 Saltar para o conteúdo
Saltar para o conteúdo 

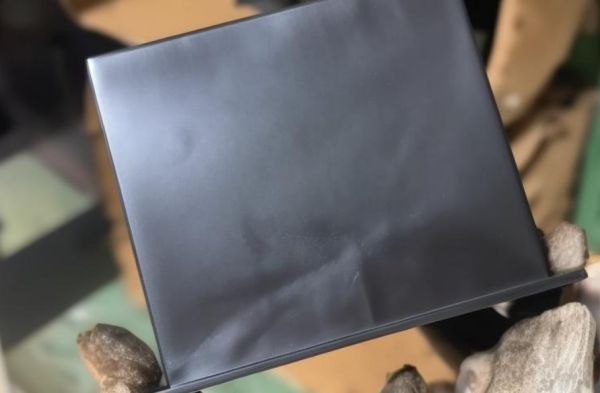
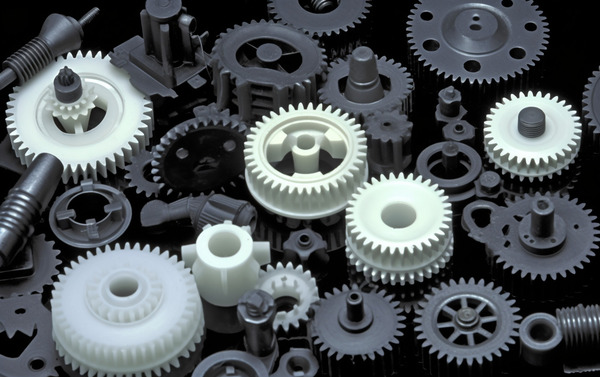
A moldagem por injeção é um dos mais importantes processos de fabrico de produtos de plástico e é amplamente utilizada nas indústrias automóvel, eletrónica, de electrodomésticos, de brinquedos e outras. Embora a tecnologia esteja muito madura, por vezes ocorrem problemas de qualidade no processo de produção atual, incluindo o branqueamento da superfície do produto. O branqueamento da superfície não só afecta a aparência, como também afecta o desempenho do produto e reduz a capacidade de produção. Por conseguinte, é importante resolver este problema, uma vez que prejudica a qualidade do produto e a eficiência da produção.

Causas do branqueamento em produtos moldados por injeção
O grau de brancura depende do material utilizado na moldagem por injeção, da estrutura dos moldes específicos, dos parâmetros do processo, dos tratamentos específicos para os produtos fabricados e das condições na área de produção. Quanto a estes aspetos, apresentaremos uma análise separada abaixo.
Seleção de materiais
A seleção do material de moldagem por injeção tem um impacto significativo na qualidade da superfície de produtos moldados por injeção. É por esta razão que os diferentes tipos de plásticos apresentam propriedades físicas e químicas únicas durante o processo de moldagem por injeção, o que, por sua vez, afecta o acabamento da superfície do produto final.
1. Propriedades dos materiais

Alguns plásticos, como o poliestireno (PS), o polipropileno (PP) e o cloreto de polivinilo (PVC), produzem gases ou resíduos quando aquecidos, que permanecem na superfície do produto após a solidificação e formam manchas brancas. Para além disso, certos enchimentos e agentes branqueadores utilizados na produção podem também causar branqueamento. Por exemplo, a utilização de dióxido de titânio pode aumentar a brancura do produto, mas uma utilização incorrecta pode provocar a formação de depósitos brancos na superfície.
2. Mistura de materiais
Também é importante notar que quando há vários materiais misturados para moldagem por injeção, a incompatibilidade entre estes materiais pode causar separação de fases, o que pode levar ao branqueamento da superfície. Por exemplo, quando são utilizados diferentes tipos de plásticos, os diferentes materiais têm diferentes pontos de fusão e propriedades de fluxo, pelo que se separam uns dos outros durante o arrefecimento e provocam a formação de manchas brancas. A solução é utilizar materiais compatíveis ou adicionar compatibilizadores adequados à mistura para reduzir a probabilidade de tais eventos.

3. Utilização de materiais reciclados
Utilização de materiais reciclados em produção de moldagem por injeção pode poupar nos custos de aquisição. No entanto, ao utilizar materiais reciclados, os materiais podem conter impurezas ou outros produtos de degradação, que podem alterar a qualidade da superfície e causar branqueamento. Por conseguinte, a proporção de materiais reciclados deve ser estritamente limitada e estes devem ser cuidadosamente limpos e selecionados antes de serem utilizados.

