 Перейти к содержанию
Перейти к содержанию 
Компрессионное формование силиконовой резины Insights
Освойте технику компрессионного формования силиконовой резины, чтобы создавать прочные и высококачественные изделия. Изучите советы и преимущества процесса. Узнайте больше уже сегодня!

Полное руководство по компрессионному формованию силиконовой резины
Что такое компрессионное формование силиконовой резины?
Компрессионное формование силиконовой резины - это термореактивный производственный процесс, используемый для создания трехмерных деталей из силиконовой резины. Основной принцип заключается в помещении точно взвешенной и сформированной предварительной формы из неотвержденной силиконовой резины высокой консистенции (HCR) в нагретую полость пресс-формы. Затем гидравлический пресс закрывает форму, создавая огромное давление (обычно от 1 000 до 2 000 PSI). Это давление заставляет податливый силикон течь и заполнять каждую деталь полости формы.
Сочетание длительного нагрева и давления запускает химическую реакцию, называемую вулканизацией или отверждением. Этот необратимый процесс скрепляет полимерные цепи внутри силикона, превращая его из податливого, похожего на тесто материала в твердую, стабильную и эластичную резиновую деталь. По истечении заданного времени вулканизации пресс открывается, и готовая деталь выбрасывается наружу.
Классификация и типы компрессионного формования
Несмотря на то, что основной принцип остается неизменным, компрессионное формование можно классифицировать по нескольким признакам, что позволяет адаптировать его к различным производственным потребностям.
1. Классификация по вариациям процесса:
Стандартное компрессионное формование: Наиболее распространенный тип, как описано выше, когда предварительная форма помещается непосредственно в основную полость пресс-формы.
Трансферное формование: Тесно связанный процесс, при котором предварительная форма помещается в отдельную камеру ("горшок") над полостью формы. Плунжер выталкивает нагретый материал через каналы ("шпуры" и "бегунки") в закрытую полость. Этот способ часто используется для изготовления более сложных деталей или вставок для овермолдинга, поскольку он обеспечивает лучший контроль над потоком материала и уменьшает количество вспышек.
Компрессионно-литьевое формование: Гибридный метод, сочетающий в себе особенности компрессионного и литьевого формования, обычно используется для специальных крупносерийных изделий, требующих точности.
2. Классификация по форме материала:
Перед формованием сырой силиконовый материал подготавливается в различных формах:
Предварительные формы: Наиболее распространенный метод, при котором неотвержденный силиконовый компаунд разрезается, экструдируется или формуется в определенную форму и вес (например, шайба, полоса или лист) для приблизительного определения объема конечной детали.
Насыпной состав: В некоторых случаях отмеренное количество сырого, неформованного силиконового компаунда помещается непосредственно в форму.
3. Классификация по уровню автоматизации:
Ручной/полуавтоматический: Оператор отвечает за загрузку предварительной формы, запуск цикла прессования и ручное удаление готовой детали и всех сопутствующих вспышек. Это характерно для малосерийных производств и крупных деталей.
Полностью автоматический: Роботизированные системы выполняют загрузку материала, выталкивание деталей, а иногда и снятие прошивки, что делает их пригодными для крупносерийного производства небольших деталей.
Типичные сценарии применения и примеры использования
Сочетание свойств силикона и экономичности компрессионного формования делает его основным материалом во многих отраслях.
