 Saltar para o conteúdo
Saltar para o conteúdo 

Prefácio : O processo de produção de molde de injeção de plástico divide-se geralmente em: personalização do cliente, conceção do molde, fabrico do molde, inspeção do molde e molde de ensaio, modificação e reparação do molde e manutenção do molde. Explicaremos cada uma delas a seguir.

Personalização do cliente
O processo de fabrico de moldes de plástico começa com os técnicos de engenharia do cliente a fornecerem ao fabricante de moldes os desenhos do produto. O fabricante de moldes pega nos dados do produto, analisa-os e digere-os de modo a obter os requisitos para o fabrico de peças de plástico. A isto chama-se engenharia do cliente.

Requisitos de produção de peças de plástico
Compreender a utilização, processabilidade, precisão dimensional e outros requisitos técnicos das peças. Por exemplo, quais são os requisitos para a aparência, forma, transparência da cor e desempenho das peças de plástico.
A estrutura geométrica, a inclinação e a inserção das peças moldadas por injeção são razoáveis? O grau admissível de defeitos de moldagem, tais como marcas de soldadura e orifícios de retração. Existe algum pós-processamento, como pintura, galvanoplastia, serigrafia e perfuração?

Verifique se a tolerância de moldagem é menor do que a tolerância das peças de plástico e se as peças de plástico podem ser moldadas de acordo com os requisitos. Além disso, é necessário conhecer os parâmetros do processo de plastificação e moldagem do plástico.
Dados do processo
Compreender os requisitos do método de alimentação de cola, modelo da máquina de cerveja, desempenho do material plástico fundido, tipo de estrutura do molde, etc. O material de moldagem deve ser suficientemente forte para as peças de plástico, fluir bem, ser o mesmo em todo o lado, ser o mesmo em todas as direcções e não mudar quando aquece.
Dependendo da finalidade das peças de plástico e se estas forem trabalhadas mais tarde, o material de moldagem deve ser bom para tingir, colocar metal, ter bom aspeto, ser suficientemente elástico e flexível, ser transparente ou brilhante, colar-se (como no caso do som) ou ser soldado.
Escolha o equipamento de moldagem
Capacidade de injeção, pressão de aperto, pressão de injeção, tamanho da instalação do molde, tamanho e dispositivo de ejeção, diâmetro do orifício do bocal e raio esférico do bocal, tamanho do anel de posicionamento da manga da comporta, espessura máxima e mínima do molde, curso do modelo, etc.

Plano de estrutura de moldes específicos
Molde de duas placas, molde de três placas. Se a estrutura do molde é fiável, se cumpre a tecnologia do processo (como a forma geométrica, o acabamento da superfície e a precisão dimensional, etc.) e os requisitos económicos da produção de peças de plástico (baixo custo da peça, elevada eficiência de produção, funcionamento contínuo do molde, longa vida útil, poupança de mão de obra, etc.).
Conceção de moldes
Classificação de peças plásticas
A classificação de peças de plástico consiste em ordenar uma ou mais peças de plástico de que necessita, com base na forma como as pretende fabricar e no tipo de molde que pretende utilizar.
A classificação das peças de plástico complementa a estrutura do molde e a processabilidade do plástico, e afecta diretamente o processo subsequente de moldagem por injeção. A estrutura do molde correspondente deve ser considerada durante a classificação, e a classificação deve ser ajustada sob a condição de atender a estrutura do molde.
Do processo de moldagem por injeção de plástico A perspetiva, a classificação deve ter em conta: o comprimento do corredor, o desperdício do corredor, a posição da porta, o equilíbrio da entrada de cola, o equilíbrio da pressão da cavidade.
Ao considerar a estrutura do molde, é necessário pensar no seguinte: Se cumpre os requisitos de vedação. Se cumpre os requisitos de espaço da estrutura do molde, tais como a base da pá, a posição da fila, o topo inclinado e outros requisitos de espaço. As peças da estrutura do molde são suficientemente fortes? As várias partes móveis interferem umas com as outras?

A posição da manga evita a posição do orifício de ejeção? Também é necessário pensar nos parafusos, na água de arrefecimento e nos dispositivos ejectores: Preste atenção à influência dos parafusos e ejectores nos orifícios da água de arrefecimento durante a classificação.
A relação entre o comprimento e a largura do molde faz sentido? O molde deve ser tão compacto quanto possível, com uma relação comprimento/largura adequada, e deve também ter em conta os requisitos de instalação da máquina de injeção.

Desenho de Cotação Desenho e Encomenda
O desenho de orçamento é o primeiro plano de projeto do molde e também fornece uma referência para a encomenda de moldes. O desenho de orçamento é uma identificação relativamente detalhada da base do molde, da sua estrutura e do tamanho do material do molde com base na disposição original do molde.
Ao encomendar, é necessário desenhar um diagrama simples da base do molde e preencher o formulário de encomenda com base no desenho da cotação. Ao encomendar, é necessário prestar atenção à seleção de vários materiais de molde de acordo com os vários requisitos do molde.

