 Saltar para o conteúdo
Saltar para o conteúdo 
Serviços de impressão 3D Multi Jet Fusion (MJF)
Descubra os nossos serviços profissionais de impressão 3D Multi Jet Fusion (MJF) para peças fortes e detalhadas com prazos de entrega rápidos.

Recursos para O guia completo da impressão 3D por fusão a jato múltiplo (MJF)
O que é a impressão 3D Multi Jet Fusion (MJF)?
A Multi Jet Fusion (MJF) é uma tecnologia de fabrico aditivo de alta velocidade e de nível industrial desenvolvida e introduzida pela HP (Hewlett-Packard). Pertence à família fusão de leito de pó de processos de impressão 3D. No seu núcleo, a MJF constrói protótipos funcionais e peças de produção para utilização final a partir de um pó termoplástico granular, camada a camada, com um nível de velocidade, detalhe e qualidade das peças que a posiciona como uma tecnologia líder tanto para a prototipagem rápida como para a produção em série.
Ao contrário de outros métodos de fusão em leito de pó que utilizam um único laser para traçar e sinterizar a geometria de uma peça (como o SLS), o MJF emprega um processo único em toda a área. Utiliza uma matriz de jato de tinta para aplicar seletivamente agentes químicos em toda a superfície do leito de pó numa única passagem. Esta diferença fundamental é a chave para a sua excecional velocidade e produtividade, permitindo a produção de peças robustas e de alta qualidade a um custo mais baixo por peça em comparação com muitas alternativas.
1. O princípio fundamental: Fusão de leito de pó com um agente de pormenorização:
A inovação da MJF reside na utilização de dois agentes líquidos primários: um agente de fusão e um agente de pormenorização.
- Agente de fusão: Trata-se de uma tinta preta, termicamente condutora. É injectada com precisão nas áreas do leito de pó que se destinam a tornar-se a peça sólida. Quando é aplicada energia infravermelha, este agente absorve o calor, fazendo com que as partículas de pó subjacentes derretam e se fundam.
- Agente de pormenorização: Este agente é injetado em torno do contorno exterior da peça. A sua principal função é inibir a fusão. Actua como um isolador térmico, impedindo que o pó nos limites da peça se funda. Isto cria uma transição térmica nítida entre as zonas fundidas e não fundidas, resultando em arestas nítidas, definição de caraterísticas finas e um acabamento de superfície mais suave do que seria possível de outra forma.
Este sistema de duplo agente dá à MJF um controlo ao nível do voxel sobre as propriedades da peça, o que constitui uma pedra angular do potencial da tecnologia para futuros desenvolvimentos de materiais e propriedades.
2. Como é que a MJF se distingue no panorama do fabrico aditivo:
A MJF não é apenas uma melhoria incremental em relação às tecnologias existentes; representa uma mudança de paradigma na impressão 3D baseada em pó. Colmata a lacuna entre a liberdade de conceção da impressão 3D e a eficiência de fabrico necessária para a produção.
- Para a criação de protótipos: Oferece a capacidade de criar protótipos altamente funcionais e duradouros que imitam de perto as propriedades mecânicas das peças finais moldadas por injeção.
