 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - важный производственный процесс, используемый сегодня для изготовления деталей для широкого спектра изделий. Для обеспечения эффективности и высокого качества этот процесс зависит от совместной работы бегунов и затворов. Понимание этих компонентов необходимо каждому, кто занимается литьем под давлением, будь то дизайнер, инженер-механик или просто любитель. В этой статье блога мы подробно рассмотрим тему бегунов и затворов, изучим их работу, различные типы, их конструкцию и то, как они влияют на общий процесс литья. процесс литья под давлением.

Бегуны
Бегунки в процессе впрыска в пресс-форму - это каналы, по которым течет пластиковый материал. Навыки и мастерство изготовления бегунков оказывают большое влияние на некоторые важные факторы, такие как качество литья, цикл литья и стоимость установки.

Бегунки служат основными каналами, по которым расплавленный пластик поступает из сопла термопластавтомата. Эти бегунки являются транспортными системами к воротам и служат путями для расплавленного пластика. Они должны быть короткими и иметь меньше изгибов, чтобы обеспечить меньшее сопротивление и меньшие потери тепла. Обычно бегунки имеют треугольную или круглую форму.
Для пресс-форм с несколькими полостями выбор направляющих важен для достижения точности размеров деталей. На рисунке ниже показана типичная схема расположения бегунков для многогнездной пресс-формы.

Классификация бегунов
Конструкция бегунков для пластиковых форм в основном включает линейные, круговые, точечные и веерообразные. Среди них линейные и круговые бегуны являются двумя наиболее распространенными типами.
Линейные бегунки представляют собой расплавленный пластиковый материал, поступающий в полость пресс-формы по линейным каналам. Они характеризуются простотой, легкостью изготовления и высокой эффективностью производства. Однако линейные бегунки имеют тенденцию оставлять мертвые зоны, генерировать пузыри и нелегко устранять точки разрыва, поэтому они не часто используются в высокоточных изделиях.
Однако круговые направляющие отличаются от них. Они проходят по всему периметру полости пресс-формы, а линейные бегунки заходят с разных сторон. У них есть свои преимущества. Они делают расплав пластика более равномерным и обеспечивают более равномерное давление. Но они сложнее в проектировании и изготовлении. И с ними могут возникнуть проблемы. Они не подходят друг к другу. И они могут сделать литник.

Принципы дизайна бегунов
1. Избегайте слишком большого количества поворотов и изгибов. Они увеличивают количество дефектов и сопротивление потоку, которые возникают при чрезмерно сложной геометрии деталей и потоке в пластмассах.
2. Используйте более короткий обратный ход шнека, чтобы сократить цикл впрыска и время заполнения формы.
3. Сужайте размер бегунка по мере продвижения по пути потока, чтобы предотвратить появление пузырьков воздуха и поддерживать поток пластика.
4. Убедитесь, что соединение полости формы с бегунком выполнено правильно, чтобы минимизировать удары и сжатия по мере заполнения полимера, что позволит получить более красивую поверхность и уменьшить количество дефектов.
Распространенные типы бегунков
1. Тип сопла (точечное) Бегунок
Бегуны соплового типа используют несколько сопел, соединенных с полостью формы, образуя крошечные точки на выходе из сопла, что подходит для изготовления небольших или очень тонких пластиковых изделий.
2. Горячий бегун
Горячие конвейеры нагревают пластик до жидкого состояния с помощью нагревательных труб, а затем впрыскивают его в полость пресс-формы через сопло. Они позволяют эффективно избежать таких проблем, как образование пузырей и усадка, что делает их пригодными для производства высокоточных пластиковых изделий.

3. Траншейный бегун
Траншейные бегуны представляют собой глубокие канавки, обработанные в штампе, по которым расплавленный материал подается в различные полости через патрубки. Они обладают такими преимуществами, как малая длина бегунов и высокая гладкость, подходят для крупных, длинных или толстостенных изделий.
4. Веерообразный бегунок
Веерообразные бегуны делят бегун на несколько ветвей, каждая из которых расположена под разным углом. Это обеспечивает равномерное распределение расплавленного материала по различным полостям. Он подходит для производства многогнездных изделий для литья пластмасс.