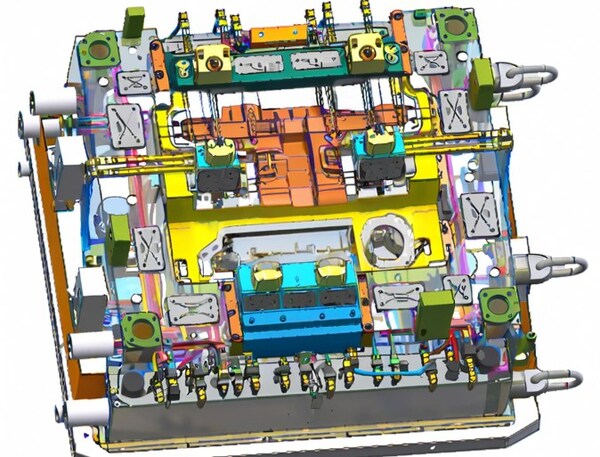
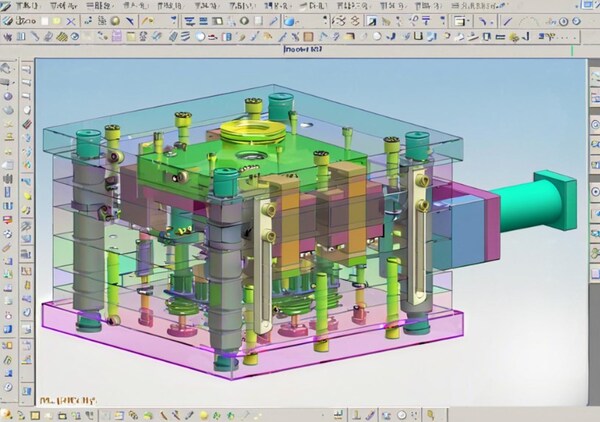
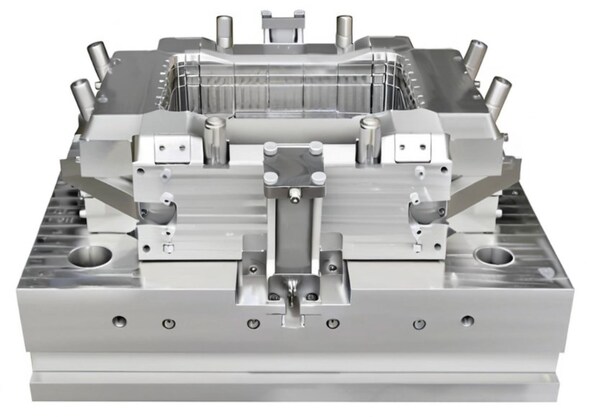
Conceção da estrutura do molde
A estrutura do molde é determinada pelo tipo de máquina de moldagem por injeção e pelas caraterísticas das peças de plástico.
Ao projetar, concentre-se nos seguintes aspectos: especificações técnicas da máquina de moldagem por injeção; desempenho do processo dos plásticos; sistema de vazamento, incluindo canais, portões, etc.; peças de moldagem; peças estruturais normalmente utilizadas; mecanismo de deslizamento; mecanismo de ejeção; controlo da temperatura do molde; escape; materiais do molde.
Ao conceber um molde, é necessário pensar em muitas coisas e escolher uma boa forma que faça com que o molde funcione corretamente.
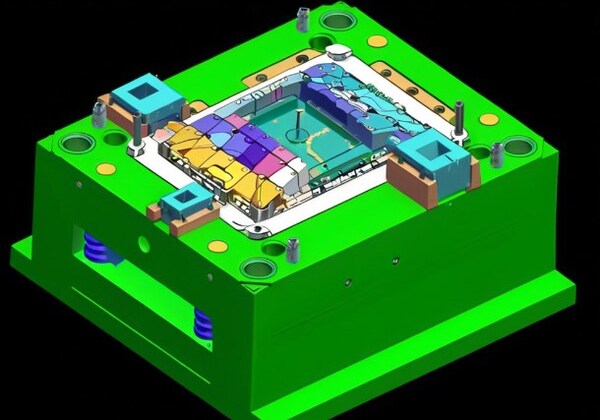
Classificação de peças plásticas
Na fase de conceção 3D, classificamos com base na classificação 2D no início da conceção para uma conceção mais aprofundada.