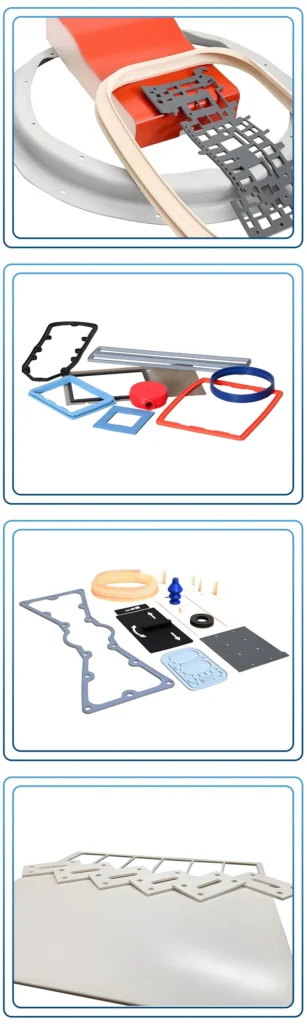
① Автомобильная промышленность: Необходим для создания прочных уплотнений, прокладок и кольцевых прокладок, которые должны выдерживать экстремальные температуры, моторные жидкости и постоянную вибрацию. В качестве примера можно привести прокладки клапанной крышки, башмаки свечей зажигания и виброгасящие втулки.
② Медицина и здравоохранение: Биосовместимость медицинского силикона имеет ключевое значение. Компрессионное формование используется для изготовления хирургических ковриков, многоразовых дыхательных масок, диафрагм для медицинских насосов, пробок для флаконов и уплотнений для диагностического оборудования.
③ Потребительские товары: Широко используется для изготовления гибких, прочных и безопасных для пищевых продуктов изделий. Среди распространенных примеров - силиконовая посуда для выпечки, шпатели, лотки для кубиков льда, гибкие ремешки для часов и защитные чехлы для электроники.
④ Электроника и электротехника: Превосходные диэлектрические свойства силикона делают его идеальным материалом для электрических изоляторов, уплотнений разъемов и прокладок для наружных корпусов, защищающих чувствительную электронику от влаги и пыли. Токопроводящие силиконовые клавиатуры также находят широкое применение.
⑤ Промышленность и аэрокосмическая отрасль: Используется в тяжелых условиях эксплуатации, где требуются высокопроизводительные уплотнения, мембраны насосов, промышленные прокладки и крепления для амортизаторов, которые надежно работают в жестких условиях эксплуатации.

Сравнение преимуществ и недостатков
В каждом производственном процессе есть компромиссы. Здесь представлен взвешенный анализ компрессионного формования силикона.
1. Ключевые преимущества:
① Низкие затраты на оснастку: Пресс-формы для компрессионного формования имеют более простую конструкцию по сравнению с пресс-формами для литья под давлением. Они не требуют сложных систем бегунков и затворов, что значительно снижает первоначальные инвестиции в оснастку. Это делает их весьма привлекательными для создания прототипов и мало- и среднесерийного производства.
② Идеально подходит для крупных и объемных деталей: Этот процесс отлично подходит для производства крупноформатных деталей, таких как большие прокладки или маты, которые было бы непомерно сложно или дорого создавать с помощью литья под давлением.
③ Отличная универсальность материала: Он идеально подходит для высококонсистентной резины (HCR), которая имеет очень высокую вязкость (консистенция, похожая на шпатлевку). Непосредственное размещение материала в пресс-форме сводит к минимуму напряжение и деградацию, сохраняя свойства материала.
④ Минимальные материальные отходы (от бегунов): Так как материал помещается непосредственно в полость, нет никаких шпренгелей или бегунков, которые являются основным источником отходов при литье под давлением. Хотя при этом образуются вспышки, часто отходы материала в целом меньше.
⑤ Экономичность при малых и средних объемах: Сочетание более низкой стоимости оснастки и простоты настройки делает его наиболее экономичным выбором для серийного производства, которое не оправдывает высокую стоимость инструментов для литья под давлением.
2. Основные недостатки:
① Более длительное время цикла: Процесс отверждения является самым трудоемким этапом и может занимать несколько минут на цикл, в зависимости от толщины детали. Это значительно медленнее, чем литье под давлением LSR, время цикла которого измеряется секундами.
② Более высокие затраты на рабочую силу: Этот процесс часто является трудоемким, требующим ручной загрузки предварительных форм, деформовки деталей и вторичной операции дефлештинга. Это может привести к увеличению стоимости каждой детали при больших объемах производства.
