 Saltar para o conteúdo
Saltar para o conteúdo 

A moldagem por injeção é um método de processamento de plásticos muito utilizado para fabricar todo o tipo de produtos de plástico. Mas, por vezes, as coisas correm mal durante o processo de processo de moldagem por injeção. Pode acabar com linhas de soldadura, bolhas, cavidades de encolhimento, tiros curtos ou deformações. Estes defeitos não só fazem com que o seu produto tenha mau aspeto e funcione mal, como também fazem com que não dure tanto tempo. Por isso, é importante encontrar e corrigir estes problemas o mais rapidamente possível.

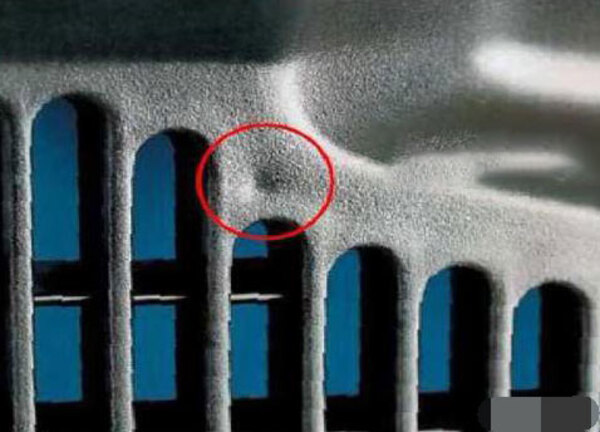
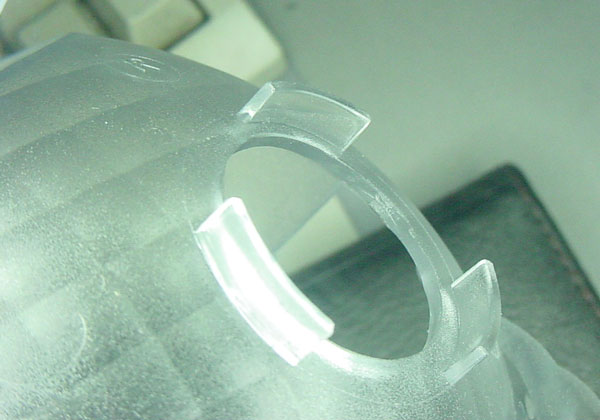
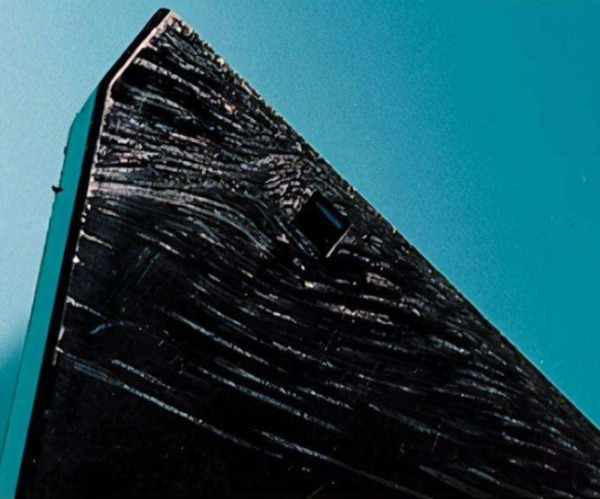
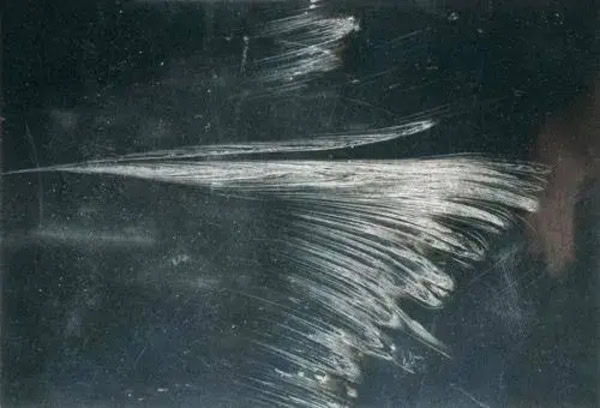
1. Fissuras em produtos moldados por injeção
A fissuração pode ser dividida em fissuração filamentosa, microfissuração, branqueamento do topo, fissuração na superfície da peça e riscos de trauma causados pela colagem do molde da peça e do canal de fluxo. De acordo com o tempo de fissuração, divide-se em fissuração por desmoldagem e fissuração por aplicação. Principalmente devido às seguintes razões:

