 Перейти к содержанию
Перейти к содержанию 
Экструзия силиконовой резины: Экспертные решения для формовки
Ознакомьтесь с экспертными услугами по экструзионному формованию силиконовой резины. Добейтесь точности и эффективности с помощью нашей современной технологии и опытной команды.

Полное руководство по экструзионному формованию силиконовой резины
Что такое экструзионное формование силиконовой резины?
Экструзионное формование силиконовой резины Это крупносерийный производственный процесс, в ходе которого специально разработанный невулканизированный силиконовый компаунд продавливается, или "экструдируется", через стальной инструмент, называемый умереть. В результате образуется непрерывный профиль с постоянным поперечным сечением, который затем вулканизируется (отверждается) для стабилизации формы и придания окончательных физических свойств.
Основной принцип: Процесс основан на давлении и тепле. Шнек экструдера создает давление, проталкивая податливый силиконовый материал через фильеру. Затем экструдированный профиль проходит через нагревательную камеру или туннель, где начинается реакция вулканизации, превращающая мягкий, липкий экструдат в твердую, эластичную резину.
Основные понятия:
① Термореактивный материал: В отличие от термопластов, которые можно многократно расплавлять и изменять форму, силикон является термореактивным материалом. Процесс отверждения, известный как вулканизация, создает необратимые сшивки между полимерными цепями. После отверждения силиконовая деталь не может быть расплавлена обратно.
② Химия полисилоксана: В основе силиконового каучука лежит кремний-кислородная (Si-O) основа, а не углеродная, как у большинства органических каучуков. Эта уникальная химическая структура обуславливает его исключительные свойства, включая высокотемпературную стабильность и химическую инертность.

Классификации и типы силиконовых экструдеров
Силиконовая экструзия может быть классифицирована по нескольким ключевым факторам, включая систему полимеризации, форму сырья и форму конечного продукта.
1. Классификация по системе отверждения:
① Силикон, отверждаемый перекисью: Это традиционный и экономически эффективный метод. В силиконовый компаунд добавляется перекисный катализатор. При нагревании пероксид разлагается на свободные радикалы, которые инициируют сшивание полимерных цепей. Иногда этот метод может приводить к образованию побочных продуктов (например, дихлорбензойной кислоты), которые необходимо удалять в процессе полимеризации, особенно при использовании в пищевой или медицинской промышленности.
② Силикон платинового отверждения (Addition-Cure): В этой системе используется катализатор на основе платины. Это более чистый процесс, не дающий вредных побочных продуктов, что делает его предпочтительным выбором для применения в областях с высокой степенью чистоты, таких как медицинские имплантаты, фармацевтические трубки и изделия, контактирующие с пищевыми продуктами. Силиконы платинового отверждения обладают превосходной прозрачностью, улучшенными механическими свойствами и менее склонны к пожелтению со временем.
2. Классификация по форме сырья:
① Экструзия резины высокой консистенции (HCR): HCR, также известная как термоотверждаемая резина, является наиболее распространенным материалом для экструзии силикона. Он имеет очень высокую вязкость, напоминающую густую пасту или тесто. Обычно он поставляется в виде бревен или полос и подается в экструдер с загрузочной мельницы.
② Экструзия жидкой силиконовой резины (LSR): Хотя LSR преимущественно используется в литье под давлением, существуют и специализированные процессы экструзии. LSR имеет гораздо более низкую вязкость и представляет собой двухкомпонентную систему (компоненты А и В), которые закачиваются, смешиваются и затем подаются непосредственно в экструдер. Этот метод менее распространен, но может быть полезен для сложных, высокоточных профилей.
