 Saltar para o conteúdo
Saltar para o conteúdo 

A escolha da tonelagem correta da máquina de moldagem por injeção é um fator crítico na produção de peças de plástico de qualidade e na otimização da produção. Neste artigo, explicaremos como os especialistas definem os princípios de seleção de uma máquina de moldagem por injeção e quais os métodos de cálculo necessários para determinar a tonelagem necessária da máquina com base nas suas necessidades reais.

Definição de Tonelagem da máquina de moldagem por injeção
Quando se fala do tamanho de uma máquina de moldagem por injeção, está-se a falar da força de fixação - a força máxima que a máquina utiliza para manter o molde fechado durante a injeção. A força de aperto é normalmente indicada em toneladas de pressão; quanto maior for a tonelagem, maior será a máquina. A força de aperto é importante porque afecta diretamente a qualidade e a produtividade das peças moldadas por injeção. Escolher a tonelagem certa também ajuda a manter o molde fechado durante o processo de injeção, o que ajuda a minimizar problemas como flashes e peças defeituosas.

Factores-chave na escolha da tonelagem da máquina de moldagem por injeção
Quando se está a tentar descobrir que tamanho moldagem por injeção máquina que necessita para a sua aplicação, há uma série de factores a considerar. Tem de pensar no tamanho e no design da peça que está a fazer, no número de cavidades que vai ter no molde, no tipo de material que vai injetar, na pressão que vai precisar para o injetar, no design do canal e no tipo de precisão e padrões de qualidade que tem para a peça final. Vou analisar cada um destes factores com um pouco mais de detalhe.
Tamanho, peso e estrutura do produto
- Tamanho do produto: A tonelagem é o que determina os parâmetros básicos do produto. O tamanho do produto é determinado pelo seu comprimento, largura e altura e dita o tamanho da pinça e, consequentemente, a força de aperto necessária. Os produtos maiores exercem mais pressão sobre o molde para que este feche corretamente e evite fugas do plástico fundido durante a injeção, pelo que necessitam de uma força de fixação mais elevada.
- Peso do produto: A pressão de injeção da máquina de moldagem por injeção é diretamente proporcional à tonelagem das máquinas de moldagem por injeção e é determinada pelo diâmetro do parafuso, bem como pela estrutura do material. Tendo tudo em conta, o peso do produto tem de ser estipulado em primeiro lugar. Tradicionalmente, se o peso de um único produto for inferior a 50 gramas, será necessária uma máquina com uma tonelagem inferior a 50T. Quanto aos produtos que pesam mais de 100 gramas, é suposto ser utilizada uma máquina com tonelagem superior a 100T.
- Estrutura do produto: Outro aspeto que pode afetar o tipo de força de fixação necessária é o grau de complexidade do produto. Nos produtos complicados, há muitas formas diferentes que o plástico tem de preencher. Por isso, é necessária mais pressão de injeção para preencher todas essas formas. Isso significa que é necessária mais força de fixação para manter o molde fechado. Por exemplo, se tivermos uma peça com paredes finas ou curvas, precisamos de mais força de fixação para garantir que o plástico é totalmente preenchido.

Tamanho do molde e contagem de cavidades
- Tamanho do molde: Se o molde for grande, isso significa que precisa de muita pressão para o prender. É necessário apertar os moldes maiores com mais força para evitar que se abram quando se injecta. O tamanho do molde é o comprimento, a largura, a altura e o peso do molde, e é necessário saber isso para calcular a tonelagem de que necessita.
- Contagem de cavidades do molde: O número de cavidades no molde afecta a força de aperto necessária para fechar as duas metades do molde. Os projectos de moldes de cavidade única são normalmente mais simples e aplicam a força de aperto a apenas uma peça do molde, enquanto os moldes de múltiplas cavidades aplicam a força de aperto a várias cavidades que estão a ser preenchidas ao mesmo tempo. Os moldes com múltiplas cavidades aumentam a produtividade, mas exigem uma força de fixação significativamente maior. Em geral, quanto mais cavidades existirem, mais força de fixação é necessária para fechar corretamente o molde.