1.1 Processamento
① Se a pressão for muito alta, a velocidade for muito rápida, o enchimento for muito grande, a injeção for muito longa e o tempo de retenção da pressão for muito longo, isso causará estresse interno excessivo e rachaduras.
② Ajuste a velocidade e a pressão de abertura do molde para evitar que as peças sejam puxadas à força para fora muito rapidamente, causando desmoldagem e rachaduras.
③ Aumentar adequadamente a temperatura do molde para facilitar a desmoldagem das peças e reduzir adequadamente a temperatura do material para evitar a decomposição.
④ Evitar fissuras devido a uma menor resistência mecânica devido a marcas de soldadura e degradação plástica.
⑤ Use adequadamente os agentes desmoldantes e preste atenção para remover frequentemente os aerossóis e outras substâncias presas à superfície do molde.
⑥ A tensão residual da peça pode ser eliminada por tratamento térmico de recozimento imediatamente após a moldagem para reduzir a geração de fissuras.

1.2 Aspectos do molde
① A ejeção deve ser equilibrada. Por exemplo, o número de pinos ejectores e a área da secção transversal devem ser suficientes, o ângulo de inclinação deve ser suficiente e a superfície da cavidade deve ser suficientemente lisa para evitar fissuras devido à concentração de tensão residual na ejeção causada por forças externas.
② A estrutura das peças não deve ser demasiado fina, e as transições em arco devem ser utilizadas tanto quanto possível nas peças de transição para evitar a concentração de tensões causada por cantos afiados e chanfros.
③ Use o menor número possível de inserções de metal para evitar que a tensão interna aumente devido às diferentes taxas de encolhimento entre a inserção e o produto acabado.
④ Devem ser previstas entradas de ar de desmoldagem adequadas para peças de fundo profundo, para evitar a formação de pressão negativa de vácuo.
⑤ O jito é suficientemente grande para permitir que o material do jito seja libertado do molde antes de ter tempo para solidificar, facilitando a libertação do molde.
⑥ A conexão entre a bucha de fluxo principal e o bico deve evitar que o material duro e frio seja arrastado e faça com que a peça grude no molde fixo.

1.3 Materiais
① O conteúdo de materiais reciclados é demasiado elevado, o que torna as peças fracas.
② Se a humidade for demasiado elevada, alguns plásticos reagirão com o vapor de água, o que os tornará fracos e fará com que rachem e partam.
③ Se o material em si não for adequado para o ambiente em que está a ser processado ou for de má qualidade, a contaminação fará com que rache e parta.

1.4 Aspectos da máquina
A capacidade de plastificação do moldagem por injeção A máquina deve ser adequada. Se for demasiado pequeno, a plastificação será insuficiente e não será totalmente misturado e tornar-se-á quebradiço. Se for demasiado grande, degradar-se-á.
2. Os produtos moldados por injeção têm bolhas
As bolhas (bolhas de vácuo) são bolhas de vácuo em que o gás é muito fino. De um modo geral, se forem encontradas bolhas no momento da abertura do molde, trata-se de um problema de interferência de gás. As bolhas de vácuo formam-se devido ao enchimento insuficiente do plástico ou à baixa pressão. Sob o arrefecimento rápido do molde, o combustível em contacto com a cavidade é puxado, resultando em perda de volume.

Solução
① Aumente a energia de injeção: pressão, velocidade, tempo e volume de material, e aumente a contrapressão para encher o molde.
② Aumente a temperatura do material e faça-o fluir suavemente. Baixe a temperatura do material para reduzir o encolhimento e aumente a temperatura do molde, especialmente a temperatura local do molde onde a bolha de vácuo se forma.
③ Coloque o portão na parte grossa da peça para melhorar as condições de fluxo do bocal, corredor e portão e reduzir o consumo de pressão.
④ Melhorar as condições de exaustão do bolor.

