 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: O parafuso da máquina de moldagem por injeção é um componente chave no processo de moldagem por injeção. É responsável pela fusão, mistura e compressão da matéria-prima plástica. Neste artigo, discutiremos o papel do parafuso na máquina de moldagem por injeção.
O que são os parafusos de moldagem por injeção?
O moldagem por injeção O parafuso é uma parte muito importante da máquina de moldagem por injeção. Tem as funções de transporte, compactação, fusão, agitação e pressurização do plástico. Tudo isto é feito através da rotação do parafuso no cilindro.

Quando o parafuso roda, o plástico esfrega e desliza contra o interior do cilindro, a parte inferior da rosca do parafuso, a extremidade de pressão do parafuso e entre os plásticos. O plástico avança devido a todos estes movimentos e o calor da fricção também é absorvido pelo plástico, o que o torna mais quente e derrete o plástico.
Quais são as diferenças entre os parafusos da máquina de moldagem por injeção?
O parafuso é uma parte muito importante da máquina de moldagem por injeção, sendo responsável pelo transporte, compactação, fusão, agitação e pressurização do plástico na produção.

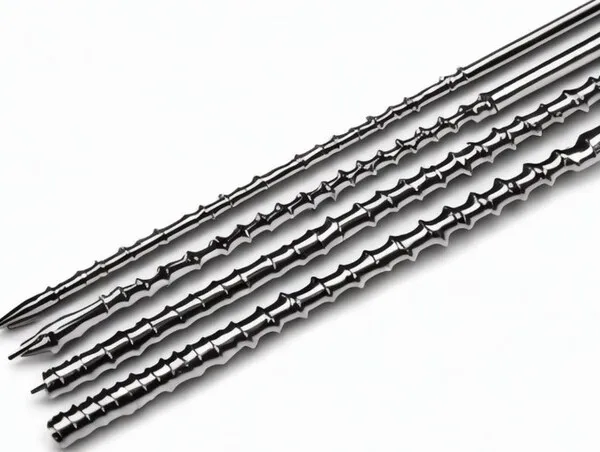
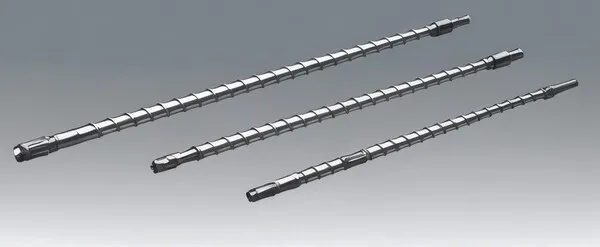
Os parafusos para a máquina de moldagem por injeção podem ser divididos em três tipos: tipo gradual, tipo súbito e tipo universal. Estes três tipos de parafusos têm as suas próprias formas e funções. O parafuso gradual é utilizado principalmente para processar plásticos não cristalinos com uma ampla gama de temperaturas de amolecimento e alta viscosidade.
O parafuso rápido é utilizado principalmente para processar plásticos que são cristalinos e têm uma viscosidade e um ponto de fusão claros; o parafuso geral é utilizado principalmente para processar plásticos que são cristalinos e não-cristalinos.

O parafuso é a parte mais importante da máquina de moldagem por injeção. Pode ser dividido em diferentes tipos de acordo com diferentes funções e requisitos.
Classificação por função
De acordo com a função, o parafuso de plastificação pode ser dividido em quatro zonas, que são a zona de transporte de sólidos, a zona de atraso de fusão, a zona de solução sólida e a zona de transporte de fusão.

Os parafusos nestas quatro áreas funcionam de forma independente, mas também trabalham em conjunto. O parafuso na área de transporte de sólidos está ligado à tremonha de alimentação para fazer avançar o plástico com o aumento da temperatura.
O parafuso na zona de atraso de fusão faz com que o sol se acumule na ranhura do parafuso para formar uma piscina de fusão. O parafuso na zona de solução sólida tem duas funções. Uma é ajudar o material fundido a plastificar e a outra é transportar o plástico fundido para a poça de fusão.

