 Saltar para o conteúdo
Saltar para o conteúdo 

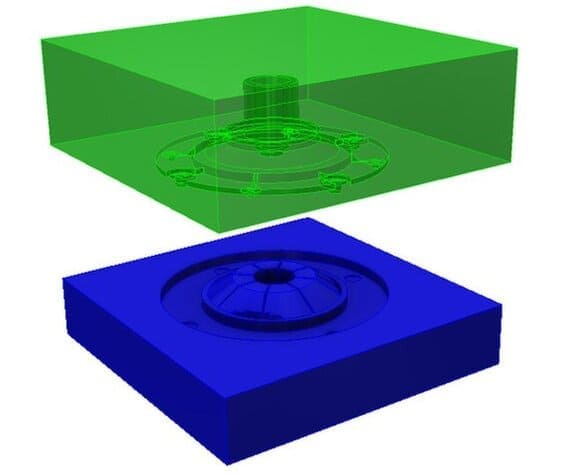
O núcleo e a cavidade são as duas metades do molde onde o material plástico fundido a quente é injetado no núcleo e cavidade e o espaço entre o núcleo e a cavidade é preenchido com o material fundido quente durante moldagem por injeção e depois endurecido até à forma final.
A conceção do molde do núcleo e da cavidade é fundamental para a moldagem correta do produto. O núcleo é a parte elevada do molde e a cavidade é a parte rebaixada do molde.
A cavidade e o núcleo de um moldagem por injeção de plástico As máquinas de um molde de injeção são as peças de moldagem do molde e desempenham um papel fundamental na forma da peça moldada.
Para alguns moldes complexos, as cavidades ou núcleos são frequentemente inseridos, ou seja, uma parte deles é removida da cavidade ou núcleo para formar uma estrutura de inserção, que é semelhante à decomposição de cavidades e núcleos.

Outras palavras para núcleo e cavidade na moldagem por injeção
O molde macho, ou seja, o molde traseiro, também é chamado de molde convexo superior (geralmente a placa central do molde com um pino ejetor), e o molde fêmea, ou seja, o molde frontal, também é chamado de molde côncavo.
Um conjunto de moldes de injeção divide-se em moldes superiores e inferiores, dependendo da forma como os moldes são instalados, alguns moldes superiores são designados por moldes convexos quando são convexos e os moldes inferiores são designados por moldes côncavos quando são côncavos.
Alguns são designados por moldes convexos quando o molde superior é côncavo e o molde inferior é côncavo; outros são designados por moldes convexos quando o molde superior é côncavo e o molde inferior é convexo.
De qualquer modo, o molde convexo é designado por molde convexo fechado e o molde côncavo é designado por molde côncavo.

Como distinguir o núcleo e a cavidade do molde
Distinguir de acordo com a forma e o formato
Os moldes são concebidos como moldes de duas placas ou de três placas, consoante o tipo de componente a fabricar. O molde de duas placas requer um único dia na luz, enquanto o molde de três placas requer dois dias.
Observar diretamente a forma côncava e convexa do molde. Em geral, a forma do côncavo é a cavidade (não há pinos ejectores), geralmente, o convexo é o núcleo (há um pino da placa ejectora).
As cavidades e núcleos em moldes de injeção são geralmente chamados de moldes côncavos e convexos, onde os núcleos e cavidades podem estar no meio molde fixo ou no molde dinâmico.
Por outras palavras, a cavidade e o núcleo podem estar no molde fixo, a placa da cavidade e o núcleo podem estar no molde dinâmico, e o núcleo do molde dinâmico é o núcleo do modelo dinâmico, e o núcleo do molde fixo é o núcleo do modelo fixo.
De acordo com a composição da estrutura a distinguir
A cavidade é a parte de trabalho da superfície exterior da peça de plástico moldado, de acordo com a sua estrutura, pode ser dividida em duas categorias: integral e combinada.
A cavidade e o núcleo são a parte formadora do produto do molde, a cavidade e o núcleo são fixados nas placas A e B respetivamente, e a parte no meio do núcleo e da cavidade são injectados no produto após o molde ser fechado.

Tipos de cavidades e núcleos de moldes
De acordo com a sua estrutura, as cavidades e os núcleos do molde podem ser divididos em dois tipos: tipo integral e tipo combinado.
Tipo integral
Este tipo de cavidade é feito de uma peça inteira de material metálico, como o molde de tração direta. Caracteriza-se por uma estrutura simples, elevada resistência, boa rigidez, não é fácil de deformar e não deixa vestígios de costuras nos componentes de plástico.
Tipo de combinação
Quando a forma das peças de plástico é mais complexa, a cavidade de tipo combinado é frequentemente utilizada para melhorar a processabilidade, reduzir a deformação do tratamento térmico e poupar aço de qualidade. Existem mais formas estruturais de cavidades combinadas.
Para moldes grandes e complexos, as quatro paredes laterais e o fundo são processados, tratados termicamente, esmerilados, polidos e pressionados na manga do molde, as quatro paredes são ligadas sob a forma de trincos, para tornar as juntas interiores estanques.

