 コンテンツへスキップ
コンテンツへスキップ 

はじめに 射出成形機のスクリューは、射出成形工程における重要な部品である。プラスチックの原料を溶かし、混ぜ、圧縮する役割を担っています。 今回は、射出成形機におけるスクリューの役割について説明する。
射出成形用スクリューとは?
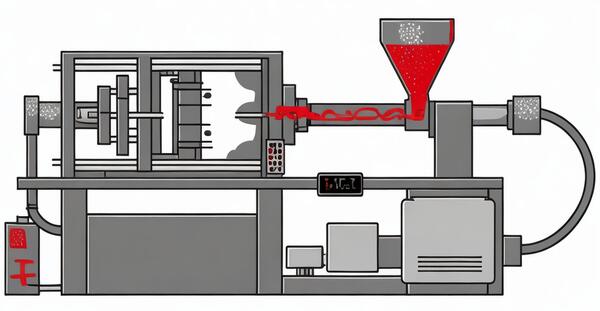
The injection molding screw is a very important part of the injection molding machine. It has the functions of conveying, compacting, melting, stirring and pressurizing the plastic. All of this is done by the rotation of the screw in the barrel.

スクリューが回転すると、プラスチックはバレルの内側、スクリューのネジ山の底、スクリューの押し刃、そしてプラスチックとプラスチックの間で擦れ合い、滑る。これらの動きによってプラスチックは前進し、摩擦による熱もプラスチックに吸収され、プラスチックは高温になり、溶ける。
射出成形機のスクリューの違いは?
スクリューは、射出成形機の非常に重要な部分です。スクリューは、生産中のプラスチックを搬送し、圧縮し、溶融し、撹拌し、加圧する役割を担っています。

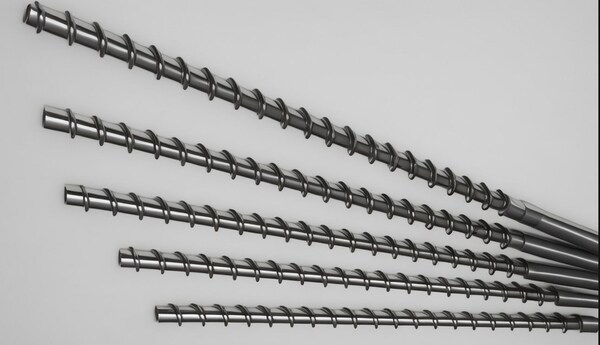
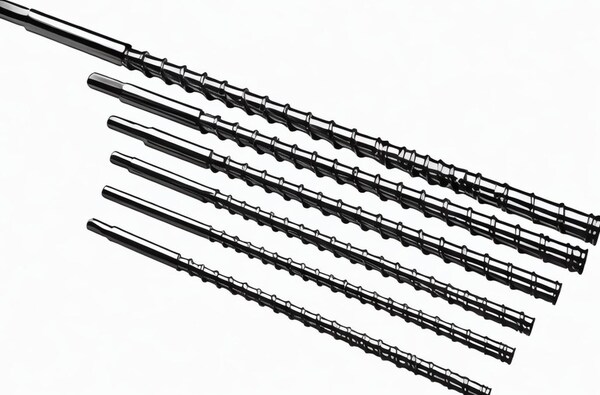
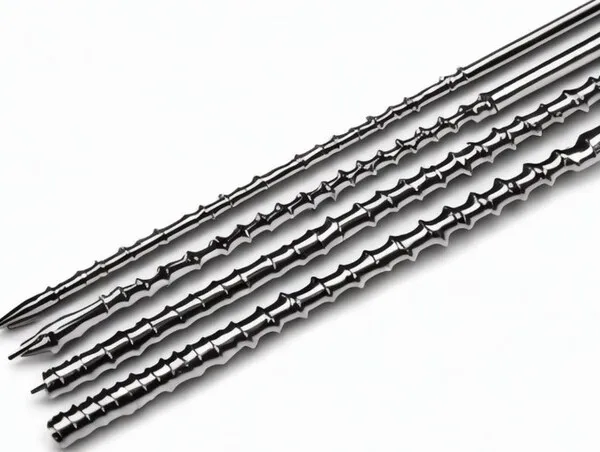
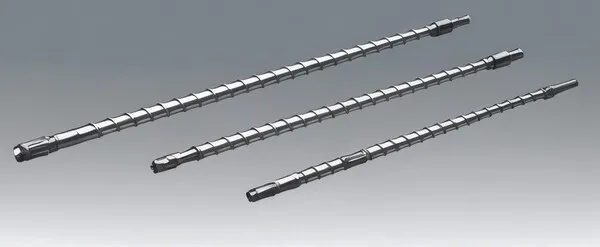
射出成形機のスクリューは、3つのタイプに分けることができます:漸進的なタイプ、突然のタイプ、ユニバーサルタイプ。漸進的なスクリューは、主に広い軟化温度範囲と高粘度の非結晶性プラスチックを処理するために使用されます。
クイックスクリューは主に結晶性で粘度と融点が明確なプラスチックの加工に使用され、一般スクリューは主に結晶性と非結晶性のプラスチックの加工に使用されます。