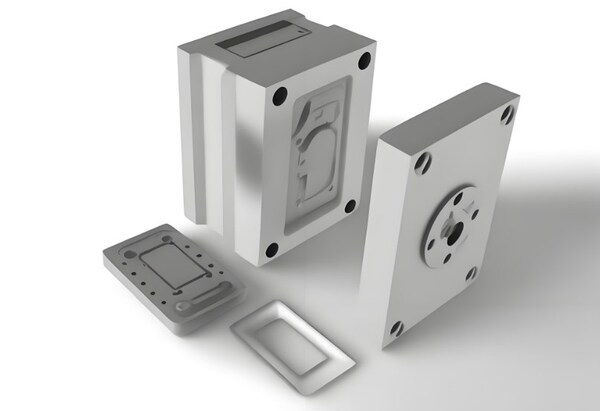
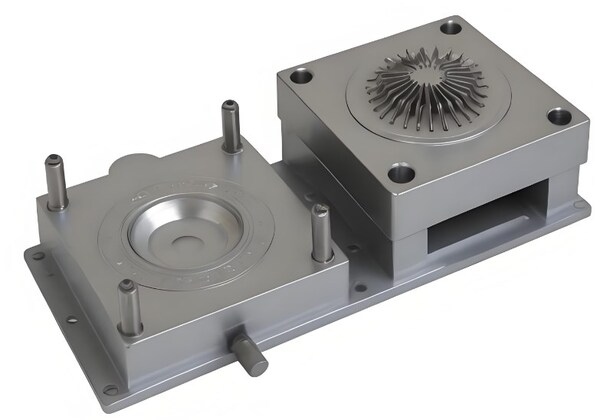
Conceção de moldes
A conceção do molde é um passo indispensável que tem uma influência direta na qualidade da superfície dos produtos moldados através de um processo de moldagem por injeção. O branqueamento da superfície do componente também é causado por um projeto de molde pouco razoável.
1. Tratamento da superfície do molde
O acabamento e o tratamento da superfície do molde afectarão o acabamento do produto final. Se houver riscos, amolgadelas, sujidade, etc. na superfície do molde, o produto sentirá o impacto destes defeitos durante a moldagem por injeção, resultando numa superfície irregular e num branqueamento. Recomenda-se a limpeza e o polimento corretos do molde.
2. Conceção do portão
O portão é a entrada do plástico no molde, o que determina em grande medida a qualidade da moldagem. Um desenho pouco razoável do portão também afecta a distribuição do fluxo de plástico, causa concentração de tensões e pode provocar o branqueamento da superfície. A otimização do design do portão para garantir um fluxo de plástico uniforme pode reduzir o fenómeno de branqueamento.
3. Conceção do sistema de arrefecimento
A conceção do sistema de arrefecimento afectará o processo de controlo da temperatura do molde. Se o arrefecimento do molde for inconsistente, provocará diferentes taxas de arrefecimento do plástico, gerará tensões internas e provocará o branqueamento da superfície. O arrefecimento irregular pode ser minimizado através de uma conceção razoável do sistema de arrefecimento.

4. Conceção do respiradouro
O ar e outros gases devem ser descarregados durante a moldagem por injeção, caso contrário, formar-se-ão sedimentos ou manchas brancas na superfície do produto durante o processo de produção. A conceção pouco razoável do orifício de exaustão e o número insuficiente de orifícios de exaustão provocam a retenção de gases e afectam a qualidade da superfície. A otimização do design da porta de exaustão para garantir uma exaustão suave pode reduzir as manchas brancas.