3. Deformação por urdidura de produtos moldados por injeção
A deformação, flexão e torção dos produtos moldados por injeção são principalmente causadas pelo facto de a taxa de encolhimento na direção do fluxo ser superior à da direção vertical durante a moldagem do plástico, resultando em diferentes taxas de encolhimento em cada direção e provocando a deformação das peças. Além disso, devido ao inevitável processo de enchimento do molde durante a moldagem por injeção, existe uma grande tensão interna que permanece no interior da peça, o que provoca o empeno. Todas estas são manifestações de deformação causadas por uma orientação de tensão elevada. Por conseguinte, fundamentalmente falando, a conceção do molde determina a tendência de empeno das peças. É muito difícil suprimir esta tendência através da alteração das condições de moldagem. A solução final para o problema deve começar pelo projeto e melhoramento do molde. Este fenómeno é causado principalmente pelos seguintes aspectos:

3.1 Aspectos do molde
① Assegurar que a espessura e a qualidade de todas as peças são consistentes.
② Conceber o sistema de arrefecimento para garantir que a temperatura de todas as partes da cavidade do molde é consistente. Projetar o sistema de gating para garantir que o material flua simetricamente para evitar deformações causadas por diferentes direções de fluxo e taxas de encolhimento. Aumentar a espessura do canal de saída e do canal principal para peças difíceis de preencher, tanto quanto possível. Eliminar as diferenças de densidade, pressão e temperatura na cavidade.
③ Assegurar que as áreas de transição e os cantos da espessura da peça são suaves e têm boas propriedades de desmoldagem, tais como aumentar a margem de desmoldagem, melhorar o polimento da superfície do molde e equilibrar o sistema de ejeção.
④ Assegurar uma boa exaustão.
⑤ Aumente a espessura da parede da peça ou aumente a direção antirrugas, e utilize nervuras de reforço para melhorar a capacidade antirrugas da peça.
⑥ O material do molde não é suficientemente forte.

3.2 Plásticos
Os plásticos cristalinos têm maior probabilidade de se deformarem do que os plásticos amorfos. Além disso, os plásticos cristalinos podem corrigir o empeno passando pelo processo de cristalização, que diminui à medida que a taxa de arrefecimento aumenta e a taxa de contração diminui.
3.3 Processamento
① A pressão de injeção é muito alta, o tempo de espera é muito longo, a temperatura de fusão é muito baixa e a velocidade é muito rápida, o que fará com que a tensão interna aumente e cause deformação de empenamento.
② A temperatura do molde é demasiado elevada e o tempo de arrefecimento é demasiado curto, o que faz com que as peças sejam sobreaquecidas durante a desmoldagem e provoca a deformação por ejeção.
③ Reduzir a velocidade do parafuso e a contrapressão para reduzir a densidade, mantendo a quantidade mínima de carga para limitar a geração de tensão interna.
④ Se necessário, as peças que são propensas a empenamento e deformação podem ser moldadas suavemente ou desmoldadas após a desmoldagem.

4. Defeitos de barras de cor, linhas e flores em produtos moldados por injeção
Este defeito ocorre principalmente em peças de plástico coloridas com masterbatch. Embora a coloração com masterbatch seja melhor do que a coloração com pó seco e a pasta de corante em termos de estabilidade da cor, pureza da cor, migração da cor, etc., a distribuição, ou seja, as partículas de cor são relativamente pobres na diluição do plástico e na mistura uniforme, e os produtos acabados apresentam naturalmente diferenças de cor regionais.

Solução
① Aumente a temperatura da seção de alimentação, especialmente a temperatura na extremidade traseira da seção de alimentação, para que a temperatura seja próxima ou ligeiramente superior à temperatura da seção de fusão, para que o masterbatch de cores possa derreter o mais rápido possível ao entrar na seção de fusão, promova a mistura uniforme com diluição e aumente a chance de mistura de líquidos.
② Quando a velocidade do parafuso é constante, o aumento da contrapressão aumenta a temperatura de fusão e o efeito de cisalhamento no barril.
③ Modifique o molde, especialmente o sistema de vazamento. Se o portão for muito largo, o efeito de turbulência é pobre quando o derretimento passa, e o aumento da temperatura não é alto, por isso é desigual e a cavidade do molde de fita deve ser estreitada.