Ворота
Когда речь идет о воротных системах, дизайн имеет огромное значение. Вам нужно решить, где вы поставите ворота, сколько их будет, как они будут выглядеть и какого размера. Основными задачами ворот являются:
Чтобы контролировать, сколько расплавленного пластика попадает в полость формы и куда он направляется.
Чтобы удержать пластик в полости формы и не дать ему вернуться обратно по бегункам до того, как он станет твердым.
Чтобы получить тепло, сожмите пластик и заставьте его тереться о себя.
Чтобы было легко избавиться от бегунков, когда продукт станет твердым и они вам больше не понадобятся.
Классификация
Пресс-форма для литья под давлением Ворота делятся на неограничительные и ограничительные.
1. Неограничительные ворота
На рисунке ниже показаны неограничительные ворота, которые также называют прямыми воротами. Этот вид затвора имеет простую конструкцию пресс-формы, прост в эксплуатации и формовке, а также уменьшает усадку. Однако этот вид затвора увеличивает время цикла формования, а также подвержен дефектам формования, таким как трещины, коробление и остаточные напряжения.

2. Ограничительные ворота
Благодаря небольшому поперечному сечению ограничительные затворы обычно предназначены для быстрого затвердевания. Преимуществами ограничительных затворов являются:
① Меньше остаточного напряжения и деформации вокруг затвора, что уменьшает такие дефекты формовки, как трещины, коробление и деформация.
② Более низкое давление впрыска внутри полости пресс-формы, что позволяет увеличить площадь проецирования изделия.
③ Ускоренное время закрытия затвора, сокращение цикла формования.
④ Повышение качества продукции за счет исключения вторичной обработки.
Шесть типов ограничительных ворот
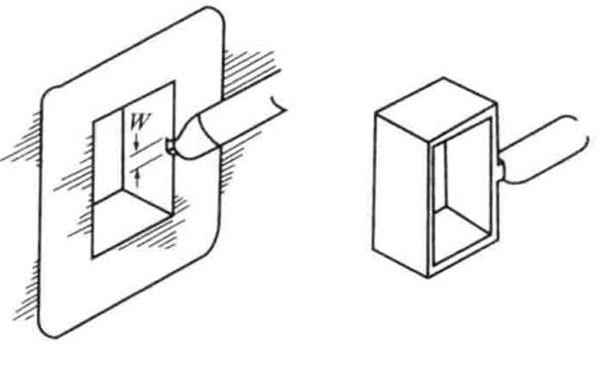
① Боковые ворота
Толщина бокового затвора обычно составляет 30%-40% от толщины стенки детали. Его ширина примерно в три раза больше толщины стенки детали. Боковые затворы могут использоваться практически со всеми пластмассами. Разновидностями боковых затворов являются перекрывающиеся затворы и спицевые затворы.
② Ворота вентилятора
Веерные ворота используются для плоских изделий и имеют широкое, плоское сечение, которое эффективно устраняет дефекты ворот.

③ Пленочные ворота
На изображении ниже показан типичный дизайн пленочного затвора. Он имеет ту же ширину, что и деталь, но гораздо тоньше. Пленочные затворы, как и веерные, эффективно устраняют напряжение и деформацию детали.

④ Дисковые ворота
Тонкие дисковые затворы используются для окружения деталей в форме диска или кольца, чтобы предотвратить образование линий сварки. Разновидностью дискового затвора является кольцевой затвор.