③ Ограниченная геометрическая сложность: Не подходит для деталей с очень сложными деталями, тонкими стенками или сложными вырезами. Высоковязкий материал не так легко проникает в микрорельеф, как жидкая силиконовая резина.
④ Генерация вспышек: Практически невозможно избежать образования флэша - тонкой пленки избыточного материала, которая выдавливается на линии разъема пресс-формы. Эта вспышка должна быть удалена в ходе дополнительной операции (обрезка или криогенное удаление вспышки), что увеличивает время и затраты.
⑤ Согласованность между частями: В значительной степени зависит от точности установки предварительной формы оператором. Отклонения в размещении могут привести к незначительным несоответствиям в толщине стенок или размерах деталей по сравнению с высокой повторяемостью литья под давлением.

3. Сравнение с литьем под давлением жидкого силиконового каучука (LSR):
| Характеристика | Компрессионное формование силикона | Жидкая силиконовая резина (LSR) для литья под давлением |
|---|---|---|
| Используемый материал | Высококонсистентная резина (HCR/HTV) | Жидкая силиконовая резина (LSR) |
| Стоимость оснастки | Низкий | Высокий |
| Время цикла | Длинный (минуты) | Быстрый (секунды) |
| Объем производства | Идеально подходит для Низкий и средний Объем | Идеально подходит для Высокий Объем |
| Сложность деталей | Хорошо подходит для простых и умеренно сложных деталей | Превосходно подходит для сложных деталей с мелким рисунком |
| Стоимость труда | Высокий (часто вручную) | Низкий (высокая степень автоматизации) |
| Вспышка | Значительный, требует обрезки | Минимальное или полное отсутствие вспышек благодаря прецизионным инструментам |
| Лучшее для | Крупные детали, прототипы, недорогая оснастка | Мелкие и средние детали, жесткие допуски, крупносерийное производство |
Основные характеристики и свойства силикона для компрессионного формования
Детали, изготовленные методом компрессионного формования, наследуют выдающиеся свойства силиконовой резины, используемой при высокотемпературной вулканизации (HTV).
① Исключительная термостабильность: Стандартные марки надежно работают в широком диапазоне температур, как правило, от -55°C до +230°C (от -67°F до +446°F). Специальные марки могут расширить эти границы еще больше.
② Отличная устойчивость к воздействию окружающей среды и химических веществ: Силикон обладает высокой устойчивостью к озону, ультрафиолетовому излучению, влаге и атмосферным воздействиям, что делает его идеальным для наружного применения. Он также устойчив ко многим маслам, растворителям и химическим веществам, хотя всегда следует проверять его совместимость.

③ Превосходная биосовместимость: Силиконы медицинского класса нетоксичны, гипоаллергенны и не поддерживают рост микроорганизмов. Они могут быть стерилизованы различными методами (автоклав, EtO, гамма-излучение) и сертифицированы для контакта с кожей (USP Class VI) и даже для имплантации.
④ Высокая электрическая изоляция: Силиконовая резина обладает высокой диэлектрической прочностью и объемным сопротивлением, что делает ее лучшим выбором для электрических изоляторов и соединителей.
⑤ Настраиваемые свойства: В базовый силикон могут быть введены добавки для достижения определенных свойств, таких как повышенная огнестойкость (UL 94 V-0), электропроводность (за счет добавления углерода или металлических частиц) или широкий спектр цветов.
⑥ Механическая прочность: Силикон обладает отличным балансом прочности на растяжение, удлинение и сопротивление разрыву. Он очень гибкий и обладает отличной устойчивостью к сжатию, то есть возвращается к своей первоначальной форме после сжатия. Твердость может быть указана в широком диапазоне, обычно от 20 до 80 дюрометров по Шору А.
Рабочий процесс основных процессов: Пошаговая разбивка
Процесс компрессионного формования - это систематический рабочий процесс, который должен точно контролироваться для обеспечения качества и повторяемости.