- Para a produção: A sua velocidade, consistência e rentabilidade tornam-na uma alternativa viável aos métodos de fabrico tradicionais, como a moldagem por injeção, para produções de baixo a médio volume, peças personalizadas e geometrias complexas que são impossíveis de moldar.
Como funciona a tecnologia de fusão por jato múltiplo?
1. O processo de impressão MJF passo a passo:
Etapa 1: Deposição de material
O processo começa no interior da câmara de construção. Um mecanismo de recobrimento varre uma camada fina e precisa de pó termoplástico (por exemplo, PA 12) através da plataforma de construção, criando um leito de pó fresco e uniforme. A câmara é pré-aquecida a uma temperatura imediatamente abaixo do ponto de fusão do material, o que minimiza a energia necessária para a fusão e ajuda a evitar deformações.
Etapa 2: Aplicação do agente
Este é o passo decisivo do processo MJF. Uma cabeça de impressão a jato de tinta, semelhante às encontradas nas impressoras de papel 2D, mas muito mais avançada, passa sobre o leito de pó. Este carro contém milhares de bicos que podem injetar gotículas minúsculas (picolitros) dos agentes químicos com extrema precisão. Ao mover-se, executa duas acções em simultâneo:
- O papel do agente de fusão: A cabeça de impressão deposita seletivamente o agente de fusão nas áreas do pó que correspondem à secção transversal da peça para essa camada específica. Este agente foi concebido para ser um absorvente de radiação infravermelha altamente eficaz. Essencialmente, "pinta" a fatia do modelo 3D no pó.
- O papel do agente de manutenção: Simultaneamente, a cabeça de impressão aplica o agente de pormenorização em torno do perímetro da geometria da peça. Este agente tem propriedades que inibem a fusão. Arrefece o limite, impedindo que o calor se espalhe e derretendo parcialmente o pó solto circundante. Este controlo térmico preciso é o que permite à MJF obter arestas vivas e detalhes finos.
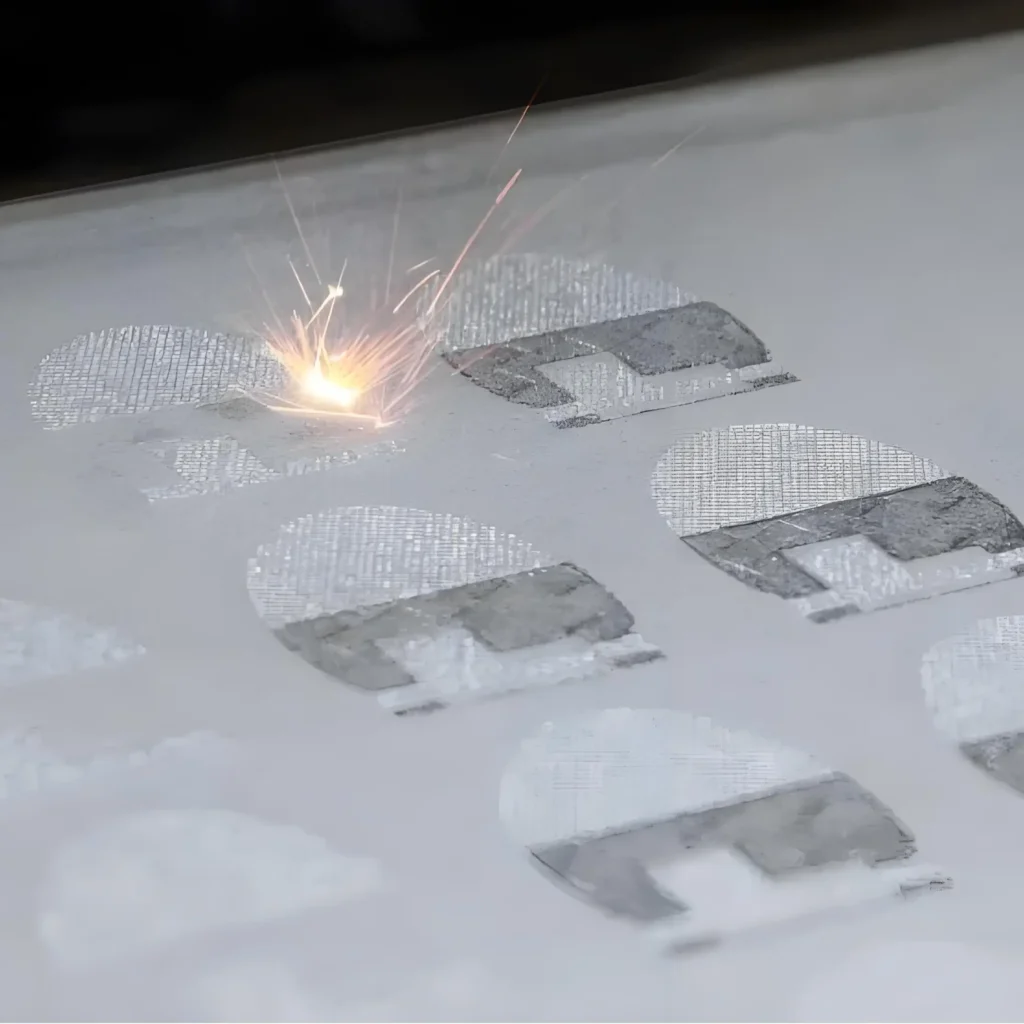
Etapa 3: Aplicação de energia e fusão
Imediatamente após a aplicação dos agentes, uma fonte de energia infravermelha (um conjunto de lâmpadas de alta potência) passa sobre todo o leito de pó. As áreas tratadas com o agente de fusão preto absorvem rapidamente esta energia, fazendo com que a sua temperatura suba acima do ponto de fusão do material. O pó nestas áreas derrete e funde-se numa camada sólida. O pó não tratado e as áreas tratadas com o agente de pormenorização não absorvem tanta energia e permanecem como pó solto.
Passo 4: Conclusão e repetição da camada
Assim que a camada estiver fundida, a plataforma de construção baixa a espessura de uma única camada (normalmente cerca de 80 microns). O recobridor deposita então uma nova camada de pó no topo, e todo o ciclo (Passos 1-4) repete-se. Este processo continua camada a camada até que toda a peça ou lote de peças esteja concluído. Uma vez que as peças são suportadas pelo pó não fundido circundante, não são necessárias estruturas de suporte dedicadas, o que permite geometrias complexas e a capacidade de encaixar várias peças dentro do volume de construção para maximizar a eficiência.