5. Produtos moldados por injeção Encolhimento e amolgadelas
Quando injetar o plástico no molde, este arrefecerá e solidificará. Durante este processo, o plástico encolherá. Isto é normal. Mas, por vezes, a contração não é uniforme. É aí que surgem as mossas.
5.1 Aspectos da máquina
① Se o orifício do bocal for demasiado grande, a fusão fluirá para trás e causará encolhimento; se for demasiado pequeno, a resistência será grande e a quantidade de material será pequena, causando encolhimento.
② Se a força de aperto não for suficiente, o flash encolherá, pelo que deve verificar se existe algum problema com o sistema de aperto.
③ Se a quantidade de plastificação não for suficiente, deve utilizar uma máquina com uma grande quantidade de plastificação para verificar se o parafuso e o cilindro estão gastos.

5.2 Aspectos do molde
① Certifique-se de que a espessura da parede é a mesma em todo o lado e que a retração é a mesma.
② Certifique-se de que o sistema de refrigeração e aquecimento do molde mantém a mesma temperatura para todas as peças.
③ Certifique-se de que o portão é liso e não tem demasiada resistência. Por exemplo, o tamanho do canal principal, do corredor e do portão deve ser o correto, a superfície deve ser lisa e a área de transição deve ser curva.
④ Para peças finas, aumente a temperatura para garantir que o material flua suavemente. Para peças grossas, diminua a temperatura do molde.
⑤ Certifique-se de que a porta é simétrica e tente colocá-la na parte mais grossa da peça. Certifique-se de que o poço da bala fria é suficientemente grande.

5.3 Plásticos
Os plásticos cristalinos encolhem mais do que os plásticos amorfos. Ao processá-los, é necessário adicionar mais material ou acrescentar algo ao plástico para que este cristalize mais rapidamente e não encolha tanto.
5.4 Processamento
① A temperatura do barril é muito alta e o volume muda muito, especialmente a temperatura do forno frontal. Para plásticos com pouca fluidez, a temperatura deve ser aumentada adequadamente para garantir a suavidade.
② A pressão de injeção, a velocidade e a contrapressão são demasiado baixas e o tempo de injeção é demasiado curto, resultando num volume ou densidade de material insuficientes e em retração. A pressão, a velocidade e a contrapressão são demasiado elevadas e o tempo é demasiado longo, o que provoca o flash e o encolhimento.
③ Se a quantidade de material adicionado for demasiado grande, a pressão de injeção será consumida; se for demasiado pequena, a quantidade de material será insuficiente.
④ Para peças que não requerem precisão, após a injeção e a retenção de pressão estarem concluídas, a camada externa é basicamente condensada e endurecida, mas a peça sanduíche ainda é macia e pode ser ejectada. Pode ser retirada do molde o mais rapidamente possível e deixada arrefecer lentamente ao ar ou em água quente. A mossa de encolhimento é suave e pouco visível e não afecta a utilização.
6. Defeitos transparentes em produtos moldados por injeção
Pontos de fusão, riscas prateadas, poliestireno rachado, partes transparentes do plexiglas, por vezes, através da luz, podem ver-se algumas riscas prateadas semelhantes a filamentos cintilantes. Estas estrias prateadas também são designadas por pontos de inflamação ou fissuras. Isto deve-se à tensão gerada na direção vertical da tensão de tração, que provoca a orientação de fluxo intenso das moléculas de polímero e a diferença na taxa de dobragem entre a parte não orientada e a orientação de fluxo intenso.
Solução
① Remova qualquer gás ou impurezas e certifique-se de que o plástico está completamente seco.
② Diminua a temperatura do material, ajuste gradualmente a temperatura do cilindro e aumente a temperatura do molde conforme necessário.
③ Aumentar a pressão de injeção e diminuir a velocidade de injeção.
④ Aumentar ou diminuir a contrapressão antes da injeção e diminuir a velocidade do parafuso.
⑤ Melhorar as condições de exaustão do canal e da cavidade do molde.
⑥ Limpe quaisquer possíveis bloqueios no bocal, no canal e na porta.
⑦ Para encurtar o ciclo de moldagem, pode utilizar métodos de recozimento para se livrar das estrias de prata após a desmoldagem: para o poliestireno, mantenha a 78°C durante 15 minutos, ou a 50°C durante 1 hora. Para policarbonato, aqueça acima de 160°C durante alguns minutos.