O parafuso na última zona de fusão ajudará a manter o plástico à mesma temperatura e a manter o plástico a fluir suavemente.
Diferenciação por forma geométrica
Com base na forma, pode ser dividida em três partes: zona de alimentação, zona de compressão e zona de dosagem. A zona de alimentação é para fixar a profundidade da ranhura da ranhura do parafuso, que é usada para empurrar o sólido plástico para começar a derreter antes do final da alimentação.
o parafuso na zona de compressão é a profundidade da ranhura da ranhura do parafuso cónico, que pode ajudar à fusão, mistura, compressão de cisalhamento e exaustão pressurizada das matérias-primas plásticas.
A zona de dosagem é a profundidade fixa da ranhura do parafuso. Para além de comprimir o plástico, também fornece mais pressão para garantir que o plástico está a uma temperatura uniforme e é estável.
Qual é o princípio de funcionamento do parafuso da máquina de moldagem por injeção?
Princípio de funcionamento
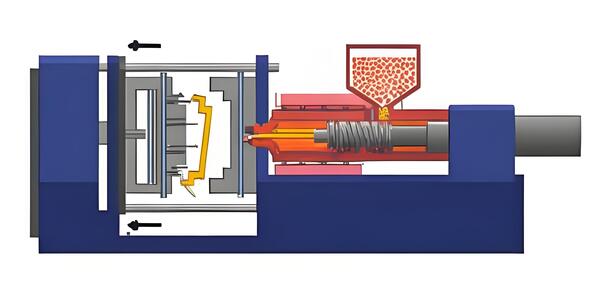
O parafuso de extrusão derrete o material à medida que o empurra continuamente e cria uma pressão bastante elevada na cabeça da matriz, fazendo com que os produtos extrudidos saiam continuamente através da cabeça da matriz de moldagem.
Ao conceber um parafuso de extrusão, é necessário pensar em três coisas: a quantidade de plástico que consegue fazer passar, a consistência desse fluxo e a qualidade da fusão do plástico.

O parafuso de injeção tem duas funções: pré-plastificar materiais sólidos e injetar materiais fundidos para o processo de injeção. Não precisa de extrudir de forma constante.
A pré-plasticização do parafuso de injeção é apenas um processo prévio da moldagem por injeção o que não é um grande problema em comparação com o parafuso de extrusão.

Aquecimento de materiais
Para além do calor gerado pelo efeito de cisalhamento, semelhante ao do parafuso de extrusão durante a plastificação, o material pré-plastificado no cilindro da máquina de injeção é aquecido por mais aquecedores externos porque permanece no cilindro durante mais tempo.
Além disso, quando o material é injetado no molde, flui através do bocal a uma velocidade elevada e sofre um grande cisalhamento, o que gera calor devido ao cisalhamento.

Em termos de regulação da pressão de plastificação
Quando se está a fabricar material, é difícil para o parafuso de extrusão alterar o grau de esmagamento do plástico, mas o parafuso de injeção pode alterar o grau de esmagamento do plástico alterando a contrapressão, pelo que é fácil controlar o grau de esmagamento do plástico.
Em termos de alteração do comprimento do parafuso
Durante a pré-plastificação, o parafuso de injeção roda e retrai-se, fazendo com que o comprimento de trabalho efetivo mude. O parafuso de extrusão tem de estar a uma temperatura constante, pressão constante, quantidade constante e a extrudir continuamente.

Tem de ser posicionado e rodado durante a extrusão, e o comprimento efetivo de trabalho do parafuso não pode mudar.
Em termos do impacto da capacidade de plastificação na capacidade de produção
A capacidade de plastificação do parafuso de extrusão afecta diretamente a capacidade de produção, enquanto o tempo de pré-plastificação do parafuso de injeção é mais curto do que o tempo de arrefecimento do produto na cavidade do molde.