① Составление и подготовка материалов: Процесс начинается с получения сырой силиконовой резинки HTV. Она смешивается с отвердителем (обычно катализатором на основе перекиси), армирующими наполнителями (например, фумированным диоксидом кремния), пигментами для придания цвета и любыми другими необходимыми добавками в двухвалковой мельнице или внутреннем смесителе. Затем конечный состав перерабатывается в предварительную форму определенной формы и точного веса.
② Подготовка формы: Стальную форму тщательно очищают, чтобы удалить остатки предыдущих циклов. На поверхности полостей часто наносится разделительный агент, чтобы предотвратить прилипание затвердевшей детали и облегчить ее извлечение из формы.
③ Нагрев плесени: Обе половины пресс-формы нагреваются до точной и равномерной температуры, обычно от 150 до 200°C (от 300 до 392°F). Эта температура является критической для начала и эффективного завершения процесса вулканизации.
④ Загрузка силиконовой предварительной формы: При открытом прессе оператор аккуратно помещает предварительно взвешенную силиконовую преформу в нижнюю половину нагретой полости формы. Размещение является стратегически важным для того, чтобы при закрытии формы материал заполнил все области и вытеснил воздух через вентиляционные отверстия.
⑤ Закрытие и сжатие формы: Гидравлический пресс закрывается, соединяя две половинки формы вместе. Прикладывается высокое давление, заставляя размягченный силикон течь и соответствовать форме полости.
⑥ Отверждение (вулканизация): Деталь выдерживается под теплом и давлением в течение заранее определенного времени отверждения. Это время может составлять от 1 до 10 с лишним минут, в зависимости от толщины детали, состава силикона и температуры формы. На этом этапе происходит реакция термореакции, в результате которой деталь окончательно принимает свою форму.
⑦ Снятие формовки: После завершения цикла отверждения пресс открывается. Затем оператор аккуратно извлекает готовую деталь из пресс-формы. Это можно сделать вручную или с помощью струи сжатого воздуха или механических выталкивающих штифтов, встроенных в пресс-форму.
⑧ Постобработка: Деталь редко бывает готовой прямо из пресс-формы.
- Мигание: Избыток вспышки вокруг линии раздела обрезается вручную с помощью лезвия, путем криогенного обезжиривания (замораживание деталей, чтобы сделать вспышку хрупкой) или с помощью прецизионной высечки.
- После отверждения: Многие детали с высокими эксплуатационными характеристиками подвергаются вторичной обработке после отверждения. Их помещают в печь с циркуляцией горячего воздуха на несколько часов (например, на 4 часа при 200°C) для удаления остаточных побочных продуктов пероксидного отверждения, а также для стабилизации и улучшения конечных физических свойств материала.

Компрессионное формование силиконовой резины: Исчерпывающее руководство
Ознакомьтесь с полным процессом компрессионного формования силиконовой резины в нашем подробном руководстве.

Полное руководство по компрессионному формованию силиконовой резины
Ключевые соображения при проектировании и производстве
Успех компрессионного формования зависит от внимательного отношения к нескольким важнейшим факторам.
① Выбор материала: Это первое и самое важное решение. Выбор марки силикона должен основываться на требованиях к твердости (дюрометр), температурному диапазону, химической стойкости, цвету и любым специальным сертификатам (например, FDA, USP Class VI).

② Проектирование и контроль предварительных форм: Вес предварительной формы должен быть очень точным. Слишком малое количество материала приводит к "короткому выстрелу" (неполной детали), а слишком большое количество материала создает чрезмерную, трудноудаляемую вспышку. Форма и расположение предварительной формы также имеют решающее значение для обеспечения правильного потока материала и предотвращения захвата воздуха.
③ Управление параметрами процесса: Для достижения стабильных результатов "железный треугольник" температуры, давления и времени должен строго контролироваться и оптимизироваться для каждого конкретного сочетания деталей и материалов.
