самого изделия и т. д. Поэтому необходимо проанализировать конструкцию и технологические параметры пресс-формы, чтобы обеспечить качество изделия.
После испытания пресс-формы оператор оценивает ее фактическое состояние, чтобы избежать дефектов продукции, вызванных конструкцией, и тем самым сократить ненужные затраты и время на модификацию пресс-формы. В большинстве случаев эта оценка также включает настройку технологических параметров машины.
Цель испытания пресс-формы - найти оптимальные параметры процесса и конструкцию пресс-формы. Это обеспечивает стабильное и бесперебойное массовое производство и получение качественной продукции.
Техническое обслуживание и уход
Как осуществляется ежедневное обслуживание и уход?
Ежедневное обслуживание и уход за пресс-формами включает в себя пять видов работ: очистку, предотвращение ржавчины, смазку, предотвращение деформации и трещин.
Уборка: В процессе производства на пресс-форме обычно скапливается некоторое количество масляных пятен и пыли. Если их не очищать в течение длительного времени, это может повлиять на точность и срок службы пресс-формы. Поэтому пресс-форму необходимо регулярно чистить.
Предотвращение ржавчины: Из-за влажной среды пресс-формы часто ржавеют. Чтобы предотвратить ржавление пресс-формы, необходимо провести ее антикоррозийную обработку.
Смажьте пресс-форму: Для поддержания нормальной работы в процессе эксплуатации требуется смазка. Используйте смазочное масло или консистентную смазку для смазки движущихся частей пресс-формы, а также регулярно проводите заправку и техническое обслуживание.
Предотвращение деформации: Пресс-форма склонна к деформации. Поэтому, чтобы предотвратить такую ситуацию, пресс-форма должна быть изготовлена в соответствии с материалом и условиями использования пресс-формы, чтобы избежать слишком слабой или чрезмерной нагрузки на пресс-форму.
Предотвратите появление трещин: Если пресс-форму перегреть или охладить, это приведет к появлению трещин в пресс-форме, что повлияет на срок ее службы. Поэтому необходимо обращать внимание на контроль температуры и безопасное использование.
Заключение
Подводя итог, можно сказать, что процесс производства литьевых форм - это тщательный многоступенчатый процесс, который включает в себя, главным образом, процесс проектирования, выбор материала, процесс производства, сборку и тестирование, техническое обслуживание и поддержание в рабочем состоянии, в котором участвуют инженеры, дизайнеры, механики и сотрудники службы контроля качества.
Сотрудничество имеет решающее значение на протяжении всего процесса, чтобы обеспечить производство высококачественной продукции. Пресс-формы для литья под давлением очень важны в промышленном производстве. Они позволяют повысить эффективность производства, обеспечить качество продукции, снизить производственные затраты, а также являются экологически чистыми и энергосберегающими. Тщательно следуя этим шагам, производители могут изготовить пресс-формы для литья под давлением, которые будут способствовать успеху их бизнеса по производству пластмасс.