7. Os produtos moldados por injeção têm cores desiguais
Eis as principais razões e soluções para a cor irregular dos produtos moldados por injeção:
① A má difusão do corante geralmente resulta em padrões próximos à porta.
② Os plásticos ou corantes têm pouca estabilidade térmica. Para estabilizar o tom de cor das peças, as condições de produção devem ser estritamente fixadas, especialmente a temperatura do material, a quantidade de material e o ciclo de produção.
③ Para plásticos cristalinos, tente manter a taxa de resfriamento de todas as partes da peça consistente. Para peças com grandes diferenças de espessura de parede, podem ser usados corantes para mascarar a diferença de cor. Para peças com espessuras de parede mais uniformes, a temperatura do material e a temperatura do molde devem ser fixas.
④ A forma, a forma do portão e a posição da peça têm um impacto no enchimento de plástico, causando diferenças de cor em algumas partes da peça, que devem ser modificadas, se necessário.

8. Defeitos de cor e brilho de produtos moldados por injeção
Na maioria dos casos, o brilho da superfície das peças moldadas por injeção é determinado pelo tipo de plástico, corante e suavidade da superfície do molde. Mas, por vezes, os defeitos de cor e brilho da superfície, o escurecimento da superfície, etc., são causados por outras razões. As razões e soluções são analisadas a seguir:
① O acabamento do molde é mau, a superfície da cavidade tem manchas de ferrugem, etc., e o escape do molde é mau.
② O sistema de vazamento do molde não é bom. O poço frio deve ser ampliado, o corredor deve ser ampliado, o canal principal deve ser polido, e o corredor e o portão devem ser polidos.
③ A temperatura do material e a temperatura do molde são baixas, e o aquecimento local do portão pode ser usado, se necessário.

④ A pressão de processamento é muito baixa, a velocidade é muito lenta, o tempo de injeção não é suficiente e a contrapressão não é suficiente, resultando em baixa compactação e superfície escura.
⑤ O plástico deve ser totalmente plastificado, mas a degradação do material deve ser evitada, o aquecimento deve ser estável e o arrefecimento deve ser suficiente, especialmente para paredes espessas.
⑥ Para evitar que o material frio entre na peça de trabalho, utilize uma mola de autobloqueio ou reduza a temperatura do bocal, se necessário.
⑦ É utilizado demasiado material reciclado, o plástico ou corante é de má qualidade, misturado com vapor de água ou outras impurezas, e o lubrificante utilizado é de má qualidade.
⑧ A força de aperto deve ser suficiente.
9. Produtos de moldagem por injeção Padrão de prata
As estrias prateadas nos produtos moldados por injeção são causadas por bolhas na superfície e poros internos. A principal razão para estes defeitos é a interferência de gases, como o vapor de água, o gás de decomposição, o gás solvente e o ar. Vamos analisar as razões específicas:
9.1 Aspectos da máquina
① O barril e o parafuso estão gastos ou há um canto morto no fluxo de material na cabeça de borracha e no anel de borracha, que se decompõe devido ao aquecimento a longo prazo.
② O sistema de aquecimento está fora de controlo, fazendo com que a temperatura seja demasiado elevada e se decomponha. Deve verificar se existem problemas com os elementos de aquecimento, tais como termopares e bobinas de aquecimento. A conceção incorrecta dos parafusos pode provocar o seu afrouxamento ou a introdução fácil de ar.
9.2 Aspectos do molde
① Ventilação insuficiente.
② A resistência ao atrito dos corredores, portões e cavidades no molde é grande, causando superaquecimento e decomposição local.
③ A distribuição desequilibrada de portões e cavidades e os sistemas de arrefecimento não razoáveis causarão um aquecimento desequilibrado, resultando em sobreaquecimento local ou bloqueio dos canais de ar.
④ A água vaza da passagem de resfriamento e entra na cavidade do molde.
9.3 Plásticos
① Se o plástico tiver uma humidade elevada, se for adicionado demasiado material reciclado ou se contiver detritos nocivos (os detritos decompõem-se facilmente), o plástico deve ser completamente seco e os detritos devem ser eliminados.
Para absorver a humidade da atmosfera ou do corante, o corante também deve ser seco. É melhor instalar um secador na máquina.
③ Se a quantidade de lubrificantes, estabilizadores, etc. adicionados ao plástico for demasiado grande ou misturada de forma desigual, ou se o próprio plástico contiver solventes voláteis, também pode ocorrer decomposição quando os plásticos misturados são aquecidos até um equilíbrio difícil.
④ O plástico está contaminado e misturado com outros plásticos.
9.4 Processamento
① Se a temperatura, a pressão, a velocidade, a contrapressão e a velocidade do motor de fusão forem demasiado elevadas, pode ocorrer decomposição. Se a pressão e a velocidade forem demasiado baixas, o tempo de injeção e a pressão de retenção são insuficientes. Se a contrapressão for demasiado baixa, a densidade pode ser insuficiente devido ao facto de não se conseguir obter uma pressão elevada e a fusão pode não ocorrer. Se o gás provocar o aparecimento de riscas prateadas, definir a temperatura, a pressão, a velocidade e o tempo adequados. Utilizar a velocidade de injeção em várias fases.