2. Pós-impressão: O processo de arrefecimento e desembalagem:
Uma vez concluída a fase de impressão, toda a unidade de construção, contendo as peças fundidas e o pó solto circundante, é movida da impressora para uma estação de processamento separada.
- ① Arrefecimento controlado: A unidade de construção deve arrefecer lentamente e em condições controladas. Este é um passo crítico para garantir a precisão da peça e as propriedades mecânicas ideais. Apressar o processo de arrefecimento pode levar a deformações e tensões internas. Este período de arrefecimento é uma parte significativa do fluxo de trabalho global da MJF e pode demorar várias horas.
- ② Extração de peças: Após o arrefecimento, a unidade de construção é desembalada. O bloco de peças fundidas e de pó não fundido é fragmentado. A grande maioria do pó solto é removido e recolhido para reciclagem.
- ③ Remoção de pó: As peças são então movidas para uma estação de limpeza onde qualquer pó não fundido restante é meticulosamente removido, normalmente utilizando jato de grânulos ou ar comprimido. Isto revela as peças acabadas, que têm um acabamento de superfície ligeiramente rugoso, cinzento mate.

O pó recuperado é misturado com uma determinada percentagem de pó fresco (um processo designado por "refrescamento") e pode ser utilizado em construções subsequentes. Esta elevada taxa de reutilização (normalmente 80-90%) torna a MJF um processo mais sustentável e económico em comparação com outras tecnologias de leito de pó que têm taxas de atualização mais baixas.
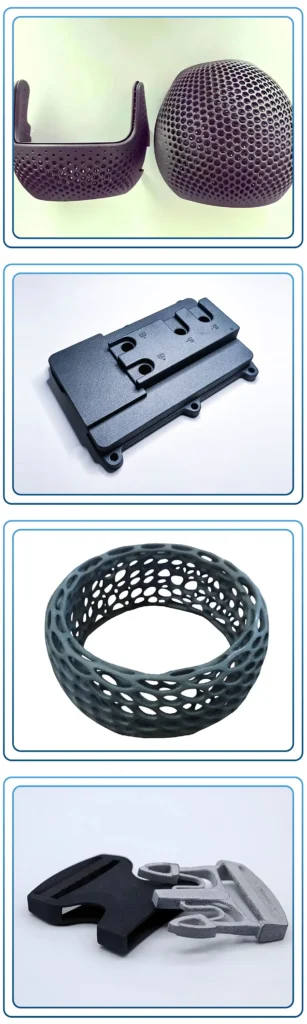
Quais são as aplicações típicas do MJF?
A combinação única de velocidade, rentabilidade e propriedades robustas dos materiais faz da Multi Jet Fusion uma tecnologia altamente versátil, adequada a uma vasta gama de aplicações, abrangendo todo o ciclo de vida do produto.
1. Prototipagem funcional:
A MJF é excelente na criação de protótipos funcionais de alta fidelidade, capazes de suportar testes rigorosos.
- Teste de forma, ajuste e função: Os engenheiros podem produzir protótipos com propriedades mecânicas quase idênticas às das peças de utilização final, permitindo testes realistas de montagens, encaixes e componentes móveis.
- Iteração rápida: A velocidade do processo MJF permite que as equipas de design passem rapidamente do modelo CAD para a peça física, testem-na, identifiquem falhas e repitam o design em dias, em vez de semanas. Isto acelera todo o ciclo de desenvolvimento do produto.
- Protótipos resistentes e duradouros: Ao contrário das tecnologias de prototipagem mais frágeis, as peças MJF feitas de materiais como PA 11 e PA 12 são duras, quimicamente resistentes e podem suportar o stress físico, o que as torna ideais para testes no terreno.
2. Peças de produção para utilização final:
É aqui que a MJF brilha verdadeiramente e se distingue de muitas outras tecnologias de impressão 3D. Não se trata apenas de uma ferramenta de prototipagem; é uma solução de fabrico legítima.
① Componentes para automóveis:
A indústria automóvel utiliza a MJF tanto para a criação de protótipos como para a produção de componentes interiores, exteriores e subjacentes não críticos.
- Exemplos: Suportes, clipes, caixas de fluidos, componentes do painel de instrumentos, peças de acabamento personalizadas e condutas.
- Benefícios: A resistência química do PA 12 a óleos e fluidos, a sua durabilidade e a capacidade de produzir estruturas complexas e leves são vantagens fundamentais.
② Dispositivos médicos e de cuidados de saúde:
Os materiais MJF, como o PA 12, são biocompatíveis (certificados USP Classe I-VI e orientação da FDA dos EUA para dispositivos de superfície de pele intacta) e podem ser esterilizados, o que os torna adequados para uma vasta gama de aplicações médicas.
- Exemplos: Guias cirúrgicos, modelos ortopédicos, ortóteses e próteses personalizadas, caixas para dispositivos médicos e equipamento de laboratório.
- Benefícios: Capacidade para criar peças específicas para cada doente, canais internos complexos e desenhos leves com excelente pormenor.
③ Bens de consumo e eletrónica:
A MJF é utilizada para produzir caixas duráveis, invólucros e componentes internos para uma variedade de produtos de consumo.
- Exemplos: Corpos de drones, caixas electrónicas personalizadas, componentes para auscultadores e caixas de proteção.
- Benefícios: Excelente acabamento de superfície (especialmente após o pós-processamento), elevado nível de pormenor e resistência para resistir a quedas e à utilização diária.
④ Gabaritos, acessórios e ferramentas industriais:
As fábricas beneficiam imenso da capacidade da MJF para produzir rapidamente ferramentas personalizadas.
- Exemplos: Gabaritos de montagem, gabaritos de controlo, guias de perfuração e ferramentas de fim de braço para robótica.
- Benefícios: A substituição de ferramentas metálicas pesadas, caras e de produção lenta por alternativas leves, ergonómicas e económicas impressas em 3D melhora a eficiência da linha de produção e a segurança do operador.
3. Geometrias complexas e estruturas de rede:
Uma vez que a MJF não requer estruturas de suporte, permite uma liberdade de conceção sem precedentes. Isto é particularmente valioso para aplicações que beneficiam da complexidade geométrica.
- Estruturas de rede: Os engenheiros podem conceber peças com estruturas internas complexas de treliça para reduzir o peso e a utilização de material, mantendo a integridade estrutural. Isto é fundamental em aplicações aeroespaciais e automóveis de elevado desempenho.
- Consolidação de peças: Vários componentes individuais de uma montagem podem ser redesenhados e impressos como uma peça única e complexa. Isto reduz o tempo de montagem, elimina potenciais pontos de falha e simplifica a cadeia de fornecimento.