Por conseguinte, a capacidade de plastificação do parafuso de injeção não é o principal fator que afecta a capacidade de produção.
Em termos de estrutura da cabeça do parafuso
A cabeça do parafuso de injeção é diferente da cabeça do parafuso de extrusão. A cabeça do parafuso de extrusão é maioritariamente redonda ou romba, e a cabeça do parafuso de injeção é maioritariamente pontiaguda, e a cabeça tem uma estrutura especial.

Uma cabeça de parafuso pontiaguda ou uma cabeça de parafuso com uma rosca. Este tipo de cabeça de parafuso é utilizado principalmente para processar materiais com elevada viscosidade e fraca estabilidade térmica, podendo evitar o fenómeno de decomposição de material estagnado causado pela descarga suja durante a injeção.
Qual é a função do parafuso da máquina de moldagem por injeção?
Função da secção de transporte por parafuso
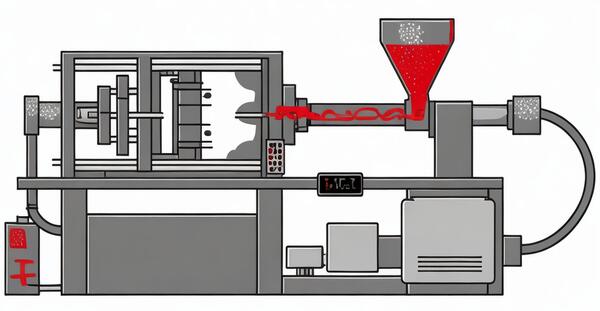
A unidade de injeção desempenha um papel fundamental na máquina de moldagem por injeção, sendo responsável por empurrar o plástico fundido para a cavidade do molde para formar o produto acabado desejado.

O material deve atingir a temperatura do ponto de fusão depois de passar pela secção de transporte. Normalmente, a secção de transporte do parafuso tem cerca de 50% do comprimento total do parafuso.
Quanto mais profunda for a ranhura do parafuso na secção de transporte, mais material pode mover, mas é necessário garantir que o parafuso é suficientemente forte.
Função da secção de compressão do parafuso
A secção de compressão do parafuso é responsável pela compressão, pressurização e exaustão do plástico. Depois de passar por esta secção, o material está quase completamente derretido, mas não está uniformemente misturado. Normalmente, a secção de compressão representa 20-25% do comprimento total do parafuso.
Nesta parte, o plástico derrete lentamente e o volume da ranhura do parafuso deve diminuir lentamente, caso contrário, a pressão do material não será sólida, a transferência de calor será lenta, a exaustão será má e também fará com que a peça de trabalho tenha poros.

A taxa de compressão do parafuso é a relação entre a profundidade da última ranhura do parafuso da secção de alimentação e a profundidade da primeira ranhura do parafuso da secção de medição.
Além disso, se o comprimento da secção de compressão for constante, quanto menor for a taxa de compressão, menor será o calor de cisalhamento. Assim, a estrutura da secção de compressão é o principal fator que determina o tamanho do calor de cisalhamento.
Normalmente, pretende-se utilizar um parafuso com um baixo calor de cisalhamento e uma taxa de compressão de 1,8-2,2. Para a profundidade da ranhura do parafuso da secção de dosagem, é necessário utilizar 0,09-0,1 vezes o diâmetro do parafuso.
A função da secção de dosagem de parafusos
A secção de dosagem do parafuso representa normalmente cerca de 20-25% do comprimento total do parafuso e é principalmente responsável por misturar uniformemente o plástico para garantir que todo o plástico é derretido.
Quanto mais longa for a secção de dosagem, melhor será o efeito de mistura do plástico. Se for demasiado longa, a massa fundida permanecerá demasiado tempo e produzirá decomposição térmica; se for demasiado curta, a temperatura não será uniforme.
Geralmente, quando seleccionamos um moldagem por injeção máquina para processar produtos, é preferível que o peso do produto seja 70%-80% do volume de injeção.