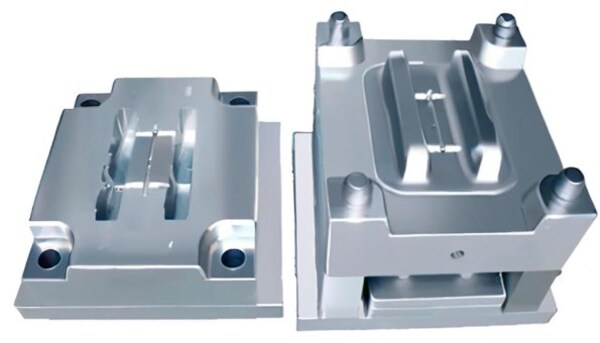
Separação
Escolher a linha de separação correta, considerar a distância de vedação, construir o plano de referência, equilibrar a pressão lateral, aplanar a superfície de contacto do bocal, lidar com o contacto e a penetração de pequenos orifícios, evitar o aço afiado, considerar o aspeto do produto, etc.
Verificação e melhoria da resistência do molde
Para garantir que o molde pode funcionar normalmente, é necessário verificar não só a resistência geral do molde, mas também a resistência da estrutura local do molde.
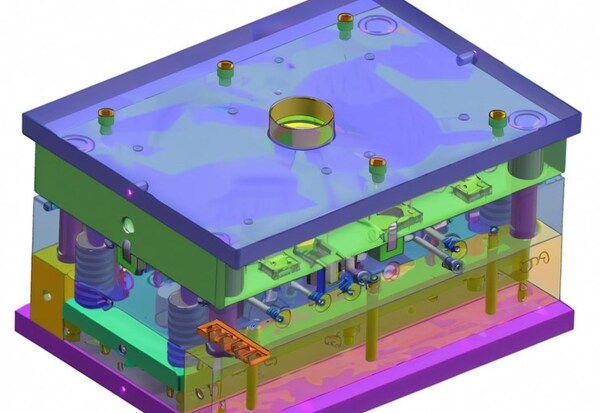
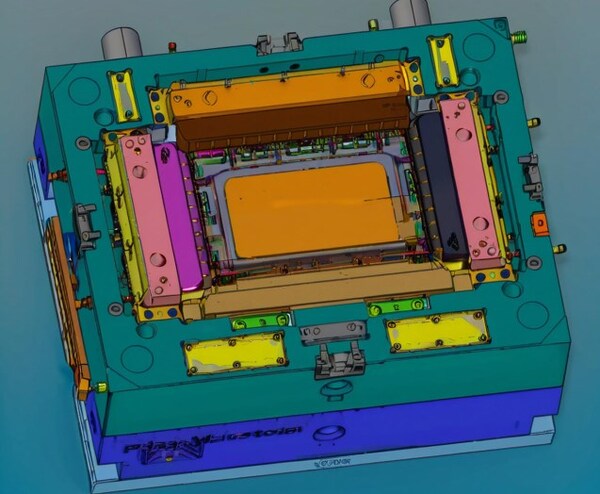
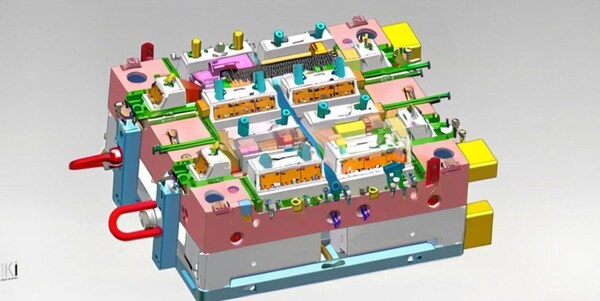
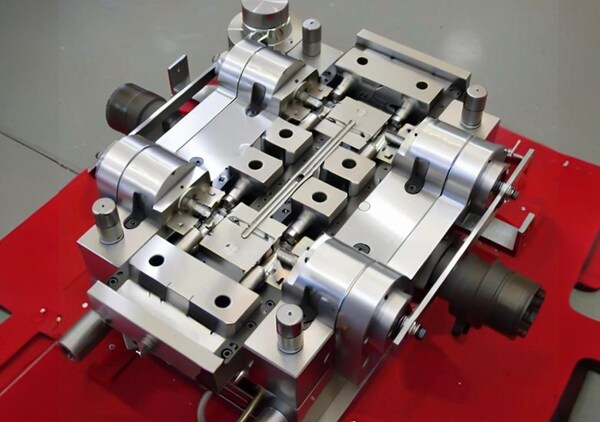
Conceção de peças de molde
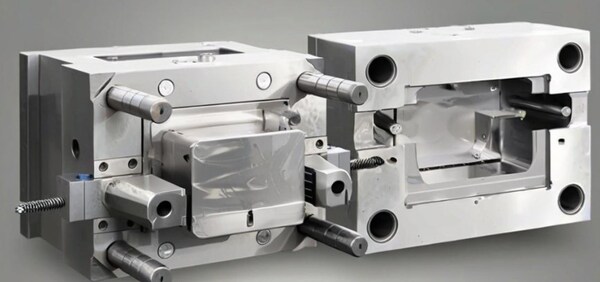
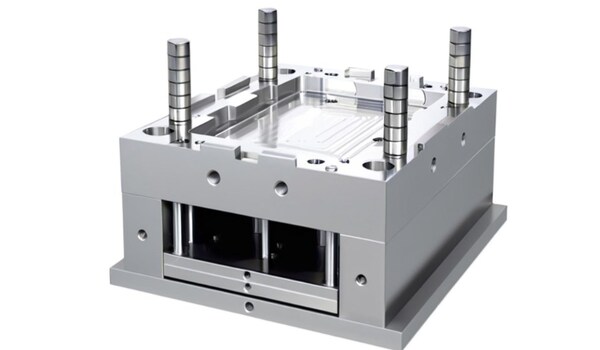
As peças do molde podem ser divididas em dois tipos: peças de formação e peças estruturais. As peças de formação são as peças que participam diretamente na formação do espaço da cavidade, tais como o molde côncavo (cavidade), o punção (núcleo), a inserção, a corrediça, etc.
As peças estruturais são as peças utilizadas para instalação, posicionamento, orientação, ejeção e várias acções durante o processo de moldagem, tais como anéis de posicionamento, bocais, parafusos, hastes de tração, ejectores, anéis de vedação, placas de tração de distância fixa, ganchos, etc.
Ao dividir as pastilhas, há vários aspectos a ter em conta: sem aço afiado ou fino, fácil de processar, fácil de ajustar o tamanho e de reparar, garantir a resistência das peças moldadas, fácil de montar, sem impacto na aparência e consideração abrangente do arrefecimento (depois de as pastilhas serem feitas, o arrefecimento local é difícil, pelo que a situação de arrefecimento deve ser considerada).

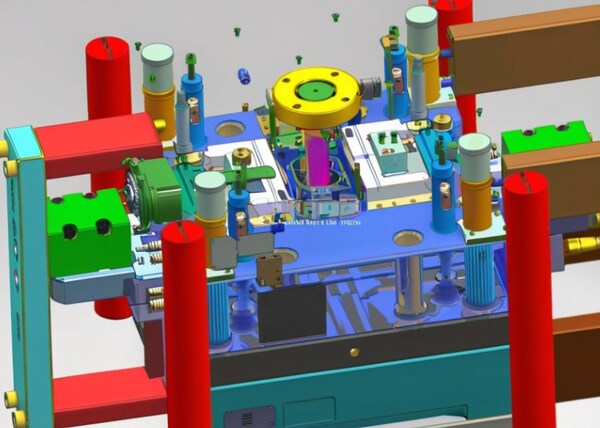
Ao conceber peças estruturais, o princípio geral para a disposição dos pinos ejectores e dos canais de arrefecimento é organizar primeiro os pinos ejectores, depois organizar os canais de arrefecimento e, por fim, ajustar os pinos ejectores. No entanto, na produção real, a modificação do molde é frequentemente tida em conta.
Depois de o molde ser feito, os canais de arrefecimento não são iniciados imediatamente. Eles só podem ser abertos após a modificação do molde ser concluída por um período de tempo de acordo com a situação modificada.

Disposição da manga do ejetor:
A manga ejectora é normalmente utilizada para a posição da coluna do molde. Além disso, para a posição de osso mais profundo, o pino ejetor é fácil de ser ejectado e a manga ejectora também pode ser utilizada para adicionar ossos para auxiliar a ejeção.