No exterior da junta deve ser deixado um espaço de 0,3 ~ 0,4 mm, nos quatro cantos das partes incorporadas do raio do canto R deve ser maior do que o raio do canto da manga do molde.
Toda a inserção é normalmente utilizada em moldes multi-cavidades ou em peças de plástico mais complexas, como engrenagens de plástico, toda a inserção é normalmente utilizada em extrusão a frio, eletrodeposição ou processamento mecânico e outros métodos de processamento e, em seguida, incorporada, não só é fácil de processar, como pode poupar aço de alta qualidade.

Cálculo da cavidade do molde de injeção e do tamanho do núcleo
Cálculo da dimensão da cavidade
Cálculo da dimensão da cavidade do molde de injeçãotendo em conta a utilização do desgaste da dimensão da tolerância maior para tomar valores negativos.
No cálculo do tamanho da cavidade, a seleção da taxa de encolhimento do plástico muitas vezes não é fácil de escolher com muita precisão, o tamanho deve ser selecionado mais pequeno, deixando muito espaço, ou um molde grande será descartado.
A = (A1 + A1Q - 0,75Z) + K
A - tamanho da cavidade (extremidade maior)
A1 - a dimensão superior correspondente da peça
Q - taxa de contração
Z - tolerância da peça
K - peça moldada

Cálculo do tamanho do núcleo
Cálculo da dimensão do núcleo, tendo em conta que a dimensão se torna mais pequena após a utilização e o desgaste, a tolerância é considerada como um valor positivo.
No cálculo do tamanho do núcleo, o tamanho deve ser selecionado maior, deixando uma margem para redução, para corrigir.
B=(B1+B1Q+0,75Z)-K
B - tamanho do núcleo (extremidade pequena)
B1 - a dimensão limite inferior correspondente da peça
Q - taxa de contração
Z - tolerância da peça
K - peça moldada
Cálculo das dimensões da cavidade e da profundidade do núcleo dos moldes de injeção
Cálculo das dimensões da profundidade da cavidade
No cálculo do tamanho da profundidade da cavidade, o tamanho deve ser selecionado mais pequeno, deixando espaço para aprofundamento, para ajustar a profundidade do molde.
C = (C1 + C1Q - 0,75Z) + K
C - a dimensão efectiva da profundidade da cavidade
C1 - a dimensão superior correspondente da peça
Q - taxa de contração
Z - tolerância da peça
K - peça moldada
Cálculo da altura do núcleo
Ao calcular a altura do núcleo, o tamanho deve ser escolhido maior para permitir espaço para encurtar para ajustar o comprimento do núcleo.
D=(D1+D1Q+0,75Z)-K
D - a dimensão efectiva da altura do núcleo
D1 - a dimensão limite inferior correspondente da peça
Q - taxa de contração
Z - tolerância da peça
K - peça moldada

Seleção das cavidades do molde e do aço do núcleo
De acordo com o tipo de moldagem por injeção de plásticoA forma do produto, a precisão dimensional, a qualidade do aspeto do produto e os requisitos de utilização, a quantidade, tendo em conta o corte, o polimento, a soldadura, a gravura, a deformação, a resistência ao desgaste e outras propriedades dos materiais plásticos, tendo simultaneamente em conta a economia e as condições de fabrico do molde e os métodos de processamento, a fim de escolher diferentes tipos de aço.
Para a moldagem de produtos de plástico transparente
A cavidade e o núcleo são necessários para escolher um elevado desempenho de polimento espelhado de aço para moldes importado de alta qualidade, como 718 (classe P20 + Ni), NAK80 (classe P21), S136 (classe 420), aço da classe H13, etc., dos quais 718, NAK80 para o estado pré-endurecido, sem tratamento térmico; os aços das classes S136 e H13 são recozidos.
A dureza é geralmente HB160-200. A dureza do S136 é geralmente HRC40-50, e a dureza do H13 é geralmente HRC45-55 (pode ser determinada de acordo com o grau específico).
Peal para os requisitos de qualidade do aspeto do produto
Longa vida útil, produção em massa de moldes, a cavidade do molde e as peças com seleção de aço de molde como se segue.
a) As cavidades têm de utilizar aço importado de alta qualidade com elevado desempenho de polimento espelhado, como o 718 (classe P20 + Ni), NAK80 (classe P21), etc., que são pré-endurecidos, sem necessidade de tratamento térmico.
b) Os núcleos podem ser feitos de aço P20 ou P20+Ni importado de baixa qualidade, tais como 618, 738, 2738, 638, 718, etc., todos em estado pré-endurecido; para moldes com pequenas quantidades de produção, pode também ser utilizado aço para moldes de plástico nacional ou S50C, S55C e outros aços-carbono importados de alta qualidade.

Para a aparência dos requisitos de qualidade do produto do molde geral
As cavidades do molde e as partes do aço do molde são selecionadas da seguinte forma.
a) Pequenas cavidades e núcleos de moldes de precisão são utilizados no aço do tipo P20 ou P20 + Ni importado de qualidade média.
b) Moldes médios e grandes, o plástico moldado por injeção não há requisitos especiais para o aço, a cavidade pode escolher aço de classe P20 ou P20 + Ni importado de baixa qualidade; o núcleo pode escolher aço de classe P20 importado de baixa qualidade ou aço carbono de alta qualidade importado S50C, S55C, etc., também pode escolher aço para moldes de plástico nacional.
c) Para cavidades gravadas, quando o padrão de pera gravada deve esforçar-se por evitar a utilização da classe 2738 (738) de P20 + Ni.