Se o volume de injeção for demasiado grande, a massa fundida permanecerá na secção de dosagem durante muito tempo. Isto fará com que o material se decomponha devido ao calor, criará poros no produto final e até afectará as propriedades mecânicas do produto.
Efeito Plastificante
A principal função do parafuso no processo de moldagem por injeção é derreter o material plástico sólido com calor, transformá-lo em estado líquido e empurrá-lo direta ou indiretamente para a cavidade do molde para fazer um produto.

Assim, o parafuso da máquina de moldagem por injeção é designado por plastificador. O processo de plastificação é afetado por muitos factores, tais como o comprimento e o diâmetro do parafuso, o passo, a velocidade, etc. O ajuste razoável destes factores tem um enorme impacto no efeito de plastificação.
Efeito de pressurização
O parafuso na máquina de moldagem por injeção tem a função de empurrar o material plástico derretido para a cavidade do molde. Para isso, o parafuso na máquina de moldagem por injeção utiliza diferentes passos de parafuso e bicos de alta pressão, conforme necessário.

O parafuso com um bocal de alta pressão pode aumentar a pressão de injeção do material plástico para garantir a densidade e a qualidade do produto. Assim, o efeito de pressurização é também uma das funções importantes do parafuso na máquina de moldagem por injeção.
Função de regulação da temperatura
O parafuso é normalmente feito de metal, pelo que pode ser aquecido ou arrefecido para controlar a temperatura do plástico. O controlo da temperatura é muito importante no processo de moldagem por injeção porque afecta diretamente a forma como o plástico flui e a rapidez com que endurece.

O parafuso é normalmente feito de metal, pelo que pode ser aquecido ou arrefecido para controlar a temperatura do plástico. O controlo da temperatura é muito importante no processo de moldagem por injeção porque afecta diretamente a forma como o plástico flui e a rapidez com que endurece.
O parafuso na máquina de moldagem por injeção tem normalmente um sistema de aquecimento e arrefecimento para manter a temperatura constante durante o processo de moldagem por injeção.

Quando a máquina de moldagem por injeção está a funcionar, as secções de alta e baixa temperatura do parafuso alternam para garantir que o material plástico é totalmente derretido e que o processo de moldagem por injeção é estável.
Função de limpeza
Uma vez que existem muitos tipos diferentes de materiais plásticos utilizados na moldagem por injeção e, por vezes, é necessário adicionar-lhes material, haverá sempre alguma sujidade quando a máquina de moldagem por injeção funciona.
Estas impurezas afectarão o produto e até danificarão o molde. Neste caso, o parafuso na máquina de moldagem por injeção desempenhará um papel de limpeza.
A alta temperatura e a alta pressão geradas pela fricção rotacional do parafuso podem descarregar impurezas e resíduos, garantindo a qualidade do produto.

Fusão e mistura de materiais plásticos
À medida que o parafuso da máquina de moldagem por injeção se move, também empurra os grânulos de plástico para a frente, fazendo com que os grânulos de plástico da frente sejam empurrados para trás, misturando completamente os grânulos de plástico derretido com os grânulos de plástico não derretido.
Com os grânulos de plástico misturados, o parafuso da máquina de moldagem por injeção empurra os grânulos de plástico para a zona de aquecimento e, em seguida, empurra-os para a zona de fusão após o aquecimento.
Na zona de fusão do plástico, o parafuso desempenha a sua função principal, aquecendo e fundindo o plástico, rodando-o e empurrando-o para a frente.
Preenchimento da cavidade do molde
O parafuso não só empurra o material plástico, como também aplica uma pressão elevada para garantir que a cavidade do molde é preenchida. Esta pressão ajuda a ultrapassar a espessura do plástico e a garantir que este preenche todas as partes do molde.
Quando o material plástico estiver derretido e misturado, o parafuso empurra-o para a cavidade de enchimento do molde. A ação de empurrar do parafuso garante que o material plástico preenche todos os detalhes da cavidade do molde para dar a forma do produto que pretende.
O plástico derretido do parafuso da máquina de moldagem por injeção é enviado para a cavidade do molde para fazer o produto acabado que pretende. É possível controlar a velocidade a que o parafuso roda, de modo a enviar a quantidade certa de plástico para a cavidade do molde. Isto garante que o produto moldado é bom e ajuda-o a fazer as coisas mais rapidamente.

