 Saltar para o conteúdo
Saltar para o conteúdo 

Os produtos de plástico são objectos muito comuns nas nossas vidas e ajudam-nos muito. Desde pequenos copos de plástico e garrafas de plástico a grandes aparelhos, existem inúmeros produtos de plástico à nossa volta.
Mas vamos realmente falar sobre como estes produtos de plástico são fabricados, acredito que a maioria das pessoas não sabe dizer nada, agora vamos ter uma breve compreensão de como os produtos de plástico são fabricados.
Existem sete métodos comuns de produção de produtos de plástico.

Moldagem por compressão
É um método que permite obter a forma desejada colocando resina num molde, aquecendo-o e comprimindo-o. É utilizado para fabricar produtos de plástico que utilizam resina termoendurecível, como as nossas taças, pratos, tampas, etc.
1.Princípio da compressão fabrico de moldes processo
A moldagem por compressão é também designada por moldagem ou prensagem. O método de moldagem consiste em colocar pó de plástico, grânulos, migalhas ou plástico fibroso na cavidade do molde à temperatura de moldagem e, em seguida, fechar o molde e pressioná-lo para moldar e solidificar para obter os produtos de plástico desejados.
2. Caraterísticas da moldagem por compressão
a. O plástico sólido é adicionado diretamente à cavidade.
b. A pressão da prensa é transferida diretamente para o plástico através do molde convexo.
c. O molde está completamente fechado no momento da moldagem final.
3. Vantagens da moldagem por compressão
a. Sem sistema de vazamento, menor consumo de material.
b. O equipamento utilizado é uma prensa geral.
c. Moldes simples, que podem prensar produtos de plástico com superfícies planas maiores ou utilizar moldes com múltiplas cavidades para prensar vários produtos de uma só vez.
d. É vantajoso para a moldagem de plásticos com pouca fluidez e com fibra como carga.
4. Desvantagens da moldagem por compressão
a. Tempo de ciclo de produção longo e baixa eficiência.
b. Não é fácil prensar produtos de plástico com formas complexas e grandes diferenças de espessura de parede.
c. Não é fácil obter produtos de plástico com requisitos de elevada precisão dimensional.
d. Não é possível prensar produtos de plástico com inserções finas e facilmente quebráveis.
5. Âmbito de aplicação da moldagem por compressão
Plásticos fenólicos, aminoplásticos, plásticos de poliésteres insaturados, poliimida, etc., dos quais os plásticos fenólicos e os aminoplásticos são os mais utilizados.

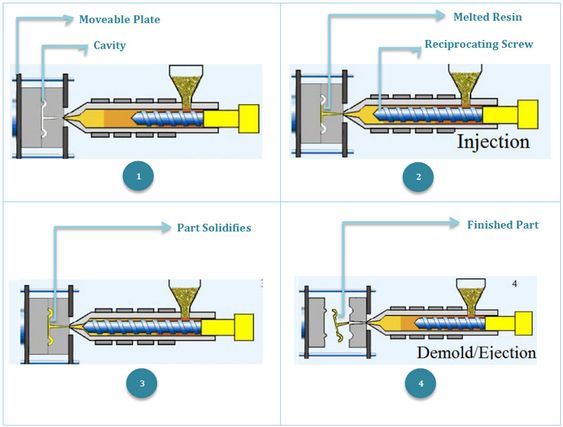
Moldagem por injeção
Este é um método de moldagem que consiste em injetar e pressionar plástico fundido de uma máquina de injeção para um molde.
É adequado para o fabrico de produtos de plástico relativamente grandes(Um método semelhante conhecido reação moldagem por injeção (RIM) é utilizado para fabricar produtos de plástico de grandes dimensões e de baixa quantidade), tais como recipientes selados, tambores e outros recipientes, e os CD e DVD também podem ser fabricados utilizando moldagem por injeção máquinas.
1. Princípio da moldagem por injeção de plástico
Moldagem por injeção de plástico é também conhecida como moldagem por injeção, que é um método de moldagem por injeção e moldagem.
A uma determinada temperatura, o material plástico é completamente fundido por mistura de parafusos, injetado na cavidade do molde com alta pressão e curado por arrefecimento para obter os produtos moldados.
Este método é adequado para a produção em massa de peças com formas complexas e é um dos métodos mais importantes do processo de fabrico.