A MJF é adequada tanto para a prototipagem como para a produção?
Sem dúvida. Uma das propostas de valor mais convincentes da Multi Jet Fusion é a sua dupla capacidade, servindo como uma ferramenta poderosa tanto para as fases iniciais de desenvolvimento do produto como para as fases finais de fabrico.
1. MJF para prototipagem rápida:
A MJF surgiu como uma escolha superior para a criação de protótipos funcionais de alta qualidade.
- Velocidade: O processo de impressão em toda a área permite à MJF produzir protótipos de forma significativamente mais rápida do que tecnologias como FDM ou SLS, especialmente quando o volume de construção está repleto de peças múltiplas. Uma construção completa de protótipos pode frequentemente ser concluída durante a noite.
- Paridade funcional: As peças MJF apresentam excelentes propriedades mecânicas, quase isotrópicas. Isto significa que a resistência e o comportamento de um protótipo são altamente consistentes, independentemente da sua orientação na câmara de construção. Esta previsibilidade é crucial para os testes funcionais, uma vez que o protótipo se comporta de forma muito semelhante a uma peça moldada por injeção.
- Propriedades do material: Os protótipos feitos de PA 12 ou PA 11 não servem apenas para avaliação visual. São duros, duradouros e quimicamente resistentes, permitindo cenários de teste no mundo real que destruiriam protótipos de outras tecnologias.

2. MJF para produção em série:
A MJF foi projectada desde o início com a produção em mente. Vários factores tornam-na uma alternativa viável e muitas vezes superior ao fabrico tradicional para determinadas aplicações.
- Escalabilidade económica: O custo por peça com a MJF é altamente competitivo, particularmente para tiragens de baixo a médio volume (de centenas a milhares de unidades). A elevada velocidade, a capacidade de encaixar peças densamente no volume de construção e a elevada taxa de reutilização do pó contribuem para uma economia favorável que desafia a moldagem por injeção para estas quantidades.
- Consistência e repetibilidade: As impressoras MJF oferecem um controlo de processo excecional, resultando numa elevada precisão dimensional e na repetibilidade de peça para peça. Isto assegura que a milésima peça é virtualmente idêntica à primeira, um requisito não negociável para ambientes de produção.
- Agilidade da cadeia de abastecimento: A MJF permite o fabrico a pedido e o inventário digital. Em vez de armazenar peças físicas, as empresas podem armazenar ficheiros digitais e imprimir peças conforme necessário. Isto reduz os custos de armazenamento, minimiza o desperdício de stock obsoleto e permite a produção localizada, encurtando os prazos de entrega.
- Personalização em massa: A MJF torna economicamente viável a produção de produtos personalizados ou customizados em escala. Uma vez que não existem ferramentas, cada peça de uma construção pode ser única sem incorrer em custos adicionais.

3. A ponte entre: Do protótipo à produção com uma única tecnologia:
A utilização da MJF tanto para a prototipagem como para a produção cria uma transição perfeita. O protótipo que foi testado e validado é fabricado exatamente com o mesmo material e processo que a peça de produção final. Isto elimina os riscos e os passos de revalidação que ocorrem frequentemente quando se muda de uma tecnologia de prototipagem (por exemplo, FDM) para uma tecnologia de produção (por exemplo, moldagem por injeção). Esta continuidade desarticula o processo de desenvolvimento do produto e acelera significativamente o tempo de colocação no mercado.
Que materiais são habitualmente utilizados na impressão 3D MJF?
Embora a seleção de materiais para a MJF seja mais selectiva do que para outras tecnologias como a FDM, os materiais disponíveis são altamente concebidos para o desempenho e abrangem uma vasta gama de aplicações industriais. A carteira está em constante expansão, mas os principais materiais são termoplásticos robustos.
1. Poliamidas (Nylons):
Os nylons são a pedra angular da impressão MJF, conhecidos pelo seu excelente equilíbrio entre força, flexibilidade e resistência térmica/química.
① PA 12 (o material de trabalho):
HP 3D High Reusability PA 12 é o material mais comum e versátil para MJF. É um termoplástico robusto com excelentes propriedades gerais.
Propriedades e benefícios:
- Elevada resistência e rigidez: Proporciona peças robustas e duradouras.
- Boa resistência química: Resistente a óleos, massas lubrificantes, hidrocarbonetos alifáticos e álcalis.
- Excelente resolução de detalhes: Capaz de produzir caraterísticas finas e arestas nítidas.
- Biocompatibilidade: Certificado para aplicações médicas que envolvam contacto com a pele.
- Elevada capacidade de reutilização: As taxas de atualização de pó líderes na indústria (cerca de 80% de pó reciclado para 20% de pó virgem) tornam-no rentável e mais sustentável.
Utilizações comuns: Protótipos funcionais, gabaritos e dispositivos de produção, dispositivos médicos, componentes automóveis e montagens complexas. É o material de eleição para a maioria das aplicações de MJF.
② PA 11 (A alternativa de base biológica):
HP 3D High Reusability A PA 11 é produzida a partir de um recurso renovável (óleo de rícino), o que a torna uma escolha mais amiga do ambiente. Oferece propriedades mecânicas diferentes em comparação com a PA 12.
Propriedades e benefícios:
- Ductilidade e resistência ao impacto superiores: O PA 11 é menos frágil do que o PA 12 e oferece um maior alongamento na rutura. Isto torna-o ideal para peças que precisam de dobrar sem partir, tais como encaixes, dobradiças vivas e componentes sujeitos a impacto.
- Propriedades isotrópicas melhoradas: Apresenta propriedades mecânicas ainda mais consistentes em todos os eixos.
- De base biológica: Oferece uma opção de material mais sustentável.
Utilizações comuns: Próteses, equipamento desportivo, componentes de drones e qualquer aplicação que exija elevada dureza e resistência à fadiga.
③ PA 12 com enchimento de vidro (PA 12 GB):
O HP 3D High Reusability PA 12 with Glass Beads (GB) é um material compósito que contém um enchimento de esferas de vidro 40%.
Propriedades e benefícios:
- Maior rigidez e estabilidade dimensional: As esferas de vidro aumentam significativamente a rigidez do material e reduzem a sua tendência para se deformar, tornando-o ideal para peças que requerem uma elevada rigidez e que têm de manter tolerâncias apertadas sob carga ou variações de temperatura.
- Maior resistência ao desgaste: Oferece uma melhor resistência ao desgaste abrasivo.
Utilizações comuns: Caixas, invólucros, acessórios e ferramentas que requerem estabilidade e rigidez a longo prazo. Não é adequado para peças que exijam elevada resistência ao impacto ou flexibilidade.