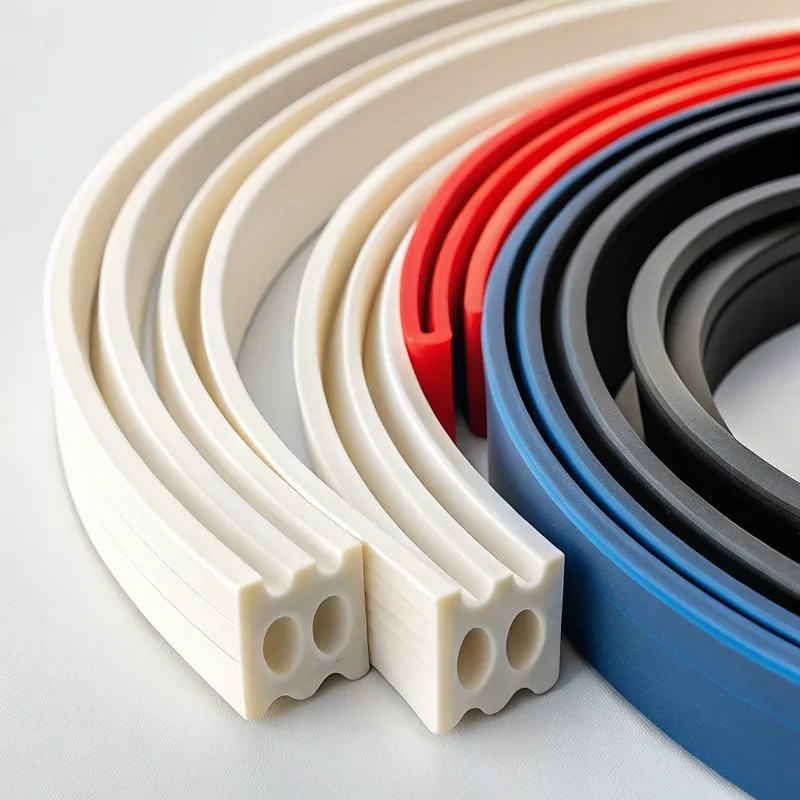
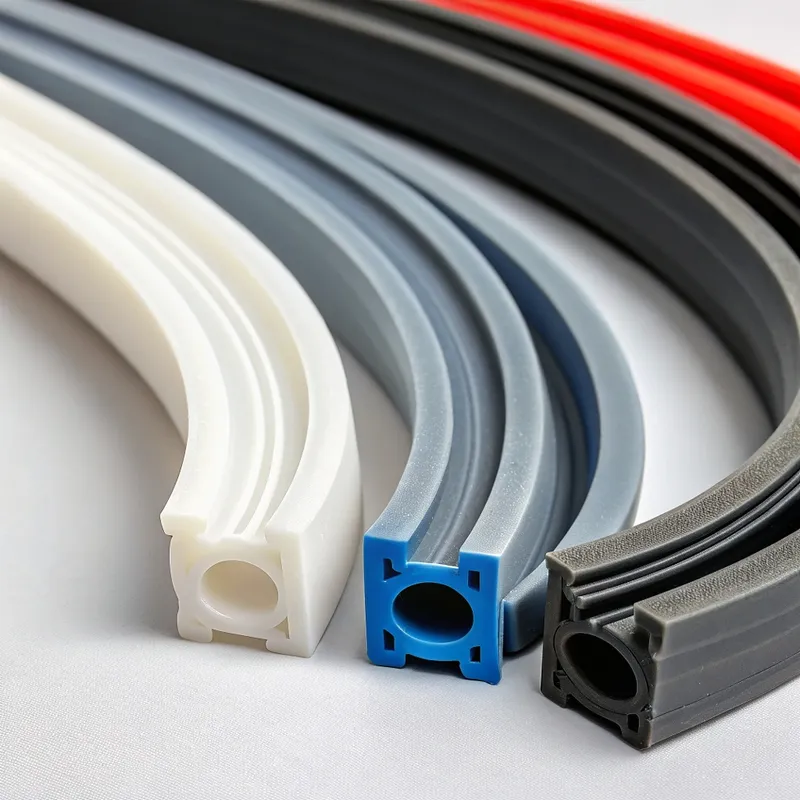
3. Классификация по форме продукта:
① Силиконовые трубки и шланги: Полые профили, используемые для передачи жидкости, воздуха или электрических проводов.
② Силиконовые прочные шнуры: Твердые круглые профили, используемые для уплотнения (запас кольцевого корда).
③ Силиконовые профили и формы: Нестандартные, сложные сечения, такие как P-образные полосы, D-образные уплотнения, U-образные каналы и другие нестандартные прокладки.