スクリューは射出成形機の最も重要な部品である。それは異なる機能と要件に応じて異なるタイプに分けることができます。
機能による分類
機能によって、可塑化スクリューは4つのゾーンに分けられ、固形物搬送ゾーン、溶融遅延ゾーン、固溶体ゾーン、溶融物搬送ゾーンである。

これら4つの区域のスクリューはそれぞれ独立して働くが、連携して働くこともある。固体搬送エリアのスクリューは供給ホッパーに接続され、温度が上昇するにつれてプラスチックを前進させます。
溶融遅延ゾーンのスクリューは、ゾルをスクリュー溝に蓄積させ、溶融プールを形成させる。固溶体ゾーンのスクリューには2つの機能がある。ひとつは溶融材料の可塑化を助けることであり、もうひとつは溶融プラスチックを溶融プールに運ぶことである。

最後の溶解ゾーンにあるスクリューは、プラスチックを同じ温度に保ち、スムーズな流れを保つのに役立つ。
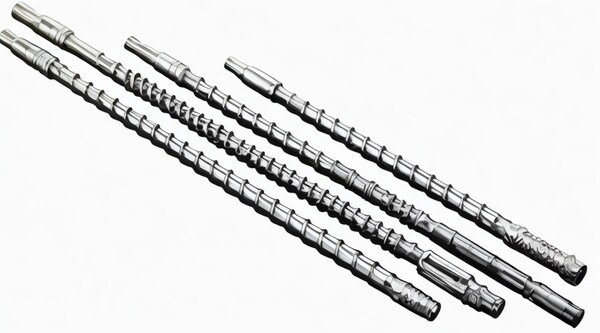
幾何学的形状による差別化
形状に基づいて、それは3つの部分に分けることができます:供給ゾーン、圧縮ゾーン、および計量zone.The供給ゾーンの終了前に溶融を開始するプラスチック固体をプッシュするために使用されるスクリューの溝の深さを修正することです。
圧縮ゾーンのネジは、プラスチック原料の溶融、混合、せん断圧縮と加圧排気を助けることができるテーパーネジ溝の溝の深さです。
計量ゾーンは、スクリューの溝の一定の深さです。プラスチックを圧縮するだけでなく、プラスチックが均一な温度で安定するように圧力をかけます。
射出成形機のスクリューの動作原理は何ですか?
動作原理
押し出しスクリューは、材料を連続的に押し出しながら溶かし、ダイヘッドにかなり高い圧力をかけて、成形ダイヘッドから連続的に押し出された製品を取り出す。
押出スクリューを設計する場合、3つのことを考える必要がある。どれだけの量のプラスチックを押し出すことができるか、その流れがどれだけ安定しているか、そしてプラスチックをどれだけうまく溶かすことができるかだ。

射出スクリューは、固形材料を予備可塑化することと、射出工程のために溶融材料を射出することである。安定した押し出しは必要ない。
The pre-plasticization of the injection screw is just a front process of the injection molding process, which is not a big deal compared to the extrusion screw.