2. Poliuretano termoplástico (TPU):
Materiais como o Ultrasint® TPU01 da BASF estão disponíveis para a MJF, permitindo a produção de peças flexíveis, semelhantes a borracha.
Propriedades e benefícios:
- Flexibilidade e elasticidade: Oferece uma excelente resistência ao ressalto e ao rasgamento. Pode ser esticado e comprimido repetidamente sem deformação permanente.
- Elevada resistência ao desgaste e à abrasão: Extremamente durável para aplicações que envolvem fricção.
- Boa absorção de choques: Ideal para amortecer e atenuar as vibrações.
Utilizações comuns: Vedantes, juntas, mangueiras, foles, pinças, rodas e estruturas de proteção em treliça para equipamento ou calçado de desporto.


Como é que a MJF se compara a outras tecnologias de impressão 3D?
A escolha da tecnologia de impressão 3D correta depende dos requisitos específicos da aplicação, tais como a velocidade, as propriedades do material, o custo e o nível de detalhe pretendido. Eis como a MJF se compara a outras tecnologias industriais comuns.
1. MJF vs. Sinterização selectiva por laser (SLS):
A SLS é a tecnologia mais próxima da MJF, uma vez que ambas são processos de fusão em leito de pó. No entanto, as principais diferenças determinam qual é a melhor para um determinado trabalho.
① Semelhanças:
- Ambos utilizam pós termoplásticos (mais frequentemente Nylon 12).
- Ambos são auto-suficientes, eliminando a necessidade de estruturas de apoio dedicadas.
- Ambos produzem peças resistentes e funcionais adequadas para aplicações finais.
② Principais diferenças:
- Método de fusão e velocidade: A SLS utiliza um único laser de alta potência para traçar a geometria da peça ponto a ponto. A MJF utiliza uma matriz de jato de tinta e uma lâmpada de infravermelhos para fundir uma camada inteira de uma só vez. Isto faz com que MJF significativamente mais rápido (até 10 vezes em alguns casos), especialmente para construções com muitas peças pequenas ou grandes áreas de secção transversal.
- Detalhe e acabamento da superfície: O agente de pormenorização em MJF proporciona um melhor controlo térmico no limite da peça, resultando normalmente em pormenores mais nítidos e um acabamento superficial ligeiramente mais suave em comparação com a SLS.
- Reutilização de materiais: A MJF apresenta uma taxa de atualização de pó mais elevada (normalmente 80% reciclado), enquanto a SLS requer frequentemente uma mistura 50/50 de pó reciclado e virgem. Isto faz com que MJF mais rentável e sustentável em termos de consumo de materiais.
- Propriedades da peça: As peças MJF são geralmente mais isotrópicas e têm maior resistência à tração e densidade do que as suas homólogas SLS, o que as torna mecanicamente superiores.
③ Quando escolher MJF em vez de SLS?
Escolha a MJF para séries de produção de maior volume, aplicações em que a velocidade é crítica, peças que exigem o melhor desempenho mecânico possível e detalhes finos, e quando o custo por peça é o principal fator.
Impressão 3D SLS
2. MJF vs. Modelação por deposição fundida (FDM):
A FDM é uma tecnologia baseada na extrusão que constrói peças através da deposição de um filamento fundido camada a camada.
① Principais diferenças:
- Propriedades mecânicas (isotropia): As peças FDM são anisotrópicoou seja, são significativamente mais fracas no eixo Z (entre camadas) do que no plano XY. As peças MJF são quase isotrópicocom uma resistência altamente consistente em todas as direcções. Isto torna a MJF muito superior para peças funcionais que estarão sob carga.
- Acabamento e pormenorização da superfície: A MJF produz peças com uma textura fina e granular e uma resolução de caraterísticas muito mais elevada. As peças FDM têm linhas de camadas visíveis e têm dificuldades com detalhes finos e geometrias complexas sem estruturas de suporte significativas.
- Liberdade de conceção: A natureza auto-sustentada do leito de pó MJF permite a criação de geometrias extremamente complexas, canais internos e conjuntos aninhados que são impossíveis ou impraticáveis de imprimir com FDM devido à sua dependência de estruturas de suporte.
- Velocidade e escalabilidade: Para uma única peça pequena, o FDM pode ser mais rápido. Para produzir várias peças de uma só vez, MJF é muito superior devido à sua capacidade de encaixar peças e ao seu processo de impressão em toda a área.
② Quando escolher MJF em vez de FDM?
Escolha a MJF quando é necessário desempenho mecânico, precisão dimensional, geometria complexa e um acabamento de superfície profissional. A FDM é mais adequada para modelos de conceito inicial de baixo custo, geometrias simples e aplicações em que as propriedades anisotrópicas são aceitáveis.
Impressão 3D FDM
3. MJF vs. Estereolitografia (SLA):
A SLA é uma tecnologia de fotopolimerização em cuba que utiliza um laser UV para curar a resina líquida de fotopolímero camada a camada.
① Principais diferenças:
- Propriedades do material e durabilidade: As resinas SLA, embora ofereçam detalhes incríveis, são geralmente mais frágeis e menos duráveis do que os termoplásticos de qualidade de engenharia utilizados em MJF. As peças MJF (como a PA 12) são resistentes, flexíveis e adequadas para aplicações funcionais exigentes. As peças SLA são melhores para modelos visuais e aplicações em que é necessária uma elevada rigidez mas não resistência ao impacto.
- Acabamento da superfície: A SLA produz o acabamento de superfície mais suave de qualquer tecnologia de impressão 3D, tornando-a ideal para protótipos estéticos, modelos de apresentação e padrões para fundição. As peças de MJF em bruto têm uma textura granular, embora esta possa ser melhorada com o pós-processamento.
- Foco da aplicação: O MJF está orientado para protótipos funcionais e peças de produção. O SLA é a norma de ouro para modelos visuais de elevado pormenor, protótipos de ajuste de forma e padrões de fundição.
- Custo: Para peças funcionais, o MJF é geralmente mais económico, especialmente em escala.
② Quando escolher o MJF em vez do SLA?
Escolha MJF para qualquer aplicação que exija durabilidade, resistência ao impacto, resistência química e boas propriedades mecânicas para utilização no mundo real. Escolha a SLA quando a prioridade máxima é um acabamento de superfície ultra-suave, semelhante a um molde de injeção, para fins visuais ou para a criação de padrões principais.