Em geral, a espessura da parede da manga de ejeção é >=1mm, e a manga de ejeção e a agulha de ejeção são encomendadas em conjunto quando se faz a encomenda.
Na conceção estrutural, a altura da coluna não deve ser demasiado elevada, caso contrário, a agulha da manga será facilmente dobrada e difícil de ejetar.
Para a conceção e seleção de outras peças estruturais, tais como anéis de posicionamento, bocais, parafusos, hastes de tração, anéis de vedação, placas de tração de distância fixa, ganchos, molas, etc., os interessados podem encontrar algumas informações para as compreenderem por si próprios.
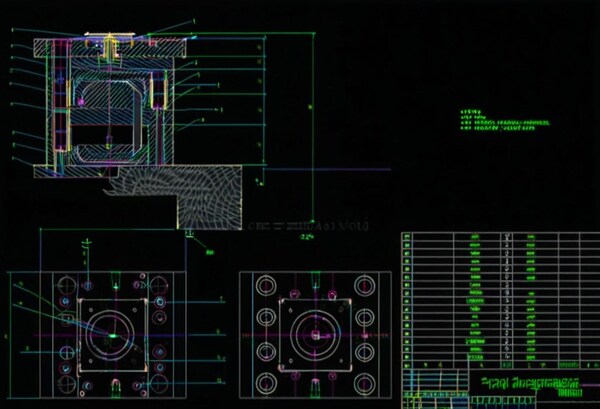
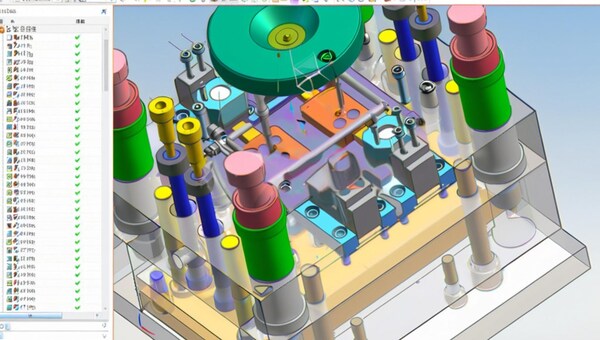
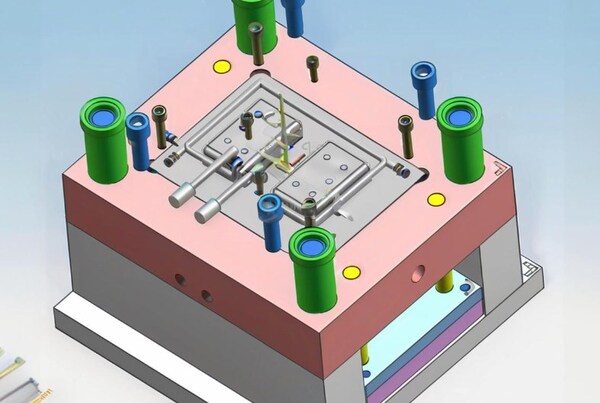
Produção de desenho de moldes
Os desenhos de moldes são documentos importantes que convertem as intenções do projeto em produção de moldes. Geralmente, precisam de ser desenhados de acordo com as normas nacionais, e também precisam de ser combinados com os métodos de desenho habituais de cada fábrica. Os desenhos de moldes incluem desenhos gerais da estrutura de montagem e seus requisitos técnicos, bem como desenhos de todas as peças, incluindo várias inserções.

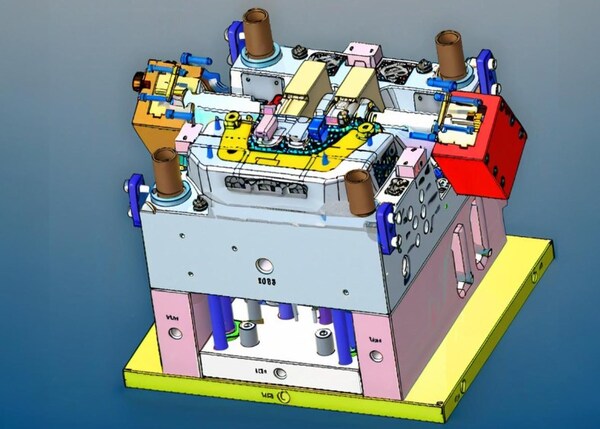
Fabrico de moldes
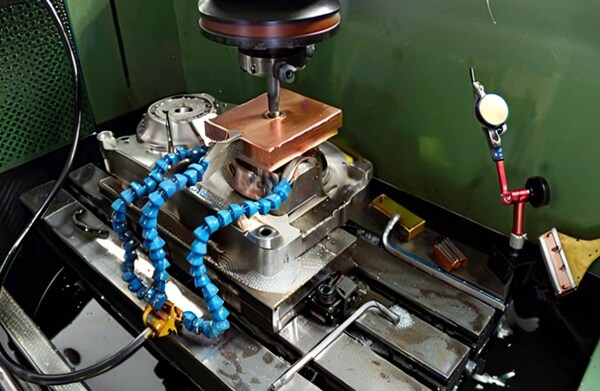
Programação e remoção de eléctrodos
Uma vez concluído o desenho do molde, é necessário criar programas CNC e retirar os eléctrodos para o processamento EDM com base nas condições de processamento de cada peça.
Maquinação
O processamento mecânico do molde inclui processamento CNC, processamento EDM, processamento de corte de fio, processamento de perfuração profunda, etc. Depois de encomendada a base do molde e os materiais, o molde encontra-se apenas num estado de processamento bruto ou apenas em material de aço.