② Baixa contrapressão e velocidade de rotação rápida podem facilmente fazer com que o ar entre no barril e entre no molde com o material fundido. Se o ciclo for muito longo, o derretimento será aquecido no barril por muito tempo e se decomporá.
③ Quantidade insuficiente de material, almofada de alimentação demasiado grande, temperatura do material demasiado baixa ou temperatura do molde demasiado baixa afectarão o fluxo de material e a pressão de moldagem e promoverão a geração de bolhas.
10. Os produtos de plástico têm costuras soldadas
Quando o plástico derretido se junta em vários fluxos na cavidade porque atinge orifícios de inserção, áreas com diferentes taxas de fluxo e áreas onde o fluxo do material de enchimento do molde é interrompido, cria linhas de soldadura lineares porque não consegue derreter completamente. Além disso, serão criadas linhas de soldadura quando a porta enche o molde, e a resistência e outras propriedades das linhas de soldadura são muito fracas. As principais razões são analisadas a seguir:
10.1 Processamento
① A pressão e a velocidade de injeção são muito baixas, e a temperatura do cilindro e a temperatura do molde são muito baixas, fazendo com que o fundido que entra no molde esfrie prematuramente e cause linhas de solda.
② Quando a pressão e a velocidade de injeção são demasiado elevadas, ocorrerá pulverização e aparecerão linhas de soldadura.
③ A velocidade de rotação deve ser aumentada e a contrapressão deve ser aumentada para reduzir a viscosidade do plástico e aumentar a densidade.
④ Os plásticos devem ser bem secos e os materiais reciclados devem ser utilizados com moderação. Também podem ocorrer linhas de soldadura se for utilizado demasiado agente de libertação ou se a qualidade for má.
⑤ Reduzir a força de aperto e facilitar a exaustão.