Impressão 3D SLA
Impressão 3D por fusão a jato (MJF)
Saiba como funciona a impressão 3D Multi Jet Fusion (MJF), as suas principais vantagens, os materiais compatíveis e porque é que é ideal para protótipos funcionais e peças de utilização final.

Recursos para O guia completo da impressão 3D por fusão a jato múltiplo (MJF)
Quais são as principais vantagens da utilização do MJF?
A fusão por jato múltiplo oferece um conjunto atraente de vantagens que a tornam uma escolha líder para o fabrico moderno.
1. Velocidade e produtividade excepcionais:
O processo de fusão de uma só passagem e em toda a área é o núcleo da velocidade da MJF. Ao processar uma camada inteira de uma só vez, pode produzir peças a velocidades até 10 vezes mais rápidas do que as tecnologias concorrentes, como SLS e FDM, reduzindo drasticamente os prazos de entrega, tanto para protótipos como para séries de produção.
2. Propriedades mecânicas superiores e isotropia:
As peças MJF apresentam as melhores propriedades isotrópicas da sua classe, o que significa que têm uma resistência e durabilidade quase uniformes nas direcções X, Y e Z. Esta é uma vantagem crítica em relação ao FDM e até uma melhoria em relação ao SLS, resultando em peças previsíveis e fiáveis que funcionam como as suas contrapartes moldadas por injeção.
3. Alta precisão e resolução de detalhes finos:
A combinação de uma cabeça de impressão de jato de tinta de alta resolução (1200 DPI) e do agente de pormenorização único permite à MJF produzir peças com uma definição fina das caraterísticas (até 0,5 mm), arestas vivas e uma excelente precisão dimensional.
4. Custo-eficácia para lotes pequenos e médios:
A alta velocidade da MJF, a colocação eficiente de peças (preenchendo o volume de construção em 3D) e a taxa de reutilização de pó líder na indústria combinam-se para proporcionar um baixo custo por peça. Isto torna-a uma solução de fabrico economicamente viável para séries de produção demasiado pequenas para uma moldagem por injeção rentável.
5. Liberdade de conceção (não são necessárias estruturas de apoio):
Tal como a SLS, as peças MJF são suportadas pelo leito de pó não fundido em que são impressas. Isto elimina a necessidade de gerar e pós-processar estruturas de suporte, permitindo a criação de caraterísticas internas intrincadas, geometrias complexas e conjuntos móveis prontos a usar, impressos numa única peça.
6. Elevada capacidade de reutilização de materiais:
Com taxas de atualização de pó tão baixas como 20% de material virgem por construção, o MJF minimiza o desperdício e reduz os custos de material. Isto torna-a uma escolha mais sustentável e económica em comparação com outros processos de leito de pó com taxas de reciclagem mais baixas.