④ Силиконовые полоски и листы: Плоские прямоугольные профили, которые можно резать по длине или поставлять в непрерывных рулонах.

Типичные сценарии применения и примеры использования
Уникальные свойства силикона делают его экструдированные продукты незаменимыми во многих отраслях промышленности.
① Медицина и здравоохранение: Благодаря своей биосовместимости, возможности стерилизации (автоклав, EtO, гамма) и инертности силикон является основным материалом для изготовления катетеров, дренажных трубок, трубок перистальтических насосов и уплотнений для медицинского оборудования.
② Продукты питания, напитки и молочные продукты: Силиконовые трубки, соответствующие требованиям FDA, широко используются для передачи жидкостей в пищевой промышленности, при розливе напитков и в молочной отрасли. Она не придает вкуса и запаха и выдерживает высокотемпературные циклы очистки (CIP/SIP).

③ Аэрокосмическая и автомобильная промышленность: Экструдированные силиконовые уплотнители, прокладки и шланги очень важны для работы в условиях экстремальных температур. Они используются для уплотнений дверей и окон, прокладок моторного отсека, изоляции проводов и кабелей, а также шлангов для перекачки жидкостей, устойчивых к воздействию тепла, озона и ультрафиолетового излучения.
④ Электроника: Превосходные диэлектрические свойства силикона делают его идеальным для изоляции высоковольтных проводов и кабелей. Он также используется для создания защитных прокладок и уплотнений для электронных корпусов, защищающих их от влаги и пыли (рейтинг IP).
⑤ Строительство и архитектура: Силиконовые уплотнители, компенсаторы и уплотнители остекления обеспечивают долговечную и устойчивую к атмосферным воздействиям герметизацию окон, дверей и навесных систем.
⑥ Промышленное оборудование: Используется для изготовления прочных уплотнений, прокладок и трубок в широком спектре промышленного оборудования, обеспечивая надежную работу при высоких температурах и химическом воздействии.
Каковы преимущества экструзии силикона?
Экструзия силикона - это мощное сочетание свойств материала и эффективности производства.
① Исключительная термостойкость: Силикон сохраняет свою гибкость и целостность в широком диапазоне температур, обычно от -60°C до +230°C (от -75°F до +450°F), а специальные сорта - и того больше.
② Отличная устойчивость к воздействию окружающей среды: Он обладает превосходной устойчивостью к озону, ультрафиолетовому излучению и общим атмосферным воздействиям, что делает его идеальным для наружного применения без растрескивания и разрушения.
③ Биосовместимость и чистота: Силиконы медицинского и пищевого класса нетоксичны, гипоаллергенны и не поддерживают рост микроорганизмов, что делает их безопасными для чувствительных областей применения.
④ Химическая инертность: Силикон устойчив ко многим химическим веществам, воде и маслам, но имеет слабые стороны по отношению к некоторым растворителям и сильным кислотам.
⑤ Превосходная гибкость и эластичность: Он имеет низкую степень сжатия, что означает, что его можно многократно сжимать и он будет возвращаться к своей первоначальной форме, что очень важно для эффективного уплотнения.
⑥ Электрическая изоляция: Силикон является фантастическим электроизолятором, что делает его основным выбором для оболочки проводов и кабелей.
⑦ Высокий уровень персонализации: Процесс экструзии позволяет эффективно производить сложные нестандартные профили и широкую цветовую гамму.

Каковы недостатки и ограничения силиконовой экструзии?
Ни один процесс не является идеальным. Важно знать об ограничениях силиконовой экструзии.
① Низкая механическая прочность: По сравнению со многими органическими резинами (например, EPDM или неопреном) стандартный силикон обладает меньшей прочностью на растяжение, разрыв и устойчивостью к истиранию. Он не подходит для динамических применений, связанных с высоким трением или физическим воздействием.
② Более высокая стоимость материалов: Силиконовое сырье, как правило, дороже, чем каучуки, что может повлиять на экономическую эффективность для некритичных применений.