Quais são os métodos para selecionar o parafuso da máquina de moldagem por injeção?
Passo e tipo de rosca
O passo é a distância a que o plástico avança por cada rotação do parafuso. Quanto maior for o passo, mais curta é a distância que o plástico avança por rotação, o que é adequado para plásticos difíceis de fundir. Os tipos de rosca do parafuso são rosca de ranhura profunda e rosca de ranhura rasa.
Matérial Seleção
Os parafusos são fabricados com alguns materiais diferentes. Os mais comuns são o aço normal, as ligas de aço de alta qualidade e os materiais especiais resistentes ao desgaste. Os parafusos de aço normal são bons para a maioria dos plásticos. Mas se estiver a utilizar plásticos de engenharia que precisam de ser muito resistentes, deve utilizar parafusos feitos de ligas de aço de alta qualidade ou de materiais especiais resistentes ao desgaste.

Diâmetro e comprimento
Escolher o diâmetro e o comprimento do parafuso de acordo com as especificações e os requisitos de produção da moldagem por injeção máquina. Quanto maior for o diâmetro do parafuso, maior será a capacidade de moldagem por injeção e mais adequado para moldagem por injeção de grandes dimensões; quanto menor for o diâmetro do parafuso, mais adequado será para moldagem por injeção de pequenas dimensões.

Em termos de comprimento, em geral, o comprimento do parafuso deve ser 3-4 vezes o diâmetro para garantir que o plástico é totalmente plastificado.
Taxa de compressão
A taxa de compressão do parafuso refere-se à relação entre a profundidade e a superficialidade da área da rosca do parafuso, também conhecida como a capacidade de plastificação.

Diferentes plásticos requerem diferentes taxas de compressão para garantir que o plástico é totalmente plastificado sem plastificar em excesso e causar decomposição térmica.
Como utilizar corretamente o parafuso da máquina de moldagem por injeção?
Pré-aquecimento do arranque
Antes de iniciar a máquina de moldagem por injeção, é necessário pré-aquecer o parafuso. O objetivo do pré-aquecimento é aquecer o parafuso até à temperatura de trabalho correta e reduzir o arrefecimento do plástico no parafuso, para que o plástico possa ser totalmente plastificado e evitar problemas causados pela fusão incompleta do plástico.
Controlo da temperatura
A chave é manter a temperatura do parafuso e do cilindro da máquina de moldagem por injeção de plástico. Se a temperatura for demasiado elevada, o plástico decompõe-se. Se a temperatura for demasiado baixa, o plástico não será plastificado. Por conseguinte, a temperatura do parafuso e do cilindro deve ser ajustada de acordo com os diferentes plásticos para garantir que funcionam dentro do intervalo de temperatura adequado.
Limpeza e manutenção
Mantenha o parafuso limpo e arrumado para evitar que os resíduos de plástico e o pó de metal afectem a qualidade da moldagem por injeção. Utilize agentes de limpeza e ferramentas especiais para a limpeza e evite utilizar objectos duros para riscar a superfície do parafuso para evitar danos.
Evitar a utilização excessiva
Não utilize as máquinas de moldagem por injeção de plástico a toda a velocidade durante longos períodos de tempo. Faça um plano de produção razoável, descanse e faça a manutenção adequada e prolongue a vida útil do parafuso.

Conclusão
Em suma, o parafuso na máquina de moldagem por injeção tem muitas tarefas a realizar e cada uma delas tem um grande efeito na qualidade do produto final e na rapidez com que é fabricado. Assim, quando se está a fazer moldagem por injeçãoPara isso, é necessário saber utilizar corretamente o parafuso.