材料加熱
剪断効果によって発生する熱のほかに、可塑化中の押出スクリューと同様に、射出機のバレル内の予備可塑化された材料は、バレル内に長く留まるため、より多くの外部ヒーターによって加熱される。
また、材料が金型に注入される際、材料はノズルを高速で流れ、多くの剪断を受けるため、剪断による熱が発生する。

可塑化圧力の調節に関して
ものを作っているとき、押出スクリューがプラスチックをどれだけ押し潰すかを変えることは難しいが、射出スクリューは背圧を変えることでプラスチックをどれだけ押し潰すかを変えることができる。
スクリューの長さの変化について
予備可塑化の間、射出スクリューは回転と後退を繰り返し、有効作業長を変化させる。押出スクリューは、一定温度、一定圧力、一定量を保ち、連続的に押出す必要がある。

スクリューは押出中に位置決めして回転させなければならず、スクリューの有効作業長を変えることはできない。
可塑化能力が生産能力に与える影響について
押出スクリューの可塑化能力は生産能力に直接影響するが、射出スクリューの予備可塑化時間は金型キャビティ内の製品の冷却時間よりも短い。

したがって、射出スクリューの可塑化能力は、生産能力に影響を与える主な要因ではない。
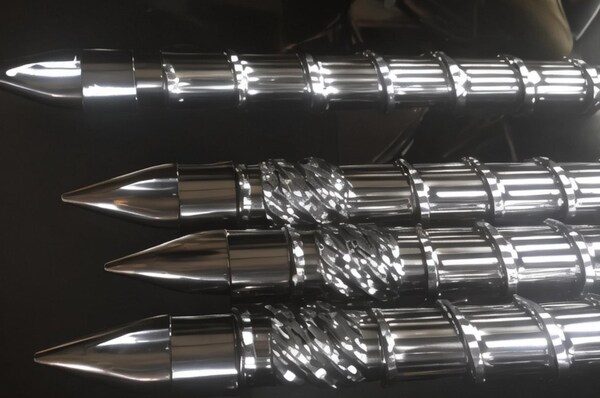
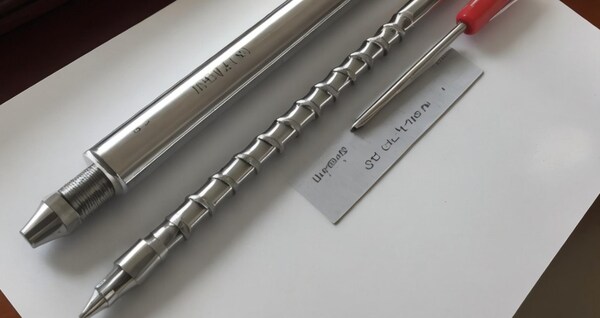
スクリューヘッドの構造について
射出スクリューヘッドは押出スクリューヘッドとは異なります。押出スクリューヘッドは、ほとんどの場合、丸いまたは鈍いですが、射出スクリューヘッドはほとんどが尖っており、ヘッドは特殊な構造を持っています。

尖ったスクリューヘッドまたはねじ山付きスクリューヘッド。このタイプのスクリューヘッドは、主に高粘度、熱安定性の悪い材料を処理するために使用されます。それは射出中に汚れた放電によって引き起こされる停滞材料の分解現象を防ぐことができます。
射出成形機のスクリューの機能とは?
スクリュー輸送部の機能
射出成形機のスクリュー搬送部は、プラスチックの搬送、押し出し、予熱の役割を担っている。

材料は、搬送セクションを通過した後、融点温度に到達する必要があります。通常、スクリュー搬送部はスクリュー全長の約50%である。
搬送部のスクリューの溝が深ければ深いほど、より多くの材料を移動させることができるが、スクリューの強度が十分であることを確認しなければならない。
スクリュー圧縮部の機能
スクリュー圧縮部は、プラスチックの圧縮、加圧、排気を担当する。このセクションを通過した後、材料はほぼ完全に溶融しますが、均一に混合されていません。通常、圧縮部はスクリュー全長の20~25%を占める。
この部分では、プラスチックがゆっくりと溶け、スクリュー溝の容積がゆっくりと減少しなければならない。そうでなければ、材料の圧力がしっかりせず、熱伝導が遅くなり、排気が悪くなり、ワークピースに孔が開く原因にもなる。