2. Vantagens de moldagem por injeção
a. Uma vez que a plastificação da massa fundida e a modelação do fluxo do material moldado são efectuadas no cilindro e na cavidade do molde, respetivamente, o molde pode estar sempre num estado em que a massa fundida é rapidamente condensada ou reticulada e curada, o que permite encurtar o ciclo de moldagem.
b. A massa fundida é injectada no molde apenas depois de o molde estar bloqueado, e a massa fundida com boa fluidez tem pouco desgaste na cavidade do molde, pelo que um conjunto de moldes pode produzir grandes quantidades de produtos moldados por injeção.
c. Um operador pode frequentemente gerir dois ou mais moldagem por injeção máquinas, especialmente quando as peças moldadas podem ser descarregadas automaticamente, e podem ser geridas mais máquinas, pelo que a mão de obra necessária é relativamente baixa.
d. O todo moldagem por injeção O processo de injeção, tal como o fecho do molde, a adição de material, a plastificação, a injeção, a abertura do molde e a desmoldagem, é completado pela ação da moldagem por injeção, o que torna o processo de injeção fácil de automatizar totalmente e de realizar o controlo do programa.
e. Devido à elevada pressão durante a moldagem, é possível moldar peças de plástico com formas complexas, padrões e marcas de superfície nítidos e elevada precisão dimensional.
f. Mais do que um material pode ser moldado por co-injeção, e os materiais com pele dura e coração espumoso podem ser moldados eficazmente, e os plásticos termoendurecidos e reforçados com fibras podem ser moldados.
g. Uma vez que a moldagem pode ser feita com moldes de precisão e sistema hidráulico de precisão, e com a utilização de controlo por microcomputador, é possível obter produtos com elevada precisão, e a tolerância de volume pode atingir 1μm.
h. Elevada eficiência de produção, um conjunto de moldes pode conter dezenas ou mesmo centenas de cavidades, pelo que podem ser moldadas dezenas ou mesmo centenas de peças de plástico numa única moldagem.
i. As peças moldadas necessitam apenas de uma pequena quantidade de aparas para serem utilizadas, e os resíduos produzidos durante o processo de moldagem podem ser reutilizados, pelo que há pouco desperdício de matérias-primas durante o processo de moldagem. moldagem por injeção.
3. Desvantagens da moldagem por injeção
a. O aparelho-chave da moldagem por injeção é o molde, mas o ciclo de conceção, fabrico e ensaio do molde é longo. Normalmente, é necessário verificar a função de protótipos de plástico personalizados antes de fabrico do molde de injeção para evitar a perda de tempo e dinheiro causada por grandes alterações posteriores.
b. Devido à limitação das condições de arrefecimento, é difícil moldar peças de plástico de paredes espessas com grandes variações.
c. Devido aos elevados custos de produção de ambos moldagem por injeção máquina e molde de injeçãoO investimento inicial é elevado, pelo que não é adequado para a produção de pequenos lotes de peças de plástico.
d. A qualidade dos produtos moldados é limitada por muitos factores, pelo que é mais difícil dominar os elevados requisitos técnicos.
Calandragem
Este método de produção é semelhante à forma como normalmente se desenrola a massa com um rolo de massa, em que a resina é colocada entre rolos aquecidos e esticada por vários rolos até atingir uma espessura pré-determinada para formar a forma desejada.
É adequado para o fabrico de produtos planos largos, tais como películas, folhas, etc.
1. Princípio da calandragem
No processo de calandragem, o material é espremido e cisalhado várias vezes pela força de cisalhamento produzida entre os rolos para aumentar a plasticidade e estender-se em produtos finos com base numa maior plastificação.
A ação de extrusão e de cisalhamento dos rolos sobre o plástico altera a macroestrutura e a forma molecular do material, plastifica e estende o plástico com a cooperação da temperatura.
O resultado dos rolos é uma camada mais fina de material, enquanto a extensão aumenta a largura e o comprimento da camada.
2. Vantagens da calandragem
a. Grande capacidade de processamento, velocidade de produção rápida, boa qualidade do produto e produção contínua. A capacidade de processamento anual de uma calandra de quatro rolos de φ700×1800mm pode atingir 5000 toneladas a l0000 toneladas.
b. A espessura do produto calandrado é uniforme, a tolerância de espessura pode ser controlada dentro de 10%, e a superfície é lisa. Se for combinado com descaroçamento ou impressão, também pode ser obtido diretamente com vários padrões de produtos.
c. O grau de automatização da produção de calandras é elevado e a ligação avançada de calandras necessita apenas de 1 ou 2 pessoas para funcionar.