④ Проектирование и конструирование пресс-форм: Хорошо спроектированная пресс-форма имеет большое значение. Ключевыми элементами конструкции являются расположение линии разъема, наличие достаточных углов вытяжки для легкого извлечения деталей, эффективные вентиляционные отверстия для выхода воздуха, а также качество инструментальной стали и отделки поверхности.
Лучшие практики разработки и внедрения
Соблюдение установленных принципов проектирования производства (DFM) при компрессионном формовании позволяет предотвратить дорогостоящие ошибки и повысить качество конечных деталей.
Лучшие практики проектирования деталей:
① Поддерживайте равномерную толщину стенок: Резкие колебания толщины стенок могут привести к неравномерному затвердеванию, внутренним напряжениям и возможному короблению. Стремитесь к максимально равномерной толщине.
② Включайте филе большого радиуса: Острые внутренние углы являются точками концентрации напряжений и могут препятствовать течению материала. Используйте закругленные углы и галтели для повышения прочности и заполнения формы.
③ Используйте адекватные углы наклона: Угол осадки - это небольшое сужение вертикальных стенок. Обычно рекомендуется осадка от 1 до 3 градусов, чтобы деталь можно было извлечь из формы без повреждений.
④ Спланируйте линию расставания: В месте соединения двух половин пресс-формы (линия разъема) всегда остается след от свидетеля, и именно там образуется вспышка. Расположите его на некритичной или менее заметной поверхности детали.
⑤ Укажите реалистичные допуски: Компрессионное формование менее точно, чем литье под давлением. Чтобы избежать лишних затрат, поймите его ограничения и укажите допустимые для данного процесса допуски.

Общие проблемы и решения в производстве
Даже с хорошо спроектированной деталью в процессе производства могут возникнуть проблемы. Ниже перечислены распространенные проблемы и шаги по их устранению.
| Проблема | Потенциальные причины | Решения и стратегии смягчения последствий |
|---|---|---|
| Короткие снимки / неполные кадры (Неполная часть) | - Недостаточное количество материала (неполный вес предварительной формы) - Преждевременное затвердевание (обгорание) - Задержанный воздух, препятствующий движению материала - Недостаточное давление формования | - Проверьте вес предварительной формы; при необходимости увеличьте его. - Оптимизируйте размещение предварительных форм для лучшего потока. - Немного снизьте температуру формы или уменьшите время до подачи давления. - Проверьте и очистите вентиляционные отверстия от плесени; при необходимости добавьте вентиляционные отверстия. |
| Чрезмерная вспышка | - Слишком много материала (избыточная предварительная форма) - Недостаточное усилие зажима пресса - Изношенные или поврежденные поверхности линии разъема пресс-формы - Слишком высокая температура пресс-формы, что слишком сильно снижает вязкость | - Уменьшите вес предварительной формы до заданного значения. - Увеличьте давление прижима пресса. - Осмотрите пресс-форму на предмет износа и выполните техническое обслуживание/ремонт. - Немного снизьте температуру формы. |
| Воздушные ловушки / пустоты / пористость | - Неправильное размещение предварительной формы задерживает воздух - Недостаточные или засоренные вентиляционные отверстия для плесени - Влага в силиконовом компаунде - Отверждение материала до выхода воздуха | - Измените предварительную форму или ее положение в пресс-форме. - В начале цикла "подпрыгивайте" (быстро открывайте и закрывайте пресс), чтобы выпустить воздух. - Убедитесь, что вентиляционные отверстия чистые и правильно подобраны. - При подозрении на влажность предварительно нагрейте или высушите материал. |
| Волдыри или пузыри на поверхности деталей | - Недостаточное отверждение (газы продолжают образовываться в процессе формования детали) - Задержанные летучие побочные продукты | - Увеличьте время отверждения или температуру отверждения. - Обеспечьте надлежащий цикл после отверждения. - Улучшите вентиляцию плесени. |
| Часть Придерживаясь формы | - Недостаточный или изношенный разделительный агент для пресс-форм - Неровная или поврежденная поверхность полости пресс-формы - Недостаточное отверждение, оставляющее деталь "липкой" | - Установите постоянный график очистки и повторного нанесения средства для разделения формы. - Отполируйте полость формы до гладкости. - Проверьте параметры отверждения и при необходимости увеличьте время отверждения. |
Помощь в принятии решений: Компрессионное формование против литьевого формования под давлением
Используйте это краткое руководство, чтобы решить, какой процесс лучше подходит для вашего проекта:
1. Выберите силиконовый компрессионный молдинг, если:
① Объем вашего производства небольшой или средний (например, от сотен до нескольких тысяч деталей).