10.2 Aspectos do molde
① Se houver demasiados portões na mesma cavidade, reduza o número de portões ou coloque-os simetricamente, ou coloque-os o mais próximo possível da junta de soldadura.
② Se o escape na junta soldada for mau, instale um sistema de escape.
③ O jito é muito grande e o sistema de passagem não está dimensionado corretamente. Abra a porta para evitar que a massa fundida flua em torno dos orifícios de inserção, ou use o menor número possível de inserções.
④ Se a espessura da parede mudar demasiado ou se a espessura da parede for demasiado fina, uniformize a espessura da parede da peça.
⑤ Se necessário, abra um poço de fusão na costura de soldadura para separar a costura de soldadura do produto.
10.3 Plásticos
① Se o plástico tiver pouca fluidez ou for sensível ao calor, adicione lubrificantes e estabilizadores conforme necessário.
② O plástico contém frequentemente impurezas, por isso, se necessário, substitua-o por plástico de melhor qualidade.
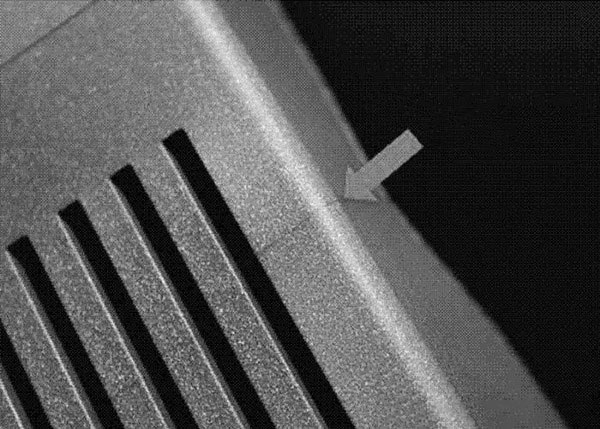
11.Marcas de vibração em produtos moldados por injeção
As peças de plástico duro, como o PS, têm estas ondulações densas nas suas superfícies perto da porta, que por vezes são designadas por linhas de vibração. Isto acontece porque quando a viscosidade da fusão é demasiado elevada e o molde enche de forma estagnada, o material da frente condensa-se rapidamente e encolhe assim que toca na superfície da cavidade, e a fusão subsequente empurra o material frio encolhido e continua o processo. Este movimento contínuo para a frente e para trás faz com que o fluxo de material crie padrões de vibração da superfície à medida que avança.
Solução
① Para aumentar a temperatura do cilindro, especialmente a temperatura do bico, você também deve aumentar a temperatura do molde.
② Aumente a pressão e a velocidade de injeção para encher rapidamente a cavidade do molde.
③ Aumente o tamanho do canal de fluxo e da comporta para evitar demasiada resistência.
④ Certifique-se de que o molde está bem ventilado e tem um poço de frio suficientemente grande.
⑤ Não faça peças demasiado finas.

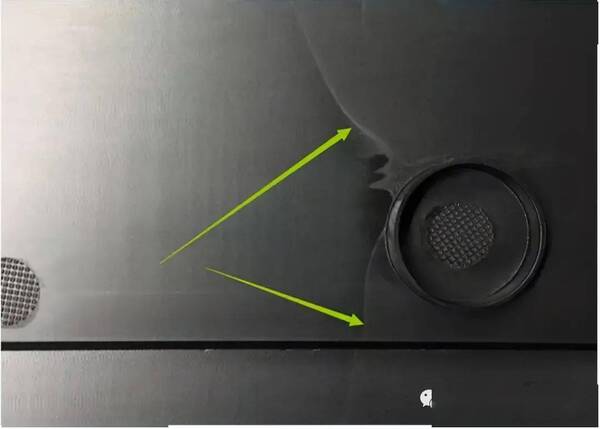
12. inchaço e borbulhamento de produtos moldados por injeção
Algumas peças de plástico desenvolverão rapidamente inchaço ou bolhas na parte de trás da inserção metálica ou em áreas particularmente espessas após serem moldadas e desmoldadas. Isto é causado pela expansão do gás libertado pelo plástico que não está completamente arrefecido e endurecido sob a ação da pressão interna.
Solução
① Arrefecer. Diminua a temperatura do molde, mantenha o molde aberto por mais tempo e diminua a temperatura de secagem e processamento do material.
② Diminuir a velocidade de injeção, encurtar o ciclo de moldagem e reduzir a resistência ao fluxo.
③ Aumentar a pressão e o tempo de retenção.
④ Corrija o problema em que a parede da peça é muito grossa ou a espessura muda muito.

Conclusão
Moldagem por injeção Os defeitos podem realmente afetar a qualidade do seu produto, a eficiência da produção e os custos globais. Mas se conseguir descobrir o que está a causar esses defeitos e corrigi-los, pode tornar o seu processo mais fiável, reduzir a sua taxa de refugo e produzir peças consistentemente boas. No entanto, é preciso continuar a trabalhar nesse sentido. Não pode simplesmente corrigir o seu processo e esquecer-se dele. Tem de continuar a melhorar, a manter e a monitorizar para obter os melhores resultados da sua operação de moldagem por injeção.