3.As desvantagens da calandragem
a. Equipamento de grandes dimensões, investimento elevado e manutenção complicada.
b. A largura do produto é limitada pelo comprimento dos rolos de calandragem, etc.
c. Longa linha de produção e muitos processos. Por conseguinte, não é tão rápida como a tecnologia de moldagem por extrusão na produção de chapa contínua.
d. Forte especialização do equipamento e difícil ajustamento do produto.
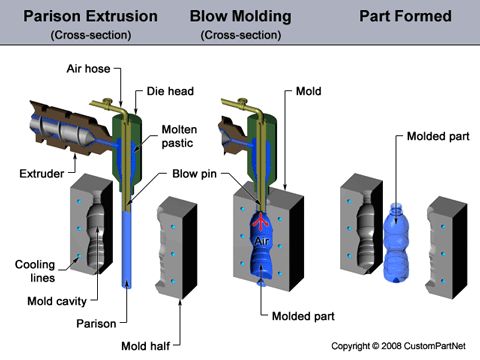
Moldagem por sopro oco
Este é um tipo de tubo extrudido ainda macio pelo molde é ensanduichado no meio, o ar superior é insuflado, e depois moldado de acordo com o molde. É adequado para o fabrico de várias garrafas, frascos de spray, etc.
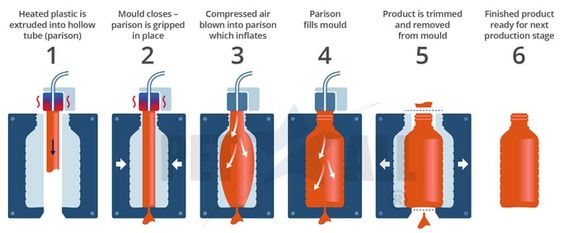
1.Princípio da moldagem por sopro oco
A matéria-prima no estado fundido é extrudida ou injectada para formar peças tubulares de plástico, que entram num molde com uma forma específica, e as peças no molde são insufladas por sopro num determinado volume de ar comprimido.
Depois de o ar ser soprado para dentro do molde, o molde será expandido, o que fará com que o molde seja apertado ao molde, e a moldagem inicial do produto será concluída.
Este processo, em termos técnicos, faz com que o polímero se deforme rapidamente perto da temperatura de transição vítrea, e continue neste estado.
O passo seguinte é o arrefecimento, que faz com que os produtos moldados sejam retirados do molde. O processo de arrefecimento consiste em arrefecer os produtos abaixo da temperatura de transição vítrea ou da temperatura de cristalização num curto espaço de tempo após os produtos serem moldados, ou em congelar os produtos moldados.
2. Vantagens da moldagem por sopro oco
a. A vantagem da moldagem a vácuo é que não necessita de um conjunto completo de moldes, apenas um único molde convexo ou côncavo, estrutura de molde simples, baixos custos de fabrico
b. A estrutura das peças de plástico é clara, distinta e pormenorizada, podendo ser formada por peças de plástico de grandes dimensões, de paredes finas e pouco profundas, e o processo de formação das peças de plástico também pode ser observado.
3. Desvantagens da moldagem por sopro oco
a. Fácil de fazer a espessura da parede da peça de plástico não é uniforme, especialmente as partes convexas e côncavas do molde, a espessura da parede da parte correspondente da peça de plástico é a mais fina.
b. O canto da estrutura da peça de plástico para o ângulo agudo, na moldagem de peças de plástico são fáceis de aparecer rugas.
c. As riscas de estiramento e de arrefecimento aparecem frequentemente na parte lateral da peça;
d. A pressão diferencial gerada pela moldagem a vácuo é muito pequena (normalmente 0,07-0,09MPa), pelo que não pode moldar peças com paredes espessas e cavidades profundas.