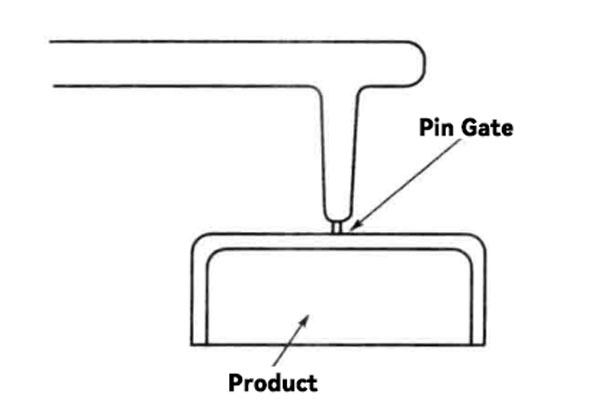
⑤ Штыревые ворота
Штыревые затворы обычно располагаются в центре детали и часто используются для многоточечного затвора. Из-за их малого диаметра, обычно 0,8-1,2 мм, может возникать высокое сопротивление потоку. Во избежание недолива рекомендуется использовать пластики с низкой вязкостью или высокое давление впрыска.
Характеристики штыревых затворов:
- Менее строгий выбор местоположения ворот
- Низкое остаточное напряжение вокруг затвора
- Более простая балансировка затвора для многогнездных пресс-форм
- Для изделий с большой площадью проецирования несколько штыревых затворов эффективно снижают коробление изделий
- Штыревые затворы легко обрезать, а в трехплитных формах обрезка затворов осуществляется автоматически, что делает
- Легкое разделение продуктов и ворот.
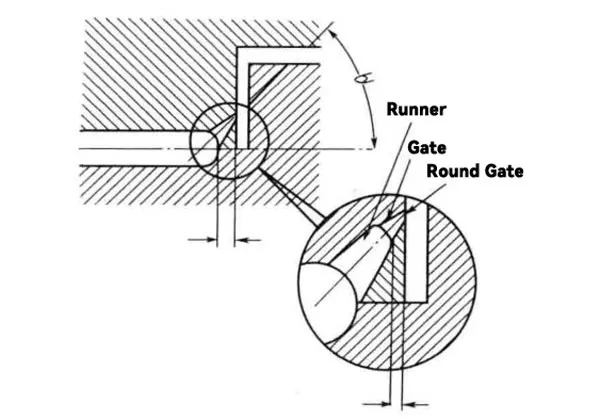
⑥ Подводные ворота
Вот фотография затворов для подводных лодок. Обычно затвор находится на разделительной поверхности пресс-формы. В то время как бегунок находится на разделительной поверхности, затвор обычно располагается на подвижной или неподвижной плите формы, а иногда и в полости. Хотя они похожи на штыревые литники, преимущество подводных литников в том, что их можно использовать даже в двухплитных формах. Затвор автоматически отпадает при извлечении отформованного изделия.
Баланс ворот
Для многогнездных пресс-форм важно обеспечить равномерное заполнение расплавленным пластиком каждой полости. Поскольку давление полимера падает по мере того, как расплав пластика течет от бегунка к концу полости, баланс затвора должен оптимизировать длину, ширину и глубину затвора.
Сбалансированная конструкция затворов и бегунков позволяет предотвратить такие дефекты формования, как потеки, усадка, недолив, колебания размеров и веса в процессе формования.
Принципы проектирования затворов литьевых форм
1. Ворота должны располагаться так, чтобы не оставлять следов и не повреждать важные части изделия.
2. Сделайте ворота простыми, чтобы пластик плавно стекал, не образовывал пузырьков и не оставлял отверстий.
3. Сделайте ворота нужного размера для изделия. Если он будет слишком большим, на заполнение формы уйдет слишком много времени. Если он будет слишком маленьким, вам придется прикладывать слишком большое давление, чтобы пластик попал в форму.
4. Место соприкосновения ворота с изделием должно быть как можно более гладким, чтобы не оставлять следов и не терять материал при обрезке.
5. Вы хотите использовать как можно меньше затворов, потому что наличие нескольких затворов может привести к неравномерной подаче пластика, в результате чего детали получатся разного размера.