Nesta altura, deve ser efectuada uma série de processamentos mecânicos de acordo com a intenção do desenho do molde para fazer várias peças.
A maquinagem CNC envolve diferentes processos de maquinagem, escolhas de ferramentas, definições de maquinagem e outros aspectos que é necessário conhecer. Se quiser saber mais, pode encontrar as informações de que necessita.
A maquinação EDM é a maquinação por faísca eléctrica. Trata-se de um processo de maquinagem que utiliza uma descarga para corroer os materiais de modo a atingir a dimensão pretendida, pelo que só pode processar materiais condutores. Os eléctrodos utilizados são geralmente de cobre e grafite.
Montagem da bancada
O trabalho de bancada é uma parte muito importante do processo de fabrico de moldes, e é um trabalho que precisa de ser feito durante todo o processo de fabrico de moldes. O trabalho em bancada é adequado para a montagem de moldes e é bom para tornear, fresar, retificar e furar.
Poupança e polimento de moldes
A poupança e polimento do molde é o processo de utilização de lixa, pedra de óleo, pasta de diamante e outras ferramentas para processar as peças do molde depois de o molde ser processado por CNC, EDM e trabalho de bancada, e antes de o molde ser montado.

Inspeção e avaliação de moldes
Inspeção de bolores
O processo de molde e montagem é, na verdade, o processo de inspeção do molde. Na montagem do molde, é possível verificar se o fio vermelho está no lugar, se a manga ejectora é lisa e se o molde tem alguma interferência errada.
Método de deteção de bolor
Deteção de aparência
Uma das formas mais básicas de detetar o bolor é olhar para ele. Ao fazê-lo, deve verificar se o molde é plano, se tem riscos, amolgadelas, fissuras ou algo do género. Também deve verificar se o molde é todo da mesma cor e se tem algum óleo.

Inspeção dimensional
Verificar o tamanho do molde é muito importante, porque se o tamanho não for bom, isso afectará seriamente a qualidade do produto. Na inspeção do tamanho, devemos utilizar ferramentas de medição profissionais, tais como micrómetros, paquímetros, etc., para detetar se as várias dimensões do molde cumprem os requisitos.

Inspeção da dureza
A dureza do molde é um fator importante que afecta a vida útil do molde e a qualidade do produto. Pode utilizar um aparelho de teste de dureza para verificar a dureza e medir o valor da dureza do molde para ver se cumpre os requisitos.
Inspeção da instalação
Certifique-se de que o molde está instalado corretamente e de forma segura. Durante a inspeção da instalação, verifique se as várias partes do molde são razoáveis e se a ligação é segura para garantir que o molde não se parte ou deforma durante a utilização.

Verificar o desempenho do molde
Diferentes moldes requerem diferentes propriedades para utilização, tais como resistência ao desgaste e resistência à corrosão. Ao avaliar o desempenho do molde, realize testes com base nos requisitos do projeto para diferentes tipos de moldes.
Ensaios de durabilidade
Os testes de durabilidade consistem em fazer o molde e depois pô-lo a funcionar várias vezes para ver se fica cansado, dobrado ou partido, ou o que quer que seja, para que se possa saber quanto tempo vai durar e quão bom é.
Ensaios de organização de materiais
Utilizar ferramentas como microscópios para verificar a organização do material do molde, para ver se existem impurezas, defeitos, queima excessiva, etc., para garantir que a qualidade do material cumpre os requisitos.

Testes funcionais
O teste funcional é o teste de utilização efectiva do produto fabricado pelo molde para verificar se o produto cumpre os requisitos de conceção e os indicadores de desempenho durante a utilização. Os ensaios funcionais comuns incluem ensaios de montagem do produto, ensaios de funcionamento do produto, ensaios de fiabilidade do produto, etc.

Etapas do teste de bolor
Pré-inspeção
Antes de testar a presença de bolor, é necessário efetuar uma inspeção prévia. Primeiro, observe o molde para ver se há algum dano óbvio, como lascas, rachaduras ou quebras. Depois, limpe o molde para se certificar de que não há sujidade nem nada corrosivo. Finalmente, coloque óleo em todas as partes móveis do molde.

Definir um plano de testes
Crie um plano de testes que corresponda aos requisitos de design e aos requisitos funcionais do molde. Decidir o que testar, como testar e que ferramentas utilizar.

Inspeção do aspeto
Utilize lentes de aumento, microscópios e outras ferramentas para inspecionar o aspeto geral do molde. Observe se existem defeitos óbvios como saliências, bolhas, rupturas, danos mecânicos, etc.

Inspeção dimensional
Com base nos desenhos do projeto do molde, utilize as ferramentas de medição adequadas para medir as dimensões, compare os resultados da medição com os requisitos do projeto e determine se a precisão dimensional do molde cumpre os requisitos.

Inspeção da durabilidade
Para testar o molde, é necessário fazer um certo número de moldes ou injecções contínuas para ver se o molde se cansa, deforma, parte, etc. durante a utilização. Registe a vida e as alterações do molde.

Inspeção da organização dos materiais
Retirar uma amostra do material do molde e fazer uma peça de teste. Observe a estrutura do material com um microscópio e outras ferramentas. Veja se existem impurezas, defeitos, queima excessiva ou outros problemas. Certifique-se de que a qualidade do material do molde é suficientemente boa.
Inspeção funcional
Teste de utilização prática dos produtos fabricados pelo molde. Tais como montagem, funcionamento, fiabilidade e outros testes. Detetar se o produto cumpre os requisitos de conceção e os indicadores de desempenho durante a utilização.

Registar os resultados dos testes
Registar todos os itens do ensaio, incluindo os métodos de ensaio, os resultados do ensaio, o tempo de ensaio, etc. E faça um relatório de teste de molde para análise e referência subsequentes.
Ensaio de moldes
Uma vez feito o molde, temos de o testar na máquina de injeção para ver se o molde é bom e se a estrutura da peça de plástico é boa. Ao testar o molde, podemos ver como o molde se está a comportar durante o processo de fabrico da cerveja e se a estrutura da peça de plástico é boa.
Precauções antes do ensaio de moldes
Conhecer o molde: O melhor é obter os desenhos do projeto do molde, analisá-los em pormenor e fazer com que o técnico do molde participe no ensaio do molde.