Parâmetros do processo
Todos os factores de controlo utilizados na moldagem por injeção, que envolvem a temperatura, a velocidade de injeção, a pressão e o tempo, são fundamentais para determinar a qualidade do produto. Parâmetros definidos de forma inadequada afectam o sistema e fazem com que a superfície fique branca.
1. Controlo da temperatura
A gestão da temperatura é muito importante durante a processo de moldagem por injeção. Quando a temperatura é demasiado elevada, o plástico utilizado decompõe-se e liberta gás ou produz resíduos, provocando um branqueamento da superfície. Por outro lado, uma temperatura demasiado baixa pode reduzir o caudal de plástico e produzir marcas de arrefecimento. O controlo exato da temperatura do cilindro e da temperatura do molde pode reduzir o branqueamento.
2. Controlo da pressão
Os defeitos na superfície do produto moldado também dependem da pressão de injeção, bem como da pressão de retenção. Pressões de injeção muito elevadas podem resultar no enchimento excessivo do molde, no desenvolvimento de tensões internas e, consequentemente, no branqueamento. A redução correta da pressão de injeção para um nível adequado e a manutenção da pressão podem ajudar a melhorar a qualidade da superfície.
3. Controlo do tempo
O tempo de injeção, o tempo de espera e o tempo de arrefecimento devem ser mantidos a um nível ótimo. Um tempo de injeção curto resultará num enchimento insuficiente do material plástico na cavidade do molde, dando origem a várias formas de defeitos. Um tempo de retenção curto conduzirá ao encolhimento e branqueamento do produto. Por conseguinte, um controlo preciso do tempo de injeção, do tempo de espera e do tempo de arrefecimento ajudará a melhorar a qualidade da superfície.

Métodos pós-tratamento
Outro fator que determina a qualidade da superfície dos produtos moldados por injeção são os métodos de pós-tratamento dos produtos moldados por injeção. Um dos inconvenientes que podem ser observados quando o pós-tratamento correto não é seguido é o branqueamento da superfície.
1. Tratamento da superfície
Alguns produtos moldados por injeção podem ser vendidos simplesmente retirando-os do molde, enquanto outros têm de ser pintados ou galvanizados após a moldagem. Quando o processo de tratamento de superfície não é adequado, a superfície fica branca. Por exemplo, uma pintura excessiva ou irregular provocará o branqueamento. A otimização do processo de tratamento de superfície pode melhorar a qualidade da superfície.
2. Limpeza e embalagem
Alguns produtos moldados por injeção têm de ser limpos e embalados após a moldagem. Se a superfície não for bem limpa, o fluido de limpeza residual ou a humidade farão com que a superfície fique branca; uma embalagem inadequada pode fazer com que as superfícies se esfreguem umas nas outras, o que fará com que a superfície fique branca. Melhorar o processo de limpeza e embalagem pode reduzir o branqueamento.
Factores ambientais
Os componentes que afectam o componente moldado por injeção incluem factores ambientais, que também podem afetar o tipo de superfície dos produtos moldados por injeção. Por exemplo, a umidade na oficina de produção é relativamente alta, a umidade pode condensar na superfície do produto, causando manchas brancas e clareamento, e poeira e poluentes no ar podem aderir à superfície do produto, fazendo com que o produto fique branco. Melhorar o ambiente de produção e controlar a humidade e a limpeza da oficina pode reduzir o problema do branqueamento.

Soluções para o branqueamento de produtos moldados por injeção
Tendo compreendido as causas do branqueamento em produtos moldados por injeção, vamos discutir algumas soluções para este problema.
Escolher materiais adequados
A escolha dos materiais corretos pode ajudar a resolver o problema do branqueamento nos produtos moldados por injeção. Selecione materiais que resistam ao calor e que tenham pontos de decomposição elevados para os plásticos. Além disso, não utilize materiais que apresentem separação de fases; se o material combinado estiver a ser utilizado, incorpore cargas compatíveis.

1. Selecionar materiais de alta qualidade
Antes da moldagem por injeção, inspeção da matéria-prima e seleção de matérias-primas de alta qualidade para as tornar livres de poluição, uniformes e consistentes. Os materiais de alta qualidade não são fáceis de degradar ou deixar resíduos durante o processamento, o que pode evitar a ocorrência de branqueamento até certo ponto.
2. Controlo da proporção de material reciclado
A utilização de material reciclado deve ser limitada a uma determinada percentagem e os materiais devem ser limpos e peneirados antes de serem utilizados para minimizar as impurezas e os produtos de degradação. Isto também pode ajudar a minimizar os efeitos do material reciclado no acabamento da superfície do item a ser produzido.