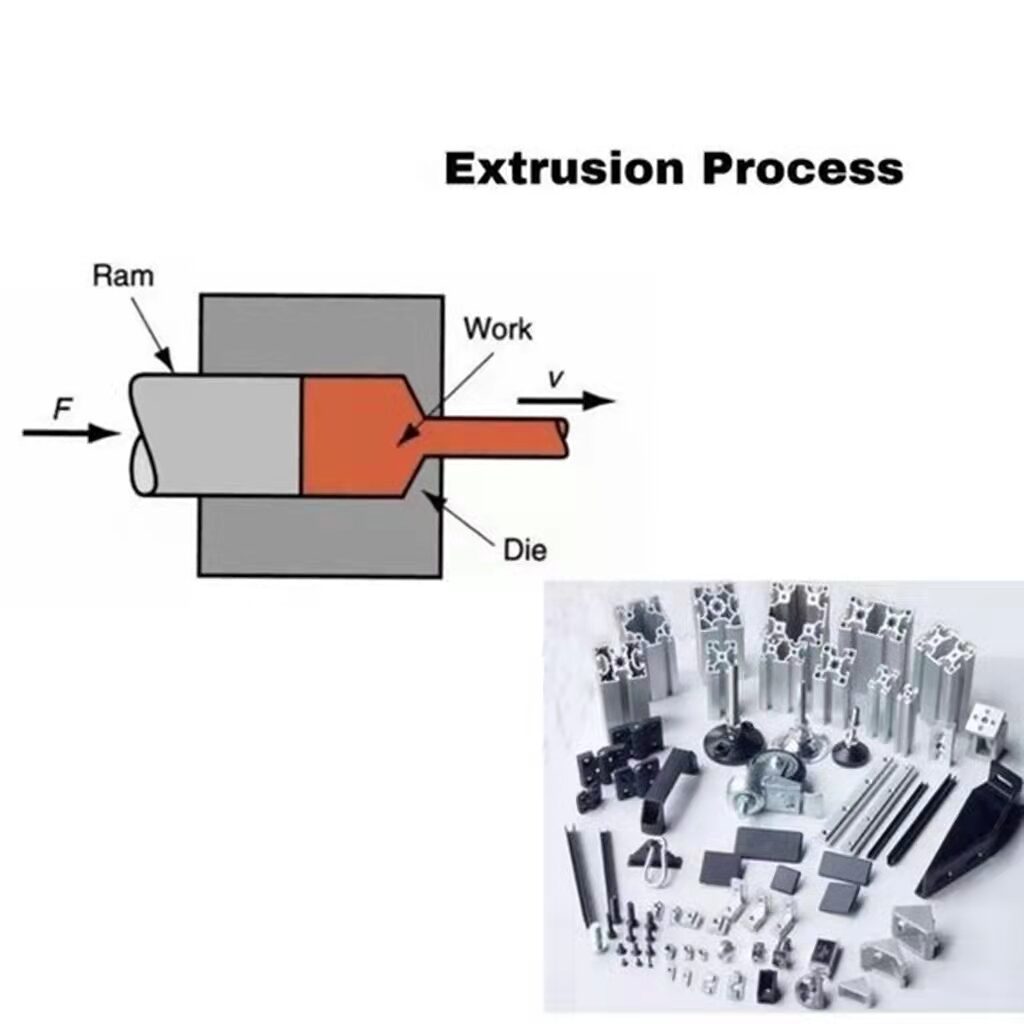
Moldagem por extrusão
Neste método, a resina é introduzida no equipamento de produção, como um moedor de carne, e aquecida enquanto a resina é transportada para a frente por um parafuso rotativo.
A resina é alimentada pelo bocal, derretida e extrudida ao mesmo tempo que é moldada. É adequado para o fabrico de produtos como os tubos.
1.Princípio de moldagem por extrusão
A moldagem por extrusão é também conhecida como extrusão no processamento de plásticos. No processamento por extrusão sem borracha, a extrusão é pressionada utilizando a pressão da prensa hidráulica na própria matriz.
É um método de processamento em que o material é termoplastificado pela ação entre o cilindro da extrusora e o parafuso, enquanto é empurrado para a frente pelo parafuso e passa continuamente através da cabeça para fabricar vários produtos ou semi-produtos de secção transversal.