Em primeiro lugar, verifique a ação de coordenação mecânica na bancada de trabalho: preste atenção se existem riscos, peças em falta e folga, se o molde se move para a placa deslizante, se o canal de água e as juntas do tubo de ar estão com fugas e se existem restrições na abertura do molde, também devem ser marcadas no molde.
Se as acções acima referidas puderem ser realizadas antes de pendurar o molde, pode evitar-se a perda de tempo causada pela descoberta de problemas quando se pendura o molde e depois se desmonta o molde.

Depois de confirmar que as várias partes do molde estão a mover-se corretamente, é necessário selecionar uma máquina de injeção de moldes de ensaio adequada. Ao selecionar, deve prestar-se atenção a: qual é o volume máximo de injeção da máquina? moldagem por injeção máquina,
Se a distância interna do tirante pode caber no molde, se o curso máximo de movimento do modelo móvel atende aos requisitos e se outras ferramentas e acessórios de molde de teste relacionados estão totalmente preparados.

Uma vez confirmado que tudo está bem, o próximo passo é pendurar o molde. Ao pendurar, deve ter-se em atenção que todos os gabaritos de fixação devem estar bloqueados e o gancho de suspensão não deve ser retirado antes de abrir o molde, para evitar que o gabarito de fixação se solte ou parta e provoque a queda do molde.
Após a instalação do molde, as acções mecânicas de várias partes do molde devem ser cuidadosamente verificadas, como por exemplo, se as acções da placa deslizante, do pino ejetor, da estrutura de extração dos dentes e do interrutor de limite estão corretas.

E preste atenção se o bico de injeção e a porta de alimentação estão alinhados. O passo seguinte é prestar atenção à ação de fecho do molde. Nesta altura, a pressão de fecho do molde deve ser reduzida. Na ação de fecho do molde manual e a baixa velocidade, preste atenção para ver e ouvir se existem acções não suaves e sons anormais.
A elevação do molde é, de facto, bastante simples. O principal cuidado a ter é que a centragem da porta do molde e do bocal é difícil. Normalmente, é possível ajustar o centro utilizando papel de teste.

Aumentar a temperatura do molde: De acordo com o desempenho das matérias-primas utilizadas no produto acabado e a dimensão do molde, selecionar um controlador de temperatura do molde adequado para aumentar a temperatura do molde até à temperatura necessária para a produção.
Após o aumento da temperatura do molde, verifique novamente o movimento de cada peça, porque o aço pode causar o encravamento do molde após a expansão térmica, por isso preste atenção ao deslizamento de cada peça para evitar tensão e vibração.

Se a fábrica não seguir a regra do plano experimental, sugerimos que se ajuste apenas uma condição de cada vez ao ajustar as condições do molde de ensaio, para que se possa ver o efeito de uma única alteração de condição no produto acabado.
Dependendo das matérias-primas, deve cozer corretamente os materiais originais. O molde de ensaio e a futura produção em massa devem utilizar, tanto quanto possível, as mesmas matérias-primas.

Não utilize materiais de má qualidade para os moldes de ensaio. Se tiver um requisito de cor, pode efetuar um teste de cor ao mesmo tempo. O processamento secundário é frequentemente afetado por tensões internas e outros problemas.

Depois que o molde de teste estiver estável, faça o processamento secundário. Depois de o molde ser fechado lentamente, ajuste a pressão de fecho do molde e mova-o algumas vezes para ver se a pressão de fecho do molde é irregular, de modo a evitar rebarbas no produto acabado e a deformação do molde.
Principais etapas do ensaio de moldes
Para evitar o desperdício de tempo e esforço durante a produção em massa, é necessário ajustar e controlar pacientemente várias condições de processamento, encontrar as melhores condições de temperatura e pressão e desenvolver procedimentos de ensaio de moldes padrão que podem ser utilizados para estabelecer os seus métodos de trabalho diários.

Certifique-se de que o material plástico no barril está correto e que foi seco de acordo com as regras (se utilizar matérias-primas diferentes para o ensaio e produção do molde, poderá obter resultados diferentes).
Para evitar a entrada de plástico de má qualidade ou de materiais estranhos no molde, o tubo de material deve ser bem limpo. O plástico estragado e os materiais estranhos podem encravar o molde. Verifique se a temperatura do tubo de material e a temperatura do molde são adequadas para as matérias-primas que está a utilizar.
Altere a pressão e o volume de injeção para que o produto acabado tenha um bom aspeto, mas não faça um flash, especialmente quando algumas das cavidades do molde não estão completamente solidificadas. Pense bem antes de alterar qualquer uma das definições de controlo, porque uma pequena alteração na taxa de enchimento do molde pode causar uma grande alteração no enchimento do molde.

Basta ser paciente e esperar até que as condições da máquina e do molde estabilizem, ou seja, a máquina de tamanho médio. A máquina também pode ter de esperar mais de 30 minutos. Este tempo pode ser usado para verificar possíveis problemas com o produto acabado.

O tempo de avanço do parafuso não deve ser inferior ao tempo de solidificação do plástico do portão, caso contrário o peso do produto acabado será reduzido e o desempenho do produto acabado será danificado. E quando o molde é aquecido, o tempo de avanço do parafuso também deve ser alargado para compactar o produto acabado.

Um ajustamento razoável reduz o ciclo total de processamento.
Execute as condições recém-ajustadas durante pelo menos 30 minutos até ficarem estáveis e, em seguida, produza continuamente pelo menos uma dúzia de amostras de moldes completos, marque a data e a quantidade nos seus recipientes e coloque-os separadamente de acordo com a cavidade do molde para testar a sua estabilidade de funcionamento real e obter tolerâncias de controlo razoáveis.
Medir e registar as dimensões importantes das amostras contínuas (esperar que a amostra arrefeça até à temperatura ambiente antes de medir).
Verificar as dimensões de cada amostra de molde e procurar: consistência nas dimensões do produto. Quaisquer dimensões que tenham tendência para subir ou descer, o que indicaria que as condições de processamento da máquina ainda estão a mudar, tais como um mau controlo da temperatura ou da pressão do óleo. Se a mudança nas dimensões está dentro da faixa de tolerância.