スクリュー圧縮比は、供給セクションの最後のスクリュー溝の深さと計量セクションの最初のスクリュー溝の深さの比です。圧縮比が一定の場合、スクリュー圧縮セクションが長いほど、せん断発熱が少なくなります。
また、圧縮部の長さが一定であれば、圧縮比が小さいほどせん断発熱量は小さくなる。つまり、圧縮部の構造がせん断熱の大きさを決める主な要因となる。
一般的には、せん断発熱が小さく、圧縮比が1.8~2.2のスクリューを使いたい。計量部のスクリュー溝深さは、スクリュー直径の0.09~0.1倍を使用したい。
スクリュー計量部の機能
スクリュー計量部は通常、スクリュー全長の約20~25%を占め、プラスチックを均一に混合し、すべてのプラスチックが溶融していることを確認するのが主な役割である。
計量部が長ければ長いほど、プラスチック混合効果が向上します。それは長すぎる場合は、溶融物が長すぎる滞在し、熱分解を生成します。
Generally, when we select an injection molding machine to process products, it is best that the product weight is 70%-80% of the injection volume.

射出量が大きすぎると、溶融物が計量部に長時間滞留することになる。そうなると、材料が熱によって分解し、最終製品に気孔が生じ、製品の機械的性質にまで影響を及ぼすことになる。
可塑化効果
射出成形工程におけるスクリューの主な役割は、固形のプラスチック材料を熱で溶かし、液状にし、直接または間接的に金型キャビティに押し込んで製品を作ることである。

つまり、射出成形機のスクリューは可塑化装置と呼ばれる。可塑化のプロセスは、スクリューの長さや直径、ピッチ、速度など、多くの要因に影響されます。これらの要因を合理的に調整することが、可塑化効果に大きな影響を与えます。
加圧効果
射出成形機のスクリューは、溶けたプラスチック材料を金型のキャビティに押し込む仕事をしている。これを行うために、射出成形機のスクリューは必要に応じて異なるスクリューピッチと高圧ノズルを使用する。

高圧ノズルを持つスクリューは、製品の密度と品質を確保するために、プラスチック材料の射出圧力を高めることができます。だから、加圧効果も射出成形機のスクリューの重要な機能の一つです。
温度調節機能
スクリューは通常金属製なので、プラスチックの温度をコントロールするために加熱したり冷却したりすることができる。プラスチックの流れや固まるスピードに直接影響するため、温度管理は射出成形プロセスにおいて非常に重要である。

スクリューは通常金属製なので、プラスチックの温度をコントロールするために加熱したり冷却したりすることができる。プラスチックの流れや固まるスピードに直接影響するため、温度管理は射出成形プロセスにおいて非常に重要である。
射出成形機のスクリューには通常、射出成形工程中の温度を一定に保つための加熱冷却システムがある。

射出成形機が稼動しているとき、スクリューの高温部と低温部が交互に回転し、プラスチック材料が完全に溶融し、射出成形プロセスが安定していることを確認する。
クリーニング機能
射出成形で使われるプラスチック材料にはさまざまな種類があり、時にはそれに何かを加える必要があるため、射出成形機を稼働させると必ず汚れが残る。
これらの不純物は製品に影響を与え、金型に損傷を与えることさえある。この場合、射出成形機のスクリューが洗浄の役割を果たします。
スクリューの回転摩擦によって発生する高温と高圧は、不純物や残留物を排出し、製品の品質を保証することができます。