Tipo de material
- Fluidez do material: Também é importante notar que alguns plásticos têm caraterísticas de fluxo diferentes, especialmente quando são fundidos. Isto porque com uma boa fluidez, ou seja, PP e PE, a pressão de injeção determina a força de aperto de forma negativa. Por outro lado, os materiais com caraterísticas de fluxo relativamente fracas, que incluem o PC e o POM, requerem pressões de injeção mais elevadas que, por sua vez, exigem uma força de fixação mais elevada para contrabalançar a pressão.
- Taxa de retração do material: A taxa de contração dos materiais plásticos também afecta a força de fixação necessária. Se o material tiver uma taxa de contração elevada, criará uma tensão de contração elevada durante o arrefecimento, o que exigirá uma força de fixação elevada para manter o molde fechado e permitir que a peça se forme sem distorção.
- Cristalinidade do material: Alguns termoplásticos necessitam de uma elevada pressão de injeção e força de aperto para fechar os moldes e obter produtos cristalinos de alta qualidade. Regra geral, a força de aperto no caso dos materiais amorfos é inferior à aplicada aos materiais cristalinos.

Pressão de injeção e conceção do canal
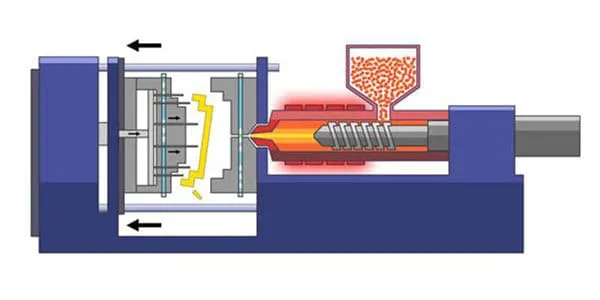
- Pressão de injeção: A pressão de injeção, por outro lado, é a pressão que o parafuso de injeção exerce quando injecta o plástico fundido no molde. A quantidade de pressão de injeção também afecta a força de aperto necessária. Esta é simplesmente a soma da força AOSC total utilizada para empurrar as prensas para baixo, dividida pelo número total de prensas. Uma pressão de injeção elevada requer uma força de aperto mais elevada para comprimir o molde, de modo a que este não se abra, produzindo assim produtos de alta precisão e qualidade.
- Design do corredor: Para ter êxito na conceção do canal, é necessário saber que este pode aumentar consideravelmente a pressão de injeção ou, por outras palavras, diminuir a força de aperto necessária. Na conceção do canal, factores como as posições e geometrias das comportas, as áreas da secção transversal do canal e o arrefecimento dos canais são todos críticos. Para otimizar a conceção do canal para processo de moldagem por injeção O controlo, a conceção do canal deve permitir uma distribuição uniforme do plástico fundido em todas as cavidades, reduzindo assim a perda de pressão e melhorando o rendimento do produto final.
Precisão do produto e requisitos de qualidade
- Produtos de precisão: À medida que os requisitos de precisão dos produtos finais aumentam, a pressão de aperto tem de ser correspondentemente maior. Isto deve-se ao facto de uma força de aperto inadequada poder permitir que o molde se abra durante a injeção, provocando assim a fuga de material e comprometendo a precisão dimensional e a estética do produto acabado. Quando as peças são concebidas com precisão, como as caixas para dispositivos electrónicos ou para qualquer equipamento médico, o requisito de força de aperto será mais crítico.
- Qualidade do produto: Os produtos para as indústrias de alta precisão necessitam de mais força de aperto para exercer uma grande pressão sobre o produto e para evitar que este fique com buracos. Se não houver pressão suficiente, surgem bolhas, marcas de afundamento e linhas de soldadura. Por isso, se quiser fazer boas peças, e com base no que acabei de lhe dizer, pode aumentar a pressão adquirindo uma máquina maior.

Comportamento de enchimento do material e condições do processo
- Comportamento de enchimento do material: Isto significa que alguns dos materiais que estão a ser utilizados no processo de injeção são diferentes e, portanto, têm diferentes padrões de enchimento. Um exemplo é o dos materiais de moldagem que têm tendência a fluir em padrões diferentes, o que conduzirá a pontos de pressão diferenciais, dentro do molde, necessitando assim de uma pressão de aperto mais elevada para assegurar um fecho uniforme do molde ou evitar uma abertura localizada do molde.
- Condições do processo: As condições de injeção incluem a velocidade de injeção, o tempo de espera e o tempo de arrefecimento no processo de moldagem por injeção, que afectam a força de aperto necessária para o processo. Velocidades de injeção mais elevadas e tempos de arrefecimento mais curtos significam normalmente mais pressão durante a injeção, o que significa que é necessária mais força de aperto. É necessário ter em conta a tonelagem da máquina e estas condições do processo.