Se o tamanho do produto acabado não mudar muito e as condições de processamento forem normais, é necessário verificar se a qualidade do produto acabado de cada cavidade é aceitável e se o seu tamanho está dentro da tolerância permitida. Anote os números das cavidades que são consistentemente maiores ou menores do que a média para verificar se o tamanho do molde está correto.
Registar os parâmetros obtidos durante o ensaio do molde
Registar e analisar os dados para determinar a necessidade de modificar o molde e as condições de produção, e como referência para a futura produção em massa.

Prolongar o processo para estabilizar a temperatura de fusão e a temperatura do óleo hidráulico.
Ajustar as condições da máquina de acordo com o tamanho de todos os produtos acabados que são demasiado grandes ou demasiado pequenos. Se a taxa de encolhimento for demasiado elevada e o produto acabado parecer pequeno, pode também utilizá-lo como referência para aumentar o tamanho do portão.

Corrija o tamanho de quaisquer cavidades que sejam demasiado grandes ou demasiado pequenas. Se a cavidade e o tamanho da porta ainda estiverem corretos, tente alterar as condições da máquina, como a taxa de enchimento, a temperatura do molde e a pressão de cada peça, e veja se algumas cavidades estão a encher lentamente.

Faça correcções individuais com base na correspondência dos produtos acabados de cada cavidade ou no deslocamento do núcleo do molde, e talvez tente ajustar novamente a taxa de enchimento e a temperatura do molde para o tornar mais uniforme.
Inspecionar e corrigir eventuais problemas com o moldagem por injeção máquinas, tais como problemas com a bomba de óleo, válvula de óleo, controlador de temperatura, etc., que podem causar alterações nas condições de processamento. Mesmo o melhor molde não funcionará bem numa máquina com uma manutenção deficiente.

Depois de ter revisto todos os valores registados, guarde um conjunto de amostras para verificar e comparar se as amostras corrigidas melhoraram. Guarde corretamente todos os registos de inspeção de amostras durante o ensaio do molde, incluindo várias pressões no ciclo de processamento, temperatura do molde e da fusão, temperatura do tubo de material, tempo de ação da injeção, período de alimentação do parafuso, etc.
Em suma, guarde todos os dados que o ajudarão a estabelecer com êxito as mesmas condições de processamento no futuro para obter produtos que cumpram as normas de qualidade.

Modificação e reparação de moldes
Após o ensaio do molde, o molde deve ser modificado de acordo com a situação do ensaio do molde. Além disso, depois de o engenheiro confirmar a peça de plástico, a estrutura da peça de plástico deve ser alterada em conformidade.
Razões para a modificação do molde
Alterações devidas a erros de processamento
Os erros de maquinação concentram-se principalmente na fase inicial do ensaio de novos moldes, tais como erros de perfuração com água, tamanho reduzido do material do núcleo do molde, erros CNC, erros EDM, etc. No processo de processamento, pode dizer-se que cada passo do processamento tem a possibilidade de erro.

Alguns erros podem ser salvos modificando o molde, e alguns erros devem ser refeitos mudando o material. Se o material for alterado e refeito, não é considerado uma modificação do molde. A necessidade de modificação do molde deve-se muitas vezes a alguns pequenos erros, como o facto de a nervura EDM estar um pouco fora, ou um pouco profunda, o corte do fio estar um pouco sobrecortado, o orifício de rosca estar partido, etc.
Alterações não razoáveis na conceção do molde
Na fase inicial do projeto do molde, passará mais tempo com o plano e os resultados. Alguns problemas óbvios são mais fáceis de encontrar, e alguns problemas obscuros são difíceis de encontrar diretamente até ao ensaio ou produção do molde. A maior parte dos problemas são encontrados durante o ensaio ou produção do molde, e o feedback é dado ao lado do projeto, e então o plano de modificação é feito.

Por exemplo, se a porta ou o corredor forem demasiado pequenos, o produto não será fácil de injetar; a posição ou o tipo de porta não são razoáveis, o que resulta em problemas de qualidade do produto; a coluna de guia inclinada ou outras partes afectam a capacidade do robô para pegar no produto; o molde regressa de forma anormal, etc.
Alterações na conceção do produto do cliente
A razão mais importante para a modificação do molde é a alteração do projeto do produto do cliente. Como empresa de moldes, é difícil avaliar este aspeto. Além disso, este aspeto não está sob o controlo da empresa de moldes.

As alterações do molde nesta área podem ser grandes ou pequenas, como a adição ou remoção de cola localmente, a necessidade de adicionar corrediças ou topos inclinados, ou a alteração da superfície de partição, e até mesmo a raspagem e refazer as corrediças ou núcleos do molde.
Métodos de modificação de moldes
Redesenhar o molde
A melhor maneira de resolver o problema é redesenhar o molde. Com base nos problemas do molde original, optimizamos e concebemos a estrutura do molde, a superfície de separação, a localização da porta, etc. Ao mesmo tempo, temos de considerar a seleção dos materiais do molde e a otimização do processo de tratamento térmico para melhorar a vida útil e a durabilidade do molde.

Por exemplo, para resolver o problema do enchimento insuficiente de material fundido causado pela superfície de separação desigual do molde, podemos redesenhar a superfície de separação para tornar o enchimento de material fundido mais uniforme.
Modificar os parâmetros do molde
A alteração dos parâmetros do molde é uma forma simples e rápida de o modificar. Ao ajustar os parâmetros como o tamanho do molde, a precisão do molde e a rugosidade da superfície do molde, a qualidade e a eficiência da produção do produto podem ser melhoradas.