Melhorar a conceção do molde
Melhorar a qualidade do desenho do molde também pode reduzir as manchas brancas. Para manter a superfície do molde lisa, é necessário limpá-la e poli-la regularmente, garantir que o design do portão seja razoável e que o plástico seja distribuído uniformemente. O sistema de arrefecimento também deve ser concebido para permitir um arrefecimento uniforme.
1. Tratamento da superfície do molde
Limpar e polir o molde regularmente para garantir a suavidade da superfície e reduzir a moldagem por injeção defeitos que causam o branqueamento. Assegurar que os materiais do molde e os revestimentos de superfície cumprem normas elevadas para melhorar a durabilidade do molde e o acabamento da superfície do produto.
2. Otimizar o design da porta
A conceção do portão deve garantir que o plástico é distribuído uniformemente sem concentração de tensões. A posição e o número de portas devem ser razoavelmente determinados com base na forma do produto, na espessura da parede e no tamanho, para evitar o branqueamento causado pelo enchimento excessivo.
3. Melhorar o sistema de arrefecimento
Conceber corretamente o sistema de arrefecimento do molde para obter uma solidificação adequada e minimizar o caso de tensão interna. Utilizar circuitos de arrefecimento de várias fases ou sistemas de controlo de temperatura variável para melhorar o efeito do processo de arrefecimento e reduzir o branqueamento.
4. Melhorar o sistema de ventilação
Reduzir as bolhas e as manchas brancas, melhorando a conceção do respiradouro do molde para uma melhor ventilação dos gases. Aumentar o número de orifícios de exaustão é um método viável, ou a tecnologia de micro-exaustão pode ser utilizada para melhorar a eficiência da exaustão.

Otimizar os parâmetros do processo
O branqueamento também pode ser evitado através do ajuste fino dos factores do processo e das estratégias de controlo. Controlar com precisão a temperatura do cilindro e do molde da máquina de moldagem por injeção para garantir que o plástico é moldado à temperatura adequada, ajustar adequadamente a pressão de injeção e de retenção para evitar tensões internas e controlar o tempo de injeção, retenção e arrefecimento de acordo com o processo de moldagem.

1. Controlo da temperatura
Controlar com precisão a temperatura do cilindro, do molde e do material para garantir que o plástico é moldado à temperatura ideal. Para controlar melhor a temperatura, pode ser utilizado um sistema de controlo de temperatura complexo, como um controlador PID.
2. Controlo da pressão
Ajustar a pressão de injeção para um valor adequado e ajustar a pressão de retenção para evitar tensões internas. Para melhorar a qualidade da superfície do produto, utilizar sensores e controladores de pressão para controlar a pressão de injeção em tempo real e controlar eficazmente a pressão de injeção.
3. Controlo do tempo
Controlar corretamente os tempos de injeção, retenção e arrefecimento para garantir uma moldagem uniforme. Utilizar sistemas de controlo automatizados para controlar com precisão cada parâmetro de tempo, melhorando a eficiência da produção e a qualidade do produto.

Melhorar os métodos pós-tratamento
O aumento da eficiência das abordagens pós-tratamento pode continuar a contribuir para uma maior diminuição da brancura. Melhorar os sistemas de pintura ou galvanoplastia para cobrir todas as peças moldadas por injeção com igual competência; melhorar os métodos de limpeza e embalagem para diminuir o efeito de fricção e a agressão externa.

1. Otimizar os processos de tratamento de superfície
Durante o tratamento da superfície, deve ser praticada uma alteração moderada dos parâmetros do processo. Por exemplo, ao pintar, certifique-se de que a quantidade de produto e a aplicação são bem monitorizadas para que não resultem em branqueamento, uma vez que a aplicação de demasiada tinta ou de uma aplicação irregular pode levar a isso.
2. Melhorar os processos de limpeza e embalagem
Limpar cuidadosamente os produtos após a moldagem para remover resíduos de agentes de limpeza e humidade. Utilizar materiais e métodos de embalagem adequados para evitar fricção e contaminação durante o transporte e o armazenamento.
Melhorar o ambiente de produção
Melhorar o ambiente de produção e controlar a humidade relativa e as condições sanitárias da oficina. Utilizar aspiradores e desumidificadores para assegurar que a oficina está limpa e seca, a fim de limitar o impacto da humidade e dos contaminantes nas superfícies de contacto.

Conclusão
Este artigo tem como objetivo ajudar os profissionais da indústria a ultrapassar o problema do branqueamento da superfície dos produtos moldados por injeção e contribuir para o desenvolvimento da indústria. O problema do branqueamento dos produtos moldados por injeção é um problema complexo que é afetado pelos materiais, pela conceção do molde, pelas condições do processo, pelo pós-processamento e pelo ambiente. Ao compreender as causas e implementar soluções adequadas, a moldagem por injeção de plástico O processo pode ser analisado e optimizado para melhorar a qualidade do produto final e a velocidade de produção.