Temperatura do molde e factores ambientais
- Temperatura do molde: Esta é uma forma elegante de dizer que a temperatura que coloca no molde faz uma grande diferença na quantidade de força de fixação que necessita. Os moldes de alta temperatura normalmente precisam de mais força de fixação para ajudar a contrariar a expansão e contração causadas pelas mudanças de temperatura e pela pressão do material derretido. Os moldes que são feitos para funcionar a baixas temperaturas não precisam de tanta força de aperto quando o plástico é injetado.
- Factores ambientais: Outros factores que estão relacionados incluem a temperatura e a humidade do ambiente de produção. Estes factores afectam as condições de trabalho da máquina de moldagem por injeção e a força de aperto necessária. As condições de calor e humidade do material da peça de trabalho podem alterar a resistência ao fluxo e, por conseguinte, aumentar a força de aperto necessária. Se a temperatura e a humidade forem baixas, o betão pode não necessitar de uma grande quantidade de força de aperto.

Método de cálculo da força de aperto
Assim, existem alguns aspectos que podem afetar a força de aperto necessária numa máquina de moldagem por injeção para produzir boas peças. Eis um guia passo a passo para o ajudar a descobrir a força de aperto de que necessita:
Compreender os princípios básicos
Força de aperto: A força de aperto é a força com que a máquina aperta o molde para o manter fechado durante a injeção. É muito importante garantir que o molde não se abre com a pressão do plástico que está a entrar.

Determinar parâmetros-chave
Vários factores afectam o cálculo da força de aperto, incluindo:Vários factores afectam o cálculo da força de aperto, incluindo:
Área Projectada (A): A parte da cavidade do molde onde a peça vai ser fabricada.
Pressão de injeção (Pi): A força utilizada para empurrar o plástico fundido para as cavidades do molde e quaisquer outras pressões que sejam necessárias ao longo do processo.

Calcular a área projectada (A)
Para calcular a área projectada, é necessário conhecer a geometria da peça. Se for um simples retângulo, basta multiplicar o comprimento pela largura. Se for mais complicado, poderá ter de o dividir em formas mais simples e somar as suas áreas.
Fórmula: Área projectada (A)=Comprimento×Largura
Determinar a pressão de injeção (Pi)
A pressão de injeção também pode variar consoante o tipo de material e os seus requisitos exactos no processo de moldagem. É frequentemente indicada pelo fornecedor do material, ou pode ser estimada utilizando as condições de tratamento térmico.

Calcular a força de aperto (Fc)
A força de aperto necessária para manter o molde fechado durante a injeção é calculada utilizando a seguinte fórmula: Força de aperto (Fc)=Área projectada (A)×Pressão de injeção (Pi)
Exemplo de cálculo
Assumindo os seguintes parâmetros:
- Área projectada (A): 100 polegadas quadradas
- Pressão de injeção (Pi): 5000 psi
Utilizando a fórmula: Força de aperto (Fc)=100 in2×5000 psi
Força de aperto (Fc)=500.000 lbs
Isto significa que são necessárias 500.000 libras de força de aperto para manter o molde fechado durante a injeção.

Fator de segurança
Recomenda-se a inclusão de um fator de segurança no cálculo para ter em conta as variações nas condições de processamento e garantir que o molde permanece fechado em segurança. Uma das medidas mais fundamentais de segurança é de 1,1 a 1,5 vezes a força calculada.
Considerações finais
Propriedades do material: A força de aperto do molde dependerá do tipo de material a ser injetado e das suas diferentes gamas de pressão.
Projeto do molde: É importante notar que em moldes complexos, o número de cavidades pode exigir uma alteração nos cálculos da força de aperto.
Quando se determina a força de aperto, o objetivo é obter o número certo para produzir boas peças sem outros problemas, como o flash, que pode ser causado pelo facto de o molde não fechar corretamente. Para obter números melhores, pode falar com os fabricantes de equipamento ou com pessoas que saibam muito sobre este assunto.