③ Восприимчивость к определенным жидкостям: Силикон набухает и разрушается под воздействием некоторых видов топлива, масел и растворителей на основе углеводородов. Выбор материала должен быть тщательно согласован с химической средой.
④ Проблемы обработки: Липкая" природа неотвержденного силикона может иногда приводить к трудностям в обращении и обработке. Кроме того, он требует чистых производственных условий, поскольку может притягивать пыль и загрязнения.
⑤ Постоянное ограничение поперечного сечения: Экструзия по своей природе ограничена производством деталей с одинаковым поперечным сечением по всей длине. Такие особенности, как подрезы, различная толщина стенок или интегрированные соединители, невозможны только с помощью этого процесса.
Сравнение с альтернативными технологиями
| Технология | Основные сильные стороны | Лучшее для | Основные слабые стороны |
|---|---|---|---|
| Экструзия силикона | Отличная термическая/окружающая устойчивость, биосовместимость, непрерывное производство. | Уплотнения, прокладки, трубки и профили постоянного сечения. | Более низкая износостойкость, ограничение на 2D-профили, более высокая стоимость материала. |
| Экструзия полиэтилена | Низкая стоимость, хорошая износостойкость, возможность вторичной переработки (термопластик). | Автомобильные уплотнения, потребительские товары и области применения, где экстремальное тепло не является фактором. | Значительно меньший температурный диапазон, меньшая эластичность (более высокая степень сжатия). |
| Литье силикона под давлением | Создает сложные 3D-детали, обладает высокой точностью, отлично подходит для литья под давлением. | 3D-компоненты, такие как кнопки, клавиатуры, сложные уплотнения и детали медицинского оборудования. | Более высокая стоимость оснастки, не непрерывный процесс, ограничения по размеру деталей. |
Экструзионное формование силиконовой резины: Исчерпывающее руководство
Освойте процесс экструзионного формования силиконовой резины. Наше экспертное руководство охватывает ключевые принципы, области применения, лучшие практики проектирования и решения распространенных проблем.
Полное руководство по экструзионному формованию силиконовой резины
Основные характеристики и свойства экструдированного силикона
При выборе деталей из экструдированного силикона инженеры ориентируются на эти критические показатели эффективности:
① Твердость (Дюрометр): Измеряется по шкале Shore A и указывает на устойчивость материала к вдавливанию. Типичные значения для экструзии варьируются от 20 (очень мягкая) до 80 (твердая) по Шору А.

② Прочность на разрыв: Максимальное напряжение, которое материал может выдержать при растяжении до разрыва, измеряется в PSI или МПа.
③ Удлинение при разрыве: Процентное увеличение длины, которого может достичь материал, прежде чем он порвется. Это показатель его "растяжимости".
④ Прочность на разрыв: Сопротивление материала распространению разрыва, критическое свойство для уплотнений, которые могут растягиваться на острых углах.
⑤ Набор для сжатия: Измеряет способность материала возвращаться к своей первоначальной толщине после длительного воздействия сжимающего напряжения при определенной температуре. Низкий предел сжатия необходим для надежной и долговременной герметизации.
⑥ Диэлектрическая прочность: Максимальное электрическое поле, которое может выдержать материал без разрушения, измеряется в вольтах на мил (В/мил).
Основной процесс экструзионного формования силикона
Путь от сырой смеси до готового продукта включает в себя несколько отдельных, тщательно контролируемых этапов.
Этап 1: Подготовка материалов и составление композиций:
Процесс начинается с получения базового силиконового полимера (HCR). Он помещается на двухвалковую мельницу, где к нему примешиваются добавки. Это могут быть пигменты для придания цвета, наполнители (например, фумированный диоксид кремния) для улучшения механических свойств и катализатор (пероксид или платина) для отверждения. Смесь тщательно перемешивается для обеспечения однородности, а затем формируется в непрерывные полосы или бревна, готовые для экструдера.
Стадия 2: кормление:
Подготовленная силиконовая лента подается в бункер экструдера. В случае HCR ролики часто помогают протолкнуть липкий материал в ствол экструдера.