Por exemplo, ao ajustar o tamanho e a posição da porta, o processo de enchimento da massa fundida pode ser optimizado e a qualidade do produto pode ser melhorada; ao reduzir a rugosidade da superfície do molde, o resíduo do produto pode ser reduzido e a eficiência da produção pode ser melhorada.
Substituir os acessórios do molde
A substituição dos acessórios do molde é uma forma popular e bastante económica de modificar os moldes. Para as peças do molde que são propensas ao desgaste e à falha, como a cavidade, o núcleo, a manga da porta, etc., pode substituí-las por material fundido ou tratamentos de superfície que sejam mais resistentes ao desgaste e à corrosão

Também pode escolher componentes de molde mais avançados com base nas suas necessidades reais de produção para melhorar a eficiência da produção e a qualidade do produto. Por exemplo, se substituir a cavidade, que se desgasta facilmente, por um material altamente resistente ao desgaste, pode efetivamente prolongar a vida útil do molde.
Razões para a reparação de bolor
A elevada frequência de utilização do molde conduz ao desgaste
À medida que o número de vezes que o molde é usado aumenta, diferentes partes do molde terão diferentes graus de desgaste, resultando em problemas como dimensões imprecisas de processamento do molde, aumento da rugosidade da superfície e diminuição da precisão do molde. Nesta altura, o molde precisa de ser reparado para garantir a precisão do processamento e a eficiência da produção do molde.

Problemas causados por um tratamento inadequado da superfície do molde
O tratamento da superfície do molde é um fator importante que afecta a vida útil e o efeito de utilização do molde. Se o revestimento cair, a dureza não for suficiente e a superfície for irregular, isso afectará o efeito de utilização do molde.
Em resposta a estes problemas, o molde tem de ser reparado, a superfície do molde tem de ser reprocessada e a precisão e a vida útil do molde têm de ser melhoradas.

Defeitos no próprio material do molde
É raro que o próprio material do molde tenha defeitos, mas se esse problema ocorrer, mesmo após vários ajustes e desgaste, ele ainda não pode atender aos requisitos de processamento. Por exemplo, quando rachaduras, poros e outros problemas aparecem no molde, o molde precisa ser reparado para atingir o uso normal.
Ambiente de utilização do molde deficiente
O ambiente onde o molde é utilizado tem uma grande influência na vida do molde. Por exemplo, se o molde for usado num ambiente húmido e corrosivo durante muito tempo, causará corrosão e ferrugem na superfície do molde, aumentará o risco de desgaste e danos no molde, e o molde precisa de ser reparado nesta altura para garantir a precisão e a vida útil do molde.

Métodos de reparação de bolor
Reparação de superfícies
Lixe a superfície do molde com uma rebarbadora para eliminar a ferrugem ou o revestimento antigo. Utilize um jato de areia para pulverizar um novo revestimento para se certificar de que a espessura do revestimento é uniforme. Efectue o lixamento e o polimento finais para tornar a superfície do molde lisa.
Reparação de buracos
Localizar os furos e as áreas danificadas que precisam de ser reparadas. Utilizar um berbequim ou uma fresa para fixar os furos, de modo a que o tamanho e a forma dos furos correspondam aos requisitos do projeto. Lixar e polir os furos fixados de modo a que fiquem lisos e planos.

Reparação do núcleo do molde
Primeiro, desmonte o núcleo do molde, verifique a parte danificada e calcule a área de reparação. Utilize uma máquina EDM para soldar e reparar o núcleo do molde, prestando atenção ao controlo da área e da posição da reparação. Efectue o lixamento e polimento final para tornar a superfície do núcleo do molde lisa.
Moldes de injeção de plástico Manutenção
Uma vez que o molde funciona a alta temperatura e alta pressão e está em contacto com o ar durante muito tempo, é fácil enferrujar. Por isso, o molde precisa de ser bem mantido. Quando não está a ser utilizado, precisa de ser aplicado com óleo e manteiga anti-ferrugem.

Além disso, como o aço do molde tem uma longa vida útil e a estrutura do molde não é bem concebida, algumas estruturas de aço finas ou pinos ejectores podem rachar e partir, e precisam de ser mantidos e reparados constantemente na manutenção posterior. Os principais métodos de manutenção do molde são os seguintes.
Se o ambiente for húmido, a superfície do molde tem tendência para enferrujar, o que reduzirá a qualidade da superfície e afectará a vida útil do molde. Por isso, ao armazenar o molde, escolha um local seco e ventilado e utilize materiais à prova de humidade para proteção.

Limpar regularmente a superfície do molde
Quando se utiliza o molde, este fica coberto de tinta, óleo e outras coisas, o que afecta o efeito da utilização. Por isso, a superfície do molde deve ser limpa regularmente com detergente para garantir que a sua superfície é lisa e evitar defeitos que afectem a qualidade.

Utilizar o molde corretamente
O molde foi concebido e fabricado em determinadas condições de utilização, pelo que deve ser dada especial atenção à sua utilização. Evite usar força excessiva durante a operação e cumpra os procedimentos operacionais para garantir que o molde não seja danificado durante o uso a longo prazo. Problemas de qualidade, tais como.

Lubrificação e manutenção frequentes
O molde precisa de funcionar bem com as peças móveis quando o utiliza. Por isso, deve lubrificar frequentemente as partes móveis do molde para evitar que fiquem presas ou encravadas devido ao desgaste quando o utiliza.

Prestar atenção ao método de armazenamento
Quando se guarda o molde durante muito tempo, não se quer que ele fique todo desarrumado e estragado. Por isso, quando o guardar, deve colocá-lo numa superfície plana e usar algo para o segurar, para que não fique todo estragado.

Conclusão
O plástico fundido é transformado em plástico fundido durante a moldagem por injeção ciclo, completando a moldagem final sob a forma de resina plástica. O fabrico de moldes de injeção é um processo muito complicado.

O processo de fabrico tem muitas etapas. Desde a conceção do molde à maquinagem CNC, à retificação de precisão, à maquinagem por descarga eléctrica, à montagem e à depuração, todos os aspectos têm de garantir a precisão e a eficiência do fabrico. Só através de inspecções e testes rigorosos é possível garantir a qualidade e o desempenho dos moldes de injeção.