Quais são as limitações da fusão de jactos múltiplos?
Embora a MJF seja uma tecnologia poderosa, é importante compreender as suas limitações para determinar se é a mais adequada para o seu projeto.
1. Seleção limitada de materiais:
Em comparação com tecnologias como a FDM, a carteira de materiais para MJF é atualmente mais pequena e centra-se principalmente em nylons e TPU. Embora os materiais disponíveis sejam altamente capazes, os projectos que requerem materiais específicos como ABS, PC ou ULTEM de alta temperatura podem ter de recorrer a outros processos.
2. Acabamento de superfície e cor inerentes:
As peças de MJF em bruto apresentam uma cor cinzenta ou preta consistente (dependendo do material) e têm um acabamento de superfície ligeiramente granulado e mate, semelhante a um cubo de açúcar. Embora isto possa ser significativamente melhorado com o pós-processamento (como o tingimento ou a suavização de vapor), não corresponde à suavidade imediata da SLA ou da moldagem por injeção.
3. Necessidade de tempo de arrefecimento:
Uma parte significativa do fluxo de trabalho da MJF é o ciclo de arrefecimento controlado. A unidade de construção tem de arrefecer durante um período aproximadamente igual ao tempo de impressão para evitar deformações e garantir as propriedades ideais das peças. Isto significa que, mesmo que um trabalho de impressão termine em 12 horas, as peças não estarão prontas para extração e limpeza durante mais 12 horas, o que tem impacto no verdadeiro "tempo até à peça".
4. Não é ideal para peças muito grandes:
O volume de construção das máquinas MJF é generoso mas finito (por exemplo, cerca de 380 x 284 x 380 mm para a série 5200 da HP). Para peças que excedam estas dimensões, devem ser divididas em peças mais pequenas e montadas após a impressão, ou deve ser utilizada uma tecnologia diferente com uma plataforma de construção maior (como FDM ou SLA de grande formato).
5. Custo inicial do equipamento mais elevado:
Para as empresas que pretendem trazer a tecnologia para dentro de casa, o investimento inicial num sistema industrial de MJF (incluindo a impressora, a estação de processamento e os materiais) é substancial. É por esta razão que muitas empresas optam por utilizar a tecnologia através de um fornecedor de serviços como nós.

Quais são as diretrizes de design para a impressão 3D MJF?
A conceção de peças especificamente para a MJF irá garantir que obtém os melhores resultados possíveis em termos de qualidade, precisão e resistência. O cumprimento destas diretrizes minimizará as falhas de impressão e optimizará as suas peças para o processo.
1. Considerações fundamentais sobre a conceção:
① Espessura da parede:
- Mínimo recomendado: 0,5 mm para caraterísticas muito pequenas. Para peças robustas, uma espessura mínima de parede de 1 mm é altamente recomendável.
- Máximo: Evite secções sólidas e demasiado espessas, uma vez que podem acumular calor em excesso, conduzindo a potenciais imprecisões ou deformações. Sempre que possível, esvazie grandes secções.
② Tamanhos e diâmetros dos furos:
- Mínimo: Para os furos verticais (perpendiculares às camadas), um diâmetro mínimo de 0,5 mm é possível.
- Melhores práticas: Desenhe os orifícios ligeiramente maiores do que o pretendido para ter em conta uma pequena contração. No caso de orifícios roscados, é melhor imprimi-los subdimensionados e depois rosqueá-los no pós-processamento para obter uma qualidade de rosca óptima.
③ Dimensão e resolução dos elementos:
- Detalhes em relevo/em relevo: No caso de pormenores de texto ou de superfície, garantir que têm uma altura/profundidade mínima de 0,5 mm e uma espessura de linha de, pelo menos 0,5 mm ser claramente legível.
- Caraterísticas mais pequenas: A MJF pode resolver caraterísticas até 0,5 mm. Qualquer pormenor mais pequeno pode não ser impresso com êxito.
④ Folgas para montagens:
- Para as peças que têm de se encaixar ou mover em conjunto (por exemplo, encaixes, dobradiças, peças interligadas), uma folga mínima de 0,4 mm é recomendado. Para peças que exijam um ajuste mais solto, aumente este valor para 0,6 mm ou mais.
⑤ Deformação e grandes superfícies planas:
- Superfícies muito grandes, planas e finas (como uma placa de base grande) podem ter tendência a deformar-se durante o processo de arrefecimento.
- Mitigação: Adicione nervuras ou reforços para aumentar a rigidez ou, se possível, oriente a peça num ângulo durante a construção. A quebra de grandes áreas planas com texturas subtis também pode ajudar.
⑥ Buracos e buracos de fuga:
- Para economizar material, reduzir o peso e diminuir o custo, é altamente recomendável escavar modelos grandes e sólidos.
- Buracos de fuga: Se uma peça for vazada, é deve incluir pelo menos dois orifícios de saída para permitir a remoção do pó não fundido após a impressão. O diâmetro mínimo recomendado para um orifício de saída é de 2 mmmas é preferível uma maior (4-5 mm) para facilitar a limpeza.