Стадия 3: Экструзия:
Внутри нагретой бочки вращающийся шнек подает силикон вперед. Механическое воздействие шнека и нагрев бочки приводят к размягчению материала и созданию давления. Под этим давлением гомогенизированный силиконовый компаунд проходит через небольшое отверстие фильеры, которая с высокой точностью обрабатывается до требуемого конечного сечения детали.
Этап 4: отверждение (вулканизация):
Когда профиль выходит из штампа, он еще находится в мягком, неотвержденном состоянии. Он сразу же попадает в туннель или печь для отверждения. Наиболее распространенными методами являются:
① Туннель для вулканизации горячим воздухом (HAV): Профиль проходит по конвейерной ленте через длинную печь, где горячий воздух, обычно при температуре 200-450°C, отверждает силикон. Это наиболее широко используемый метод.
② Инфракрасный (ИК) туннель: Высокоинтенсивные инфракрасные лампы обеспечивают быструю и эффективную передачу тепла, что часто приводит к увеличению скорости линии.
③ Солевая ванна для вяления: Экструдат проходит через ванну с расплавленной солью. Это обеспечивает очень быструю и равномерную теплопередачу, но сегодня применяется реже из-за соображений экологии и безопасности.
Этап 5: После отверждения (необязательно, но рекомендуется):
После первичного отверждения некоторые детали, особенно изготовленные с использованием пероксидных систем или для ответственных применений, проходят цикл последующего отверждения. Детали помещают в печь периодического действия на несколько часов (например, на 4 часа при 200°C) для удаления летучих побочных продуктов и дальнейшей стабилизации физических свойств материала, особенно набора прочности при сжатии.
Этап 6: Охлаждение, резка и отделка:
Отвержденный профиль охлаждается, часто воздухом или водяной баней. Затем он может быть разрезан на отрезки определенной длины с помощью поточных ножей, намотан на катушки или подвергнут вторичным операциям, таким как печать, нанесение клея или сращивание для формирования уплотнительных колец.

Ключевые параметры и факторы, влияющие на процесс
Управление процессом экструзии - это тонкий баланс множества переменных.
① Скорость вращения винта (об/мин): Непосредственно влияет на производительность. Более высокая скорость увеличивает производительность, но при этом может выделять чрезмерное количество тепла при сдвиге, что может привести к преждевременному отверждению (задиру) в стволе.
② Температура ствола и матрицы: Необходимо тщательно контролировать, чтобы силикон оставался достаточно податливым и не запускал реакцию полимеризации в экструдере.
③ Дизайн штампа: Геометрия штампа имеет решающее значение. Она должна быть спроектирована таким образом, чтобы компенсировать погибнуть-склонность экструдата к расширению после выхода из фильеры. Это требует опыта и зачастую нескольких итераций.
④ Температура и время затвердевания: Они должны быть достаточными для достижения полного отверждения по всему сечению детали. Недостаточное отверждение приводит к слабому, липкому продукту, а чрезмерный нагрев может вызвать деструкцию. Время регулируется длиной печи и скоростью линии.
⑤ Скорость линии: Скорость конвейерной ленты должна быть синхронизирована с производительностью экструдера, чтобы предотвратить растяжение или провисание профиля, что приведет к искажению его размеров.
Руководство по проектированию и лучшие практики для силиконовых экструзий
Следование этим принципам проектирования приведет к созданию более производительных и экономически эффективных деталей.
① Упростите профиль: Чем проще поперечное сечение, тем легче контролировать размеры и тем ниже стоимость инструмента. Избегайте излишне сложных элементов.
② Поддерживайте равномерную толщину стенок: Резкие колебания толщины стенок могут привести к неравномерному отверждению, деформации и нестабильности размеров. Стремитесь к однородности везде, где это возможно.
③ Включайте щедрые радиусы: Избегайте острых внутренних и внешних углов. Острые углы являются точками концентрации напряжения, и их трудно заполнить полностью и последовательно во время экструзии. Рекомендуется радиус не менее 0,5 мм (0,020″).
④ Избегайте полых секций с тонкими стенками: Тонкостенные полые секции склонны к разрушению или деформации до полного затвердевания. Если необходимо сделать углубление, убедитесь, что стенки достаточно прочны, чтобы выдержать нагрузку.