Соображения
Основные факторы, которые необходимо учитывать при размещении затворов, включают конструкцию детали, расход и требования к использованию конечного продукта. Помните о следующих моментах:
1. Чтобы потери давления были как можно меньше, затвор следует располагать как можно ближе к крупной детали. Благодаря этому фронт пересечения потока смолы будет меньше охлаждаться, что приведет к лучшей линии сварки. Размер затвора должен быть выбран правильно, чтобы смола могла заполнить форму с разумным давлением и скоростью.
2. Длина перехода ворот должна быть как можно меньше.
3. Затвор столкновения помогает заставить входящую жидкость течь непосредственно о стенки полости формы или сердечник, чтобы избежать завихрений.
4. Чтобы избежать попадания воздуха в смолу, убедитесь, что воздух из смолы, выходящей из затвора, попадает в вентиляционную канавку.
5. Установите затвор так, чтобы смола могла перетекать из толстостенных участков в тонкостенные; держите линии сварки ниже; и держитесь подальше от мест ударов и напряжений.
6. Чтобы уменьшить вихри, лучистые пятна и ореолы ворот, следите за тем, чтобы ворота находились под правильным углом к бегуну.

7. Если строгать прямо на декоративных поверхностях, можно получить дефекты поверхности.
Проверка конструкции бегунов и ворот
(1) Требуется ли балансировка бегунка?
(2) Совпадает ли диаметр наконечника затвора с диаметром литьё под давлением сопло машины?
(3) Соответствует ли толщина затвора требованиям по расходу?
(4) Соответствует ли форма поперечного сечения бегуна?
(5) Какова площадь поперечного сечения бегуна?
(6) Каков средний гидравлический радиус бегуна?
(7) Каков вес бегуна?
(8) Требуется ли подтягивание бегунка?

(9) Соответствует ли соотношение между тягой бегуна и воротами?
(10) Можно ли плавно разложить бегунок?
(11) Можно ли плавно выбросить бегуна?
(12) Каков метод удаления бегуна? (Свободное падение, удаление роботом (направление))
(13) Соответствует ли положение ворот?
(14) Соответствует ли количество ворот?
(15) Подходит ли метод ворот?
(16) Можно ли спрогнозировать положение линии сварного шва?
(17) Можно ли предсказать расположение ямочек?
(18) Каков размер поперечного сечения затвора?

(19) Понятен ли метод резки ворот?
(20) Возможно ли управление качеством после вырезания ворот?
(21) Каков расчетный срок службы ворот?
(22) Нужно ли предварительно разделять часть ворот на отдельные части?
(23) Является ли метод измерения размеров обработки детали ворот ясным?
(24) Каков материал пресс-формы для изготовления детали ворот?
(25) Какова твердость затворной части?

Заключение
Бегунки и затворы в литьевых формах имеют важное значение для процесс литья под давлениемНо важно знать разницу между ними. Бегунки - это извилистые каналы, которые используются для направления расплавленного пластика из инжекционной машины в полость пресс-формы для формирования изделий. Затворы - это каналы, идущие прямо от инжекционной машины к пресс-форме. Они используются для расплавления пластиковых гранул в инжекционной машине и последующего впрыска расплавленного материала в пресс-форму для формирования изделий. Правильная конструкция бегунов и управление затворами важны для литья под давлением, чтобы обеспечить высокое качество продукции и эффективность производства. Они необходимы при производстве пластмассовых изделий.
Также, проектирование пресс-форм для литья под давлением необходимо учитывать конструкцию затвора и бегунка. Сюда входят требования к изделию, характеристики материала и требования к процессу литья под давлением для достижения наилучшего качества продукции. При практическом проектировании мы должны корректировать и оптимизировать конструкцию в зависимости от реальных условий, чтобы постоянно совершенствовать и повышать уровень мастерства конструкторов.