② Ваша деталь большая, толстая или имеет простую или умеренную геометрию.
③ Бюджет на оснастку является основным ограничением.
④ Вы находитесь на стадии создания прототипа или первоначального запуска.
⑤ Необходимый материал - высокопрочный или специализированный состав HTV/HCR.
2. Выбирайте литье под давлением LSR, если:
① Объем вашего производства высок (например, от десятков тысяч до миллионов деталей).
② Ваша деталь имеет небольшие размеры, тонкие стенки или сложную геометрию с замысловатыми деталями.
③ Время цикла и стоимость каждой детали при больших объемах производства являются основными факторами.
④ Вам требуются чрезвычайно жесткие допуски и высокая согласованность между деталями.
⑤ Процесс должен быть полностью автоматизирован с минимальными трудозатратами.
Связанные технологии и концепции
① Литье жидкого силиконового каучука (LSR) под давлением: Как уже говорилось, это основной вариант для больших объемов производства. В нем используется двухкомпонентный жидкий материал, который автоматически смешивается и впрыскивается в пресс-форму, обеспечивая очень быстрые циклы и высокую точность.
② Силиконовый трансферный молдинг: Мост между компрессионным и литьевым формованием. Он обеспечивает лучший контроль, чем стандартное компрессионное формование, и отлично подходит для переливки электронных компонентов или металлических вставок, поскольку материал поступает в форму более мягко.
③ Экструзия силикона: Непрерывный процесс, используемый для создания линейных профилей, таких как трубки, шнуры, ленты и сложные формы поперечного сечения. Силикон продавливается через фильеру для формирования профиля и затем отверждается в потоке.
④ Каландрирование силикона: Процесс производства непрерывных листов силиконовой резины точной толщины. Силиконовая смесь пропускается через серию нагретых валков, которые прессуют ее в тонкий однородный лист.
⑤ Высококонсистентная резина (HCR): Также известный как силикон HTV (High-Temperature Vulcanizing), это сырье для компрессионного формования. Он обладает высокой вязкостью и консистенцией, похожей на замазку или тесто, что требует использования мельниц или миксеров для обработки. Он отличается от низковязкого, перекачиваемого LSR.
⑥ Вулканизация: Фундаментальный химический процесс, который придает силикону окончательные резиновые свойства. Он может быть инициирован различными системами катализаторов:
⑦ Пероксидное лечение: Распространенная и экономически эффективная система, используемая в компрессионном формовании. Она может оставлять кислые побочные продукты, которые удаляются при последующем отверждении.
⑧ Platinum-Cure (Addition-Cure): Более чистая система, не производящая побочных продуктов, часто используется для LSR и высокочистых медицинских приложений. Она более чувствительна к загрязнениям.


Как выбрать правильную скорость впрыска?
Основные выводы – Металлическое литье под давлением (MIM1) сочетает в себе геометрическую сложность пластикового литья под давлением с механическими свойствами кованых или литых металлических деталей, достигая плотности выше 95% от
Крупный план бежевой пластиковой решетчатой структуры с квадратными углублениями и круглым сечением с двумя выступами на плоской поверхности.
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Каковы преимущества использования литья металлов под давлением
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