2. Vantagens da moldagem por extrusão
Em comparação com outros métodos de moldagem para polímeros, a moldagem por extrusão tem uma série de vantagens notáveis.
a. Produção contínua Podem ser produzidos tubos, folhas, varas, perfis, películas, cabos e monofilamentos de qualquer comprimento, consoante as necessidades.
b. Elevada eficiência de produção A produção de uma única máquina da extrusora é elevada, tal como uma unidade de extrusão com 65 mm de diâmetro, produzindo película de PVC, a produção anual pode ser superior a 450 t.
c. Ampla gama de aplicações Este método de processamento é amplamente utilizado no processamento de borracha, plástico e fibra, especialmente produtos plásticos, quase todos os plásticos termoplásticos e alguns plásticos termoendurecíveis podem ser processados por este método.
d. Multi-utilização Uma extrusora pode processar muitos tipos de materiais e produtos. Ao mudar diferentes parafusos e cabeças de acordo com as caraterísticas dos materiais e a forma e tamanho dos produtos, podem ser produzidos diferentes produtos.
e. Equipamento simples, menos investimento Em comparação com moldagem por injeção e calandragem, o equipamento de extrusão é simples, mais fácil de fabricar, com custos de equipamento mais baixos e mais conveniente para instalar e colocar em funcionamento. O equipamento cobre uma pequena área e os requisitos para a fábrica e as instalações de apoio são relativamente simples.
3. Desvantagens da moldagem por extrusão
a. A densidade gerada pelo processo de extrusão é fraca.
b. A combinação da bainha e do núcleo do equipamento é deficiente.
Formação de vácuo
A moldagem por vácuo é um método de aquecimento de uma folha ou placa pré-fabricada por calandragem ou moldagem por extrusão para a amolecer, absorvendo o ar no molde e pressionando-a sobre o molde sob pressão atmosférica.
É utilizado para fabricar recipientes relativamente finos, como lancheiras e tabuleiros.
1. Princípio da moldagem por vácuo em blister
O princípio da moldagem a vácuo é que a folha de resina termoplástica, que é aquecida e amolecida por um dispositivo de aquecimento adequado, é aplicada ao modelo com muitos pequenos orifícios perfurados para atração de vácuo e, em seguida, o seu exterior é selado do ar circundante e, em seguida, o ar no interior da cavidade do molde é rapidamente removido do orifício de extração de vácuo.

2. Vantagens da moldagem por sucção a vácuo
a. Baixo investimento em equipamento
b. Moldes fáceis de fazer (molde de gesso, molde de cobre, molde de alumínio)
c. Elevada eficiência de produção.
d. Forte adaptabilidade da especificação do produto. Com o método de formação de vácuo, podemos fabricar vários produtos de tamanho extra grande, extra pequeno, extra grosso e extra fino.
e. Vasta gama de produtos para necessidades diárias, brinquedos, artigos de papelaria, medicamentos, hardware, eletrónica, alimentos, etc.
3. Desvantagens da moldagem por vácuo em blister
a. A moldagem por vácuo em blister só pode produzir produtos do tipo meia-concha com estrutura simples
b. A espessura da parede dos produtos deve ser mais uniforme, e os produtos de plástico com diferentes espessuras de parede não podem ser fabricados.
c. A profundidade dos produtos de moldagem por sucção a vácuo é limitada até um certo ponto; em geral, a relação entre a profundidade e o diâmetro do recipiente não excede.
d. A precisão de moldagem das peças é fraca, e o erro relativo é geralmente superior a 1%.
e. Não só é difícil obter a consistência de forma ou tamanho entre diferentes peças por moldagem por sucção a vácuo, mas também é difícil garantir a uniformidade da espessura da parede de cada parte da mesma peça.
f. Alguns detalhes do molde não são totalmente reflectidos no produto durante o processo de moldagem por sucção a vácuo.

Moldagem por rotação
A moldagem por rotação, também conhecida como moldagem por rotação, moldagem por rotação, moldagem rotativa, etc., é um método de moldagem oca termoplástica.
Este método consiste em adicionar primeiro o material plástico ao molde, depois o molde roda continuamente ao longo dos dois eixos verticais e aquece-o. O material plástico no interior do molde reveste e derrete gradual e uniformemente e adere a toda a superfície da cavidade do molde sob a ação da gravidade e do calor, formando a forma desejada e, em seguida, arrefecendo e moldando o produto.
1. Princípio de moldagem por rotação
A resina é adicionada ao molde, o molde é fechado e o molde é aquecido e, ao mesmo tempo, o molde é rodado/enrolado em três dimensões utilizando dois veios de intersecção em ângulo reto para rodar ininterruptamente.
A resina é espalhada uniformemente na cavidade interior do molde pela sua própria gravidade e gradualmente derretida até que a resina esteja completamente derretida e uniformemente aderida à parede interior da cavidade do molde, depois o aquecimento é parado e transferido para o processo de arrefecimento, e o produto é arrefecido e solidificado e desmoldado para obter o produto oco sem costuras desejado.