プラスチック材料の溶解と混合
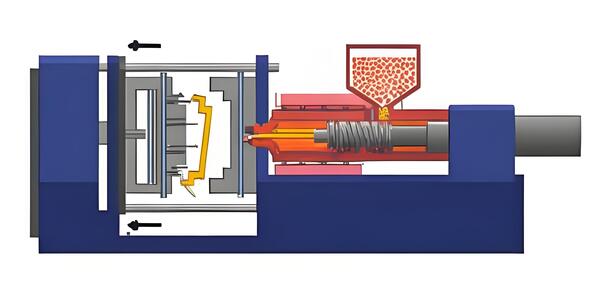
射出成形機のスクリューが動くと、プラスチックペレットも前方に押し出され、前方のプラスチックペレットが後方に押し出され、溶融したプラスチックペレットと未溶融のプラスチックペレットが完全に混合される。
混合されたプラスチックペレットは、射出成形機のスクリューによって加熱ゾーンに押し出され、加熱後に溶融ゾーンに押し出される。
プラスチックの溶融ゾーンでは、スクリューが主な役割を果たし、回転させながら押し進めることでプラスチックを加熱・溶融する。
金型キャビティへの充填
スクリューはプラスチック材料を押し出すだけでなく、金型のキャビティが満たされるように高い圧力をかけます。この圧力は、プラスチックの厚さに打ち勝ち、金型のあらゆる部分を満たすのに役立ちます。
プラスチック材料が溶けて混ざると、スクリューがそれを金型の充填キャビティに押し込む。スクリューが押し込まれることで、プラスチック材料が金型の空洞の細部まで充填され、希望する形状の製品ができるのです。
射出成形機のスクリューから溶けたプラスチックが金型キャビティに送られ、思い通りの完成品が作られます。スクリューの回転速度をコントロールすることで、金型キャビティに適量のプラスチックを送ることができます。これにより、成形品の品質が向上し、より早く製品を作ることができます。

射出成形機のスクリューの選択方法とは?
ピッチとスレッドタイプ
ピッチとは、スクリューが1回転する間にプラスチックが前進する距離のこと。ピッチが大きいほど、1回転でプラスチックが前進する距離が短くなり、溶けにくいプラスチックに適している。ネジの種類は深溝ネジと浅溝ネジがある。
マテリアl セレクション
ねじはいくつかの異なる材料から作られている。最も一般的なものは、通常のスチール、高品質の合金鋼、および特殊な耐摩耗性材料です。通常のスチール製スクリューは、ほとんどのプラスチックに適しています。しかし、本当にタフである必要があるエンジニアリングプラスチックを使用している場合は、高品質の合金鋼または特殊耐摩耗性材料から作られたネジを使用する必要があります。

直径と長さ
スクリューの直径と長さは、仕様と生産要件に応じて選択します。 射出成形 射出成形機。スクリューの直径が大きいほど、射出成形能力が大きく、大型の射出成形に適しており、スクリューの直径が小さいほど、小型の射出成形に適しています。

長さに関しては、一般的に、プラスチックが完全に可塑化されるように、スクリューの長さは直径の3~4倍が望ましい。
圧縮比
スクリューの圧縮率とは、スクリューのねじ部の深さと浅さの比率のことで、可塑化能力とも呼ばれる。

プラスチックの種類によって、可塑化しすぎて熱分解を起こすことなく完全に可塑化させるために必要な圧縮比は異なる。
射出成形機のスクリューを正しく使うには?
スタートアップ予熱
射出成形機をスタートさせる前に、スクリューを予熱する必要があります。予熱の目的は、スクリューを適切な作業温度まで加熱し、スクリュー内のプラスチックの冷却を抑えることで、プラスチックを完全に可塑化し、プラスチックの不完全な溶融による問題を回避することです。
制御温度
重要なのは、プラスチック射出成形機のスクリューとバレルの温度を保つことだ。温度が高すぎるとプラスチックが分解してしまう。温度が低すぎると、プラスチックは可塑化されません。したがって、スクリューとバレルの温度は、適切な温度範囲内で動作するように、さまざまなプラスチックに応じて調整する必要があります。
クリーニングとメンテナンス
プラスチック残渣や金属粉が射出成形の品質に影響を与えないよう、スクリューをきれいに整頓してください。洗浄には専用の洗浄剤や工具を使用し、スクリューの表面を傷つけるような硬いものの使用は避けてください。
酷使を避ける
プラスチック射出成形機を長時間フルスロットルで運転しないでください。合理的な生産計画を立て、適切な休息とメンテナンスを取り、スクリューの寿命を延ばす。

結論
要するに、射出成形機のスクリューには多くの仕事があり、それぞれの仕事が最終製品の出来栄えやスピードに大きく影響する。そのため 射出成形スクリューの正しい使い方を知らなければならない。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