⑤ Понимайте и указывайте допуски: Стандартные отраслевые допуски для силиконовых экструзий обычно определяются Ассоциацией производителей резиновых изделий (ARPM) в ее Справочнике по резине (класс 2 для прецизионных изделий, класс 3 для коммерческих). Указывайте самые жесткие допуски только в случае необходимости, так как это увеличивает стоимость.
⑥ Четко определите технические характеристики материала: Не просите просто "силикон". Укажите твердость (дюрометр), цвет, требования к соответствию (например, FDA 21 CFR 177.2600, USP Class VI) и любые критические эксплуатационные свойства, такие как набор компрессии или температурный диапазон.
Распространенные проблемы при экструзии силикона и способы их решения
| Проблема | Потенциальные причины | Решения |
|---|---|---|
| Разбухание штампа / Неправильные размеры | Конструкция штампа не учитывает расширение материала. Несоответствующая партия материала. Неправильная скорость линии или производительность экструдера. | Изменение размеров отверстий пресс-формы. Предварительное тестирование и сертификация партий материала. Синхронизация скорости линии и числа оборотов шнека. |
| Пористость (пузырьки в части) | Влажность в сырье. Захват воздуха при подаче. Слишком высокая температура затвердевания, вызывающая кипение летучих веществ. | Тщательно высушите состав перед использованием. Обеспечьте правильную технику подачи. Уменьшите температуру печи полимеризации. |
| Дефекты поверхности (шероховатость, питтинг) | Загрязнения в компаунде. Скорч (преждевременное отверждение) в экструдере. Поверхность фильеры повреждена или загрязнена. | Используйте чистые помещения для приготовления компаундов. Понизьте температуру бочки. Регулярно очищайте и полируйте матрицу. |
| Неполное отверждение (липкая поверхность) | Недостаточное время или температура затвердевания. Скорость линии слишком высока для печи. Неправильное соотношение катализаторов. | Уменьшите скорость линии. Увеличьте температуру печи. Проверьте записи о рецептуре материала. Выполните пост-отверждение. |
| Искажение или деформация | Неравномерное охлаждение. Неравномерная толщина стенок. Неправильная поддержка профиля при выходе из матрицы. | Оптимизируйте систему охлаждения (воздушные струи, водяная баня). Перепроектируйте деталь для получения равномерных стенок. Отрегулируйте высоту конвейера и опорные ролики. |
Связанные технологии и концепции
1. Процесс переработки - силиконовые компаунды:
Это критически важный первый этап, на котором базовые силиконовые полимеры смешиваются с наполнителями, добавками и катализаторами для создания конкретного сорта HCR, необходимого для конкретного применения. Качество конечной экструдированной детали в значительной степени зависит от качества и последовательности процесса компаундирования.
2. Процесс переработки - изготовление и сборка:
Экструдированные профили редко являются конечным продуктом. К последующим процессам относятся:
① Сплайсинг: Отрежьте экструдированный шнур по длине и скрепите концы вместе, чтобы создать индивидуальное уплотнительное кольцо.
② Нанесение клея: Нанесение чувствительной к давлению клейкой ленты (PSA) на одну сторону профиля для облегчения монтажа.
③ Печать и маркировка: Добавление на поверхность номеров деталей, логотипов или меток выравнивания.
3. Соэкструзия:
Более продвинутый процесс, при котором два или более экструдеров подают различные материалы (например, силикон разных цветов или твердости) в одну фильеру для создания интегрированного профиля из нескольких материалов. Например, уплотнитель может иметь жесткое основание для крепления и мягкую колбу для уплотнения.
4. Литье силикона под давлением:
Как уже говорилось, это дополнительный процесс, используемый для создания сложных трехмерных силиконовых деталей. Его часто выбирают для компонентов, которые невозможно изготовить с постоянным сечением.
5. Силиконовое компрессионное формование:
Самый старый метод формования силикона. Предварительно взвешенная порция материала помещается в нагретую полость формы, и форма закрывается под давлением, заставляя материал заполнить полость и затвердеть. Этот метод подходит для производства небольших и средних объемов деталей, например прокладок и накладок.


How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