2. Um quadro recapitulativo das recomendações de conceção:
| Caraterística | Mínimo recomendado | Melhores práticas |
|---|---|---|
| Espessura da parede | 0,5 mm | 1,0 mm ou superior |
| Diâmetro do furo | 0,5 mm | 1,0 mm (torneira para roscas) |
| Folga (montagens) | 0,4 mm | 0,6 mm para ajustes mais soltos |
| Detalhe gravado/em relevo | 0,5 mm de profundidade/altura | 1,0 mm para maior nitidez |
| Orifícios de fuga (para escavação) | 2,0 mm de diâmetro (2 orifícios) | 4,0 mm+ de diâmetro |
Que opções de pós-processamento estão disponíveis para peças MJF?
As peças em bruto de MJF são totalmente funcionais, mas pode ser aplicada uma gama de opções de pós-processamento para melhorar a sua estética, acabamento superficial e propriedades funcionais específicas.
1. Pós-processamento padrão:
Remoção de pó (jato de esferas): Este é um passo padrão e obrigatório para todas as peças MJF. Depois de serem extraídas do pó solto, as peças são meticulosamente limpas numa cabina de jato de areia utilizando meios como esferas de vidro. Isto remove todo o pó residual, resultando numa superfície limpa, mate e ligeiramente texturada. Este é o acabamento padrão das peças MJF.
2. Melhorias estéticas e funcionais:
① Tingimento:
Esta é a forma mais comum e económica de colorir peças de MJF. Como o material de base é poroso, aceita facilmente o corante.
- Processo: As peças são mergulhadas num banho de tinta quente, que penetra na superfície, proporcionando uma cor profunda, rica e duradoura.
- Cores comuns: O preto é a escolha mais popular, uma vez que cria um acabamento muito uniforme e profissional que esconde quaisquer imperfeições menores. Também estão disponíveis outras cores como o azul, o vermelho, o verde e o amarelo.
- Resultado: Uma cor resistente aos riscos que não lasca nem descasca.
② Suavização do vapor:
Esta é uma técnica de pós-processamento transformadora que melhora drasticamente o acabamento da superfície.
- Processo: A peça é exposta a um solvente vaporizado numa câmara controlada. O vapor derrete a superfície exterior da peça a um nível microscópico, suavizando a textura granulada e selando a superfície.
- Resultado: Um acabamento de superfície liso e semi-brilhante que se assemelha muito ao plástico moldado por injeção. Também melhora o alongamento na rutura e torna a peça estanque e mais fácil de limpar.
③ Pintura e revestimento:
Para requisitos de cor específicos (por exemplo, correspondência Pantone) ou propriedades de proteção especiais, as peças MJF podem ser pintadas ou revestidas.
- Processo: As peças são normalmente preparadas primeiro para criar uma base uniforme e depois pintadas com tintas para automóveis ou outras tintas especializadas. Podem ser aplicados revestimentos como Cerakote para aumentar a dureza, a resistência ao desgaste e a resistência química.
- Resultado: Opções de cor ilimitadas e propriedades de superfície personalizadas.
④ Maquinação e abertura de roscas:
Para caraterísticas que exigem uma precisão extremamente elevada que a impressão 3D não consegue alcançar, as peças MJF podem ser maquinadas secundariamente.
- Processo: As superfícies críticas podem ser fresadas ou torneadas, e os orifícios podem ser perfurados e roscados para criar roscas fortes e fiáveis para parafusos metálicos.
- Resultado: Uma peça híbrida que combina a liberdade de conceção da MJF com a precisão do fabrico subtrativo tradicional.
Perguntas frequentes sobre a impressão 3D da MJF
Os prazos de entrega podem variar consoante o tamanho da peça, a quantidade e o pós-processamento necessário. No entanto, devido à velocidade da tecnologia, os prazos de entrega padrão são muitas vezes tão curtos como 3-5 dias úteis para peças com um acabamento jato de esferas padrão.
As peças de MJF são excecionalmente fortes e duradouras, especialmente as fabricadas em PA 12 e PA 11. As suas propriedades quase isotrópicas significam que são fiáveis sob tensão de qualquer direção, tornando-as adequadas para aplicações funcionais exigentes e peças de utilização final.
Uma peça de MJF em bruto e jacteada tem um acabamento cinzento mate com uma textura ligeiramente granulada, frequentemente comparada a um cubo de açúcar ou a uma lixa muito fina. Este acabamento pode ser dramaticamente melhorado com pós-processamento, como o alisamento por vapor.
Uma peça de MJF em bruto tem alguma microporosidade e não é garantido que seja estanque. No entanto, a aplicação de um passo de pós-processamento, como o alisamento de vapor, sela a superfície, tornando a peça estanque e adequada para aplicações que envolvam fluidos.
Em comparação com muitos métodos de fabrico, a MJF tem fortes credenciais de sustentabilidade. A elevada taxa de reutilização do pó (frequentemente 80% ou mais) reduz significativamente o desperdício de material. Além disso, a produção de peças a pedido elimina o desperdício associado à sobreprodução e ao inventário obsoleto comum no fabrico tradicional.

Porque é que nos deve escolher para as suas necessidades de impressão 3D MJF?
A nossa equipa tem uma profunda experiência na tecnologia Multi Jet Fusion (MJF). Desde a fase inicial de criação de protótipos até à produção final, fornecemos orientação de conceção para fabrico (DFM) para garantir que as suas peças são funcionais e económicas.
Utilizamos impressoras HP Jet Fusion avançadas para fornecer peças de alta resolução, dimensionalmente exactas e repetíveis. Quer necessite de um único protótipo ou de uma grande produção, temos a capacidade e a precisão para satisfazer as suas necessidades.
Oferecemos uma seleção de materiais MJF de elevado desempenho, incluindo PA 11, PA 12, PA 12 GB e TPU flexível. Todos os materiais são cuidadosamente selecionados para garantir a resistência mecânica, a durabilidade e um excelente acabamento da superfície.
Com produção interna e fluxos de trabalho simplificados, podemos entregar peças rapidamente - muitas vezes no prazo de 3 a 7 dias, dependendo da complexidade e do volume - para que o seu projeto nunca se atrase.
Desde o alisamento a vapor e o tingimento até à pós-maquinação e montagem, oferecemos uma gama de serviços de acabamento para ajudar as suas peças MJF a cumprir os requisitos funcionais e estéticos.
Servimos clientes em todo o mundo com uma logística fiável e apoio de engenharia em inglês. As suas questões serão respondidas num prazo de 12 horas - garantido.

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