2. Vantagens da moldagem por rotação
a. O custo do molde de rotomoldagem é baixo. Para produtos do mesmo tamanho, o custo do molde de rotomoldagem é cerca de 1/3 a 1/4 do custo da moldagem por sopro e moldagem por injeçãoque é adequado para moldar produtos de plástico de grandes dimensões.
b. Adequado para a produção de produtos de plástico de várias espécies e de pequenos lotes.
O equipamento de moldagem por rotação tem boa mobilidade, uma máquina de moldagem por rotação, pode instalar um molde grande, mas também pode organizar um número de pequenos conjuntos de xadrez.
Não só pode moldar diferentes tamanhos de peças, como também pode moldar simultaneamente produtos de diferentes tamanhos e formas. Desde que as matérias-primas utilizadas nos produtos de rotomoldagem sejam as mesmas e a espessura dos produtos seja igual, podem ser rotomoldados ao mesmo tempo, e os moldes não estão sujeitos a forças externas, pelo que os moldes são simples, baratos e fáceis de fabricar.
c. O molde também é relativamente mais barato, porque não tem alguns núcleos internos que precisam de ser feitos.
d. A moldagem por rotação é muito fácil de mudar a cor dos produtos, cada vez que o material é adicionado diretamente ao molde, o que faz com que o material entre nos produtos, e depois de os produtos serem retirados do molde, é adicionado o material necessário para a moldagem seguinte.
Por isso, quando precisamos de mudar a cor do produto, não desperdiçamos nenhuma gota de matéria-prima e não precisamos de perder tempo a limpar a máquina e o molde.
e. Adequado para moldar todos os tipos de peças ocas complexas, o processo de rotomoldagem requer apenas a força da estrutura para suportar o material, o peso do molde e a própria estrutura, e para evitar a fuga de material para fechar a força do molde.
Por conseguinte, mesmo na rotomoldagem de peças de plástico grandes e muito grandes, não é necessário utilizar equipamento e moldes muito volumosos, e o processamento e fabrico de moldes é muito conveniente, com um ciclo de fabrico curto e um custo relativamente baixo.
f. O processo de rotomoldagem poupa matérias-primas A espessura da parede dos produtos rotomoldados é relativamente uniforme e ligeiramente mais espessa no chanfro, pelo que pode dar pleno uso à eficácia do material, o que é propício à poupança de matérias-primas.
g. A forma dos produtos de rotomoldagem pode ser muito complexa, e a espessura pode ser superior a 5 mm.

3. Desvantagens da rotomoldagem
a. O custo das matérias-primas é relativamente elevado. Uma vez que a maioria das matérias-primas plásticas são granulares, têm de ser moídas até se tornarem pó antes de poderem ser utilizadas na rotomoldagem.
O processo de moagem aumenta muito o custo das matérias-primas e a qualidade da moagem é um dos factores mais importantes no processo de rotomoldagem.
b. As matérias-primas adequadas para a rotomoldagem são limitadas. Embora após anos de desenvolvimento, os tipos de matérias-primas plásticas adequadas para rotomoldagem ainda são limitados, e o polietileno representa mais de 90% dos materiais utilizados na rotomoldagem.
c. Baixa eficiência de produção e elevado consumo de energia. Porque a moldagem de cada produto deve ser moldada e o pó de resina deve ser aquecido até à temperatura de fusão da resina e, em seguida, arrefecido até à temperatura ambiente, pelo que todo o ciclo de produção é longo, normalmente demora vários minutos.
d. Elevada intensidade de trabalho na produção. No processo de rotomoldagem, o processo de carga e desmoldagem requer normalmente uma operação manual, pelo que a intensidade de trabalho é elevada. Isto é especialmente verdadeiro para produtos complexos.
e. Produtos sólidos, peças sólidas são difíceis de serem formadas. A moldagem por rotação normalmente só pode produzir produtos ocos ou em concha, apenas através da espuma, todo o produto pode ser feito sólido. A moldagem por rotação também é difícil de moldar separadores sólidos e estruturas de reforço utilizadas para aumentar a resistência do produto.
f. Fraca precisão dimensional. O tamanho dos produtos rotomoldados, para além do impacto das variedades de matérias-primas, mas também pela taxa de arrefecimento, agentes de libertação e outros factores, pelo que a precisão do seu tamanho é mais difícil de controlar.