Sugestões para selecionar a tonelagem da máquina de moldagem por injeção
Quando se trata de moldagem por injeção a tonelagem de que necessita depende de alguns factores. Tem de pensar no tamanho da peça que está a fabricar, em quantas está a fabricar e no tipo de material que está a utilizar. Eis alguns aspectos a ter em conta:
Seleção da tonelagem com base no tamanho do produto: Se estiver a fabricar peças pequenas, é provável que utilize uma máquina com capacidade para 25 a 80 toneladas. Se estiver a fazer peças de tamanho médio, precisará de uma máquina com capacidade para 80 a 180 toneladas. Se estiver a fazer peças grandes, precisará de uma máquina com capacidade para 180 a 500 toneladas. Mas deve sempre verificar as dimensões da sua peça para ter a certeza.

Seleção da tonelagem com base no volume de produção: Muitas empresas precisam de fabricar muitas peças num curto espaço de tempo para serem eficientes e manterem os custos de mão de obra baixos. Se é esse o seu caso, vai precisar de uma máquina com muita tonelagem.
Seleção da tonelagem com base no material: Os diferentes plásticos têm estruturas e densidades diferentes. Isto significa que necessitará de diferentes gamas de tonelagem para diferentes materiais. Terá de encontrar um vendedor ou um fabricante que lhe possa dizer qual a tonelagem necessária para diferentes materiais.

Considerações práticas em aplicações reais
Ao escolher a tonelagem de uma máquina de moldagem por injeção, deve também considerar o seguinte:
Deixar uma margem: Ao escolher a tonelagem, pode escolher um pouco mais do que precisa, para que, se tiver algum problema na produção, possa continuar a utilizá-la. Por exemplo, se o material flutuar, ou a temperatura do molde flutuar, necessitará de mais força de aperto.
Conceção de moldes e precisão de maquinação: A força de aperto é afetada pela conceção e maquinação do molde. Se tiver a mesma precisão, o molde para prensagem de metal distribuirá a força de aperto uniformemente, pelo que necessitará de menos tonelagem para a máquina.

Desempenho e estabilidade das máquinas de moldagem por injeção: Diferentes empresas e fabricantes utilizam diferentes tipos de máquinas de moldagem por injeção, e o seu desempenho e estabilidade são diferentes. Ao escolher a tonelagem, deve ter em conta o desempenho geral e a estabilidade da máquina, para que a possa utilizar facilmente.
Ambiente de produção: A temperatura e a humidade no processo de produção são factores controláveis, que afectam a dinâmica de utilização da máquina de moldagem por injeção e a força de aperto. Deve ajustar bem os parâmetros de trabalho da máquina e escolher a tonelagem adequada à sua produção.

Tendências futuras
A moldagem por injeção é uma das tecnologias de fabrico mais utilizadas na indústria para fabricar todo o tipo de produtos. Como tecnologia de moldagem por injeção Com o passar do tempo, cada vez mais as máquinas de moldagem por injeção serão inteligentes e automatizadas. A decisão sobre a tonelagem correta da máquina será tomada mais por tecnologias de cálculo e simulação. Outra tendência importante no desenvolvimento da moldagem por injeção é a proteção ambiental e a poupança de energia. Por exemplo, as máquinas de moldagem por injeção de poupança de energia e de alta eficiência estão a tornar-se cada vez mais populares no mercado.

Conclusão
Descobrir a dimensão de uma máquina de moldagem por injeção de que necessita não é fácil. Há muitos factores a considerar. É necessário pensar no tamanho e na espessura da peça, no tamanho do molde, no tipo de material utilizado e na pressão que vai utilizar para injetar o plástico. Fazendo uma suposição fundamentada e usando algum senso comum e os princípios básicos de fabrico, e usando a sua experiência, pode escolher o tipo e tamanho certo de máquina para o seu trabalho, para que possa fazer as peças de que precisa e fazê-las corretamente. Espero que este artigo o ajude a si e à sua empresa a fabricar melhores peças com a sua moldagem por injeção máquinas.







